얇은 금속 용접을 개선하는 기술
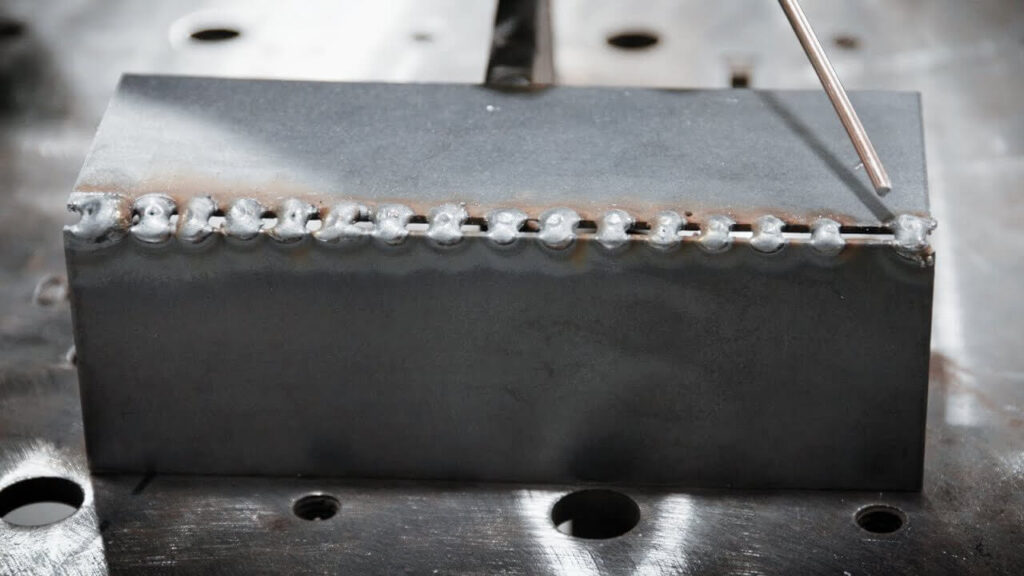
얇은 금속을 용접하려면 재료가 타거나 접합부가 약해지는 것을 방지하기 위한 특별한 방법이 필요합니다. 적절한 기술을 사용하면 깨끗하고 튼튼한 용접을 만들 수 있습니다. 다음 방법은 얇은 금속 용접을 개선할 수 있습니다.
얇은 금속을 위한 펄스 용접
펄스 용접은 고전류와 저전류 사이를 전환하는 기술입니다. 고전류는 용접 풀을 생성하고 저전류는 금속을 냉각시켜 너무 많은 열이 축적되는 것을 방지합니다.
펄스 용접은 얇은 금속이 타버릴 위험을 줄임으로써 이점을 제공합니다. 또한 용접 깊이를 제어하고 매끄러운 마감을 만드는 데 도움이 됩니다.
얇은 금속 용접을 위한 저열 투입 기술
얇은 금속을 용접할 때는 낮은 열을 사용하는 것이 중요합니다. 열이 너무 높으면 금속이 뒤틀리거나 타버릴 수 있습니다. 열을 줄이려면 더 작은 필러봉이나 와이어를 사용하고, 더 빠르게 용접하고, 용접기의 전압을 낮추세요.
연구에 따르면 열 입력을 제어하면 금속이 너무 부서지는 것을 방지하여 얇은 금속 용접을 개선할 수 있습니다. 또한 용접부를 깨끗하고 튼튼하게 유지하는 데 도움이 됩니다.
정밀 용접을 위한 아크 제어
용접 아크 제어는 정밀도의 핵심입니다. 아크가 일정해야 원치 않는 스패터와 번스루를 방지할 수 있습니다. 아크를 유지하려면 전극과 금속 사이의 거리를 일정하게 유지하세요. 또한 짧은 아크 길이를 사용하면 열을 줄이고 정확도를 향상시킬 수 있습니다.
얇은 금속 용접의 일반적인 함정을 피하기 위한 팁
얇은 금속을 용접하는 것은 어려울 수 있습니다. 이러한 문제를 방지하는 방법을 알면 용접 품질을 개선하고 시간과 재료를 절약하는 데 도움이 됩니다.
얇은 금속 용접의 스패터 및 다공성 방지
스패터는 용융 금속이 용접 풀에서 튀어나올 때 발생합니다. 다공성은 가스가 용접부에 갇혀 작은 구멍을 만들 때 발생합니다.
이러한 문제를 방지하려면 용접기 설정을 조정하세요. 전압을 낮추고 올바른 와이어 이송 속도를 사용하여 스패터를 줄이세요. 기공이 생기지 않도록 가스 흐름을 일정하게 유지하세요.
얇은 금속 가장자리 균열 극복
얇은 금속은 특히 가장자리가 쉽게 깨질 수 있습니다. 이를 방지하려면 열 입력을 조절하세요. 낮은 암페어를 사용하고 아크를 한 곳에 너무 오래 유지하지 마세요.
가장자리를 약간 예열하면 용접 시 응력을 줄일 수 있습니다. 또한 모재에 적합한 필러 재료를 사용하면 균열을 방지하는 데 도움이 될 수 있습니다.
과도한 용접 증착 방지
과도한 용접 침착은 필러 재료를 너무 많이 추가하여 두꺼운 용접 비드를 만들 때 발생합니다. 이는 얇은 금속의 경우 뒤틀림을 유발하거나 용접을 약화시킬 수 있으므로 문제가 될 수 있습니다.
이를 방지하려면 올바른 필러 로드 크기를 선택하고 용접 속도를 일정하게 유지하세요. 여분의 재료를 쌓지 않고 접합부를 채울 수 있을 만큼만 필러를 추가합니다.
결론
얇은 금속 용접에는 고유한 어려움이 있지만 적절한 기술을 사용하면 이러한 문제를 쉽게 관리할 수 있습니다. 깨끗하고 튼튼한 용접을 위해서는 열 입력 제어, 올바른 용가재 사용, 아크 정밀도 관리와 같은 핵심 요소가 필수적입니다.
용접 기술을 향상시킬 준비가 되었거나 다음 프로젝트에 대한 전문가의 조언이 필요하신가요? 문의하기 오늘 완벽한 용접을 달성할 수 있도록 도와드릴 수 있는 방법에 대해 논의해 보세요.
자주 묻는 질문
얇은 금속에 가장 적합한 용접 공정은 무엇인가요?
얇은 금속에 가장 적합한 용접 공정은 종종 MIG 또는 TIG 용접입니다. TIG 용접은 열을 더 잘 제어할 수 있고 얇은 금속에 이상적인 반면, MIG 용접은 대규모 프로젝트에 더 빠르고 쉽습니다.
얇은 금속을 용접할 때 번스루를 방지하려면 어떻게 해야 할까요?
번스루를 방지하려면 낮은 열 설정과 작은 필러봉을 사용하고 빠른 용접 속도를 유지하세요. 아크를 제어하고 적절한 가스 흐름을 사용하는 것도 위험을 줄이는 데 도움이 될 수 있습니다.
얇은 금속 용접에서 열 제어가 왜 그렇게 중요한가요?
너무 많은 열을 가하면 금속이 타거나 휘어질 수 있으므로 열 조절은 매우 중요합니다. 얇은 금속은 빠르게 가열되므로 적절한 열량을 사용하면 이러한 문제를 방지하는 데 도움이 됩니다.
얇은 금속 용접에 사용되는 일반적인 필러 재료는 무엇입니까?
일반적인 필러 재료로는 연강의 경우 ER70S-6, 알루미늄의 경우 ER4043 또는 ER5356, 스테인리스강의 경우 ER308L 또는 ER316L이 있습니다. 필러는 항상 용접되는 재료와 일치해야 합니다.
얇은 금속을 왜곡 없이 용접할 수 있나요?
예, 적절한 열 제어를 사용하고 빠르게 용접하며 용접 부위를 깨끗하게 청소하면 얇은 금속도 왜곡 없이 용접할 수 있습니다. 펄스 용접과 같은 기술도 왜곡을 줄일 수 있습니다.
추가 자료:
얇은 금속 용접 시 뒤틀림 방지 – 출처 : 가공 및 금속 가공
용접 시 보호가스의 중요성 – 출처 : 호바트 브라더스
일반적인 용접 실수를 수정하는 방법 – 출처 : 밀러