シートメタル・セットバックに影響する要因
セットバックにはいくつかの変数が影響します。そのどれかが変わると、計算した平らな長さがずれてしまう可能性があります。これらの要素を常にチェックすることで、パーツの精度を確保することができます。
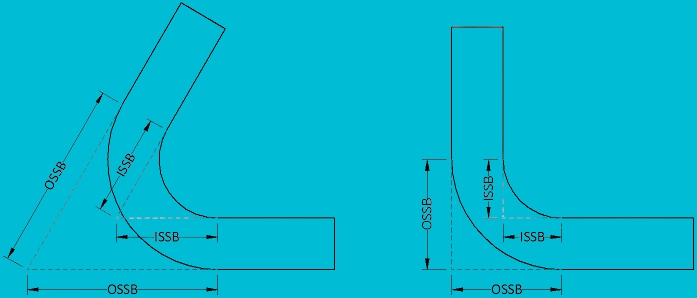
曲げ角度
曲げ角度はセットバックに直接影響します。角度が大きくなると、材料はより伸びる。そのため、セットバックが大きくなります。同じ材料と半径を使用した場合、90°曲げの方が135°曲げよりもセットバックが小さくなります。
角度が変わるごとに、計算式のタンジェントの値が変わる。そのため、セットバックの違いが顕著になる。
曲げ半径
曲げ半径もセットバックを変える。半径を大きくすると、弧の長さが長くなります。これにより、材料がより伸びる。その結果、フランジがより外側に押し出され、セットバックが大きくなります。
曲げ半径が小さいほど、必要な材料が少なくて済むため、セットバックはより小さくなる。しかし、曲げをきつくすると、特に硬い材料では、ひび割れのリスクもある。
金型の選択は曲げ半径を制御します。つまり、パンチとダイの選択は、最終的なセットバック値に影響します。
素材の厚さ
厚い材料は、曲げるためにより多くのスペースを必要とする。この余分な嵩は、アークに入る金属が増えることを意味する。セットバックは材料の厚さとともに増加する。厚さを1 mmから2 mmに変更した場合、セットバックは正確に2倍にはなりませんが、大幅に増加します。
曲げる前に必ず材料の厚さを確認してください。ここでのわずかな変更が、レイアウトに大きな問題を引き起こすことがあります。
スプリングバックと補正
跳ね返ります これは、金属が曲げ加工後に平らな形状に戻ろうとするときに起こる。これが最終的な曲げ角度をずらし、実際のセットバックに影響する。ステンレス鋼のように、スプリングバックが他の材料よりも大きい材料もあります。目標の角度に達するには、わずかにオーバーベンドする必要があるかもしれません。
この補正により、計算式の有効ベンド角が変わります。つまり、セットバックの計算には、設計角度ではなく、補正後の角度を反映させなければなりません。
ベンド手当とベンド控除
セットバックは曲げ代や曲げ減点と密接に関係しています。曲げ代が小さすぎるとフランジの長さが短くなります。曲げ代が大きすぎると、フランジの長さが長くなります。どちらの場合も、曲げ開始位置がずれるため、必要なセットバックが変わります。
既知の曲げ代表を使って値をチェックすることができます。また、部品をテストして、最も効果的なものを測定することもできます。セットバック、曲げ代、曲げ減算の3つの値をすべて揃えることで、最も正確なフラットパターンが得られます。
挫折に関するよくある間違い
セットバックの計算ミスは、部品の適合不良、手直し、材料の無駄につながります。このようなミスを避けることで、時間を節約し、部品の精度を向上させることができます。
材料のスプリングバックの無視
アルミニウムやステンレスのような素材は、他の素材よりもスプリングバックする傾向があります。設計角度を使用してセットバックを計算しても、金属がスプリングバックする場合は、曲げがずれてしまいます。その結果、フランジが短すぎたり長すぎたりします。
計算で曲げ角度を調整するか、プレスブレーキのセットアップにオーバーベンドをプログラムすることによって、常にスプリングバックを考慮してください。
誤った曲げ角度の想定
加工業者の中には、すべてのベンドが正確に90°であると思い込んでいる人もいますが、そうではないことがよくあります。92°や88°の曲げは、部品のずれを引き起こすのに十分なセットバックを変えます。
図面上だけでなく、実際に成形する予定の角度を必ず測定してください。そうすることで、計算式の入力が正しくなり、最終的な部品が平面パターンと一致するようになります。
工具のばらつきの見落とし
工具は曲げ半径に影響する。ポンチやダイが異なると内半径が変わり、セットバックも変わります。開口部の大きいダイを使用すると、曲げ半径が大きくなります。また、セットバックも大きくなります。計算を更新しないと、部品が長くなりすぎます。
曲げ加工を行う前に、必ず工具のセットアップを確認してください。わずかな半径の変更でも、曲げに使用される材料の量が変わります。
結論
板金のセットバックは、曲げ加工において重要な値です。セットバックは、曲げ前の平らな長さを計算するのに役立ちます。セットバックは、曲げ角度、材料の厚さ、曲げ半径、スプリングバックによって異なります。適切なセットバックを使用することで、正確な曲げを保証し、エラーを減らします。また、より良いプランニング、より少ない調整、よりクリーンな生産結果をサポートします。
試行錯誤のない精密な板金部品をお望みですか? お問い合わせ 専門家によるサポートと、お客様のプロジェクトに合わせた迅速で信頼性の高い曲げソリューションを提供します。