판금 지연에 영향을 미치는 요인
여러 변수가 장애에 영향을 미칩니다. 이 중 하나라도 변경되면 계산된 평면 길이가 잘못될 수 있습니다. 이러한 요소를 확인하면 부품의 정확성을 보장하는 데 도움이 됩니다.
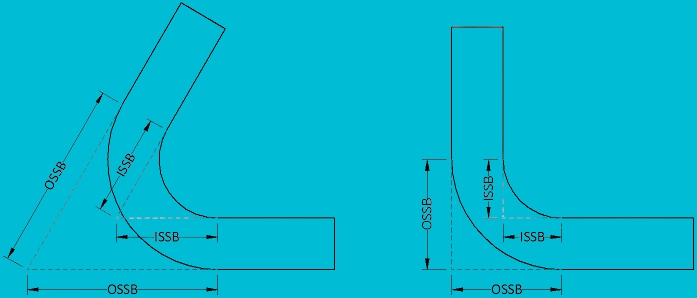
굽힘 각도
굽힘 각도는 후퇴에 직접적인 영향을 미칩니다. 각도가 커질수록 소재가 더 많이 늘어납니다. 그러면 후퇴가 증가합니다. 90° 굽힘은 동일한 소재와 반경을 사용하는 135° 굽힘보다 더 작은 후퇴가 발생합니다.
각 각도에 따라 수식의 탄젠트 값이 변경됩니다. 따라서 좌절의 차이가 눈에 띄게 나타납니다.
굽힘 반경
굽힘 반경에 따라 후퇴도 달라집니다. 반경이 클수록 호 길이가 증가합니다. 이렇게 하면 재료가 더 늘어납니다. 그러면 플랜지가 더 멀리 밀려나고 세트백이 증가합니다.
반경이 좁을수록 재료가 덜 필요하므로 변형이 더 적습니다. 하지만 굴곡이 심할수록 특히 더 단단한 소재에서는 균열이 발생할 위험이 있습니다.
툴링 선택은 굽힘 반경을 제어합니다. 따라서 펀치 및 다이의 선택은 최종 후퇴 값에 영향을 미칩니다.
재료 두께
두꺼운 재료는 구부릴 공간이 더 필요합니다. 추가 부피는 더 많은 금속이 아크에 들어간다는 것을 의미합니다. 후퇴는 재료 두께에 따라 증가합니다. 두께를 1mm에서 2mm로 변경하면 후퇴가 정확히 두 배로 증가하지는 않지만 크게 증가합니다.
구부리기 전에 항상 재료 두께를 확인합니다. 여기서 작은 변경으로 인해 심각한 레이아웃 문제가 발생할 수 있습니다.
스프링백 및 보상
스프링백 은 금속이 구부러진 후 평평한 모양으로 돌아가려고 할 때 발생합니다. 이는 최종 굽힘 각도를 바꾸고 실제 후퇴에 영향을 미칩니다. 스테인리스 스틸과 같은 일부 소재는 다른 소재보다 스프링백이 더 많이 발생합니다. 목표 각도에 도달하려면 약간 구부려야 할 수도 있습니다.
이 보정은 공식에서 유효 굽힘 각도를 변경합니다. 즉, 후퇴 계산에는 설계 각도가 아닌 보정된 각도가 반영되어야 합니다.
굴곡 수당 및 굴곡 공제
후퇴는 굽힘 허용치 및 굽힘 공제와 밀접한 관련이 있습니다. 굽힘 허용치가 너무 작으면 플랜지 길이가 짧아집니다. 너무 크면 너무 길어집니다. 두 경우 모두 굽힘이 시작되는 위치가 바뀌고 필요한 후퇴가 변경됩니다.
알려진 굽힘 허용치 차트를 사용하여 값을 확인할 수 있습니다. 또는 부품을 테스트하여 가장 적합한 것을 측정할 수도 있습니다. 셋백, 굽힘 허용치, 굽힘 공제 세 가지 값을 모두 정렬하면 가장 정확한 평면 패턴을 얻을 수 있습니다.
좌절과 관련된 일반적인 실수
후퇴 계산 오류는 부품 맞춤 불량, 재작업 및 재료 낭비로 이어집니다. 이러한 실수를 방지하면 시간이 절약되고 파트 정확도가 향상됩니다.
머티리얼 스프링백 무시
알루미늄이나 스테인리스 스틸과 같은 소재는 다른 소재보다 더 많이 튀어나오는 경향이 있습니다. 설계 각도를 사용하여 후퇴를 계산했지만 금속이 다시 튀어나오면 구부러짐이 어긋납니다. 그 결과 플랜지가 너무 짧거나 너무 길어집니다.
계산에서 굽힘 각도를 조정하거나 프레스 브레이크 설정에 오버벤드를 프로그래밍하여 항상 스프링 백을 고려하세요.
잘못된 굽힘 각도 가정
일부 제작자는 모든 굽힘이 정확히 90°라고 가정하지만, 이는 사실이 아닌 경우가 많습니다. 92° 또는 88° 굽힘은 부품 정렬이 잘못될 수 있을 정도로 세트랙을 변경합니다.
항상 도면에 표시된 각도뿐만 아니라 형성하려는 실제 각도를 측정하세요. 그래야 공식 입력이 정확하고 최종 부품이 평면 패턴과 일치합니다.
툴링 변형 살펴보기
툴링은 굽힘 반경에 영향을 줍니다. 펀치 또는 다이가 다르면 내부 반경이 변경되고, 이는 다시 세트백을 변경합니다. 더 큰 구멍이 있는 다이를 사용하면 굽힘 반경이 증가합니다. 또한 후퇴도 증가합니다. 계산을 업데이트하지 않으면 파트가 너무 길어집니다.
구부리기 전에 툴링 설정을 확인해야 합니다. 반경을 조금만 변경해도 구부리는 데 사용되는 재료의 양이 달라집니다.
결론
판금 셋백은 벤딩의 핵심 값입니다. 셋백은 구부리기 전에 평평한 길이를 계산하는 데 도움이 됩니다. 이는 굽힘 각도, 재료 두께, 굽힘 반경 및 스프링백에 따라 달라집니다. 올바른 셋백을 사용하면 정확한 벤딩을 보장하고 오류를 줄일 수 있습니다. 또한 더 나은 계획, 더 적은 조정, 더 깔끔한 생산 결과를 지원합니다.
시행착오 없이 정밀한 판금 부품을 원하시나요? 문의하기 를 통해 전문가의 지원과 프로젝트에 맞는 빠르고 안정적인 벤딩 솔루션을 만나보세요.