Selecting the right tonnage is one of the most crucial decisions when choosing a servo press. If the press capacity is too low, the machine may not reach the needed forming force. This can reduce part accuracy and lead to premature tool wear. If the tonnage is too high, the system becomes more expensive. It also consumes more energy and reduces responsiveness to force control.
Modern manufacturing depends on precision and efficiency to stay competitive. For this reason, engineers must match the press force to the real process needs. Proper matching enhances part quality and helps keep operating costs under control.
This article explains how engineers and buyers estimate the required force. It also explains how to set safe margins. Finally, it reviews other technical factors that affect press performance in real production.

Understanding Tonnage in Servo Presses
Before choosing a machine, you need to understand how tonnage actually works. This section explains what tonnage represents and how servo presses apply it differently.
What Tonnage Represents?
Tonnage, measured in kilonewtons (kN) or metric tons, defines the maximum forming or pressing force a servo press can deliver. It indicates the amount of resistance the press can overcome when shaping, joining, or deforming a part.
However, many buyers misread this specification. Most presses list nominal tonnage, which represents the machine’s maximum force at a specific stroke position — often near the bottom dead center (BDC). In contrast, the working force is what the press can maintain throughout the usable stroke range.
For example, a servo press rated at 20 kN nominal tonnage may only sustain that peak within the last 5 percent of its travel. If your forming process requires full pressure earlier in the stroke, the effective force could drop by 20–30 percent. That’s why engineers should always confirm where along the stroke the rated force applies.

In simple terms, tonnage isn’t just about “how strong” the press is — it’s about how that strength is delivered during motion.
Peak Load vs. Continuous Load
Another common misunderstanding is assuming the rated tonnage equals the machine’s sustainable capacity. In reality, every servo press has two limits:
- Peak load — the short burst of maximum force achievable for a fraction of a second.
- Continuous load — the steady-state force the system can hold without overheating or causing mechanical fatigue.
For instance, a 10 kN servo press might maintain 10 kN for 0.5 seconds but only 6 kN continuously. If used for long dwell or forming applications, exceeding that continuous rating can lead to motor heat buildup, torque drop, or accuracy loss over time.
Servo presses overcome this challenge by allowing programmable force–stroke control. The controller can apply full power only when needed, reduce speed before contact, and dwell gently at the bottom for stress relief. This precise motion not only improves part consistency but also extends die life and reduces energy consumption.
Nominal vs. Practical Performance
When comparing models, engineers should also consider how each manufacturer defines its “tonnage class.” Two machines rated at 50 kN may deliver different real-world results due to variations in screw diameter, drive efficiency, and torque-to-force conversion.
Practical tip: Always ask for the press’s continuous duty curve or force vs. speed chart. These graphs illustrate the tonnage the machine can provide at various stroke positions and speeds — the most reliable way to confirm its actual capability.

Step-by-Step Method to Estimate Required Tonnage
Accurate tonnage selection starts with proper calculation and validation. Follow these steps to estimate the force your process truly needs.
1. Define the Process and Material Parameters
Different operations require very different levels of force. A light press-fit might need only a few kilonewtons, while a small forming or coining process can exceed hundreds. So, start with the basics:
- Process type: Is the operation press-fitting, forming, coining, riveting, or sealing?
- Material properties: Yield strength, hardness, and ductility directly determine how much resistance occurs.
- Geometry: Larger surface areas, sharper bends, and tighter radii raise localized load.
For instance, aluminum 6061 (yield strength ≈ 150 MPa) may require half the tonnage of stainless steel 304 (≈ 300 MPa) under the same geometry.
In simple terms: the stronger and thicker your material, the higher the tonnage your servo press must deliver.
2. Calculate the Basic Force Requirement
Once you know the material and operation, you can estimate the required force using this simplified relationship:
F=k×A×σy
Where:
- F = estimated force (N)
- A = contact or forming area (mm²)
- σy = yield strength of material (MPa)
- k = process coefficient (typically 0.7–1.2 depending on friction and part geometry)
Example:
You are forming a stainless steel plate of 50 mm × 50 mm (2,500 mm² area) with a yield strength of 350 MPa and a process coefficient of 1.0.
F=1.0×2,500×350=875,000N=875kN
So, you’ll need a press capable of at least 875 kN nominal force under ideal lab conditions.
However, real operations are rarely ideal. Friction, part alignment, and tool surface finish can increase resistance by 10–20%, especially when forming at higher speeds. It’s always best to view this value as your minimum threshold, not your final selection point.
3. Apply a Realistic Safety Margin
Even with accurate math, real-world variations are inevitable — tool wear, misalignment, and temperature fluctuations can unexpectedly increase force demand. That’s why most engineers add a 20–30% safety margin to their tonnage estimate.
In the above example (875 kN), the adjusted range becomes 1,050–1,150 kN.
This buffer ensures that:
- The servo motor never operates near its overload limit.
- The ball screw and frame maintain precision under stress.
- Heat buildup remains within the continuous-duty rating.
Rule of thumb:
For critical forming or continuous production, size your servo press at 1.25× your theoretical tonnage for balanced performance and longevity.
4. Validate Through Test Pressing or Digital Simulation
Modern servo press selection shouldn’t stop at calculation. Real data is the best validation. If possible, perform a trial press using a load cell or torque sensor to record actual force profiles. Compare the measured force curve with your calculated value to see if any spikes or anomalies occur during forming.
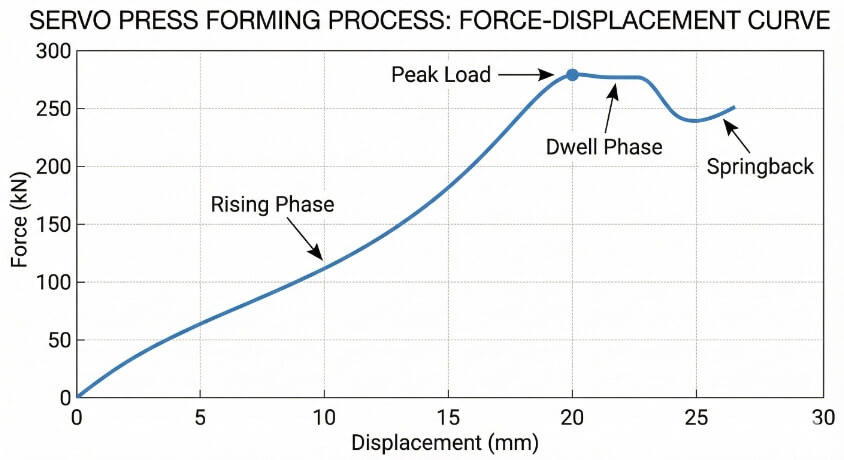
Alternatively, use simulation software (like DEFORM or Simufact Forming) to analyze the force–displacement curve. Simulation identifies not just the peak load but also the shape of the curve — where force rises, stabilizes, and releases. Understanding this helps you adjust the servo press motion profile for optimal energy use and tool life.
Why this matters:
A simple number (e.g., 900 kN) doesn’t tell the whole story. Knowing how force develops along the stroke is what separates a successful press setup from costly trial and error.
5. Consider Future Process Flexibility
If your production includes multiple parts or evolving designs, it’s smart to leave additional headroom. A servo press with programmable motion can adapt to new materials or geometries — but only if it has the force capacity to do so.
For small servo presses (1–5 tons), having an extra 20–30% force reserve allows for reconfiguration for new applications without requiring reinvestment. This approach keeps your capital asset useful across product cycles and R&D changes.
Factors That Influence the Right Tonnage Selection
Even a correct calculation can miss real-world variables. Here’s how material, geometry, and production factors impact tonnage demand.
Material Properties
Material strength and ductility are the first and most obvious factors. Harder or less ductile metals require more forming pressure, whereas softer metals, such as copper or aluminum, can achieve deformation under lower loads.
For instance, forming stainless steel 304 (yield strength of approximately 215 MPa) requires roughly twice the force of aluminum 5052 (yield strength of approximately 100 MPa) at the same thickness. High-strength steels, titanium, and nickel alloys may demand even more — sometimes exceeding 4× the tonnage of mild steel for identical part geometry.
Beyond yield strength, work hardening also increases load during forming. As the material deforms, resistance rises sharply in the later stages of the stroke, which is where servo presses excel — they can adjust speed and torque in real-time to maintain consistent pressure.
In short: when working with harder alloys or precision applications, always check the material’s stress–strain curve, not just its nominal strength.
Part Geometry and Tooling Design
Geometry can dramatically change load distribution. Deep draws, ribs, embosses, or tight corner radii concentrate stress in small areas, increasing localized pressure and, in turn, the total required tonnage. Even small design details, such as hole placement or flange height, can increase forming resistance by 10–20%.
For example, a flat 100 mm panel might need only 5 kN to emboss a simple logo, but the same panel with a 3 mm-deep channel could require 25 kN or more due to friction and bending strain.
Tooling design also plays a role:
- Rigid dies distribute force evenly and reduce wasted energy.
- Flexible or thin dies absorb part of the applied force, effectively lowering forming efficiency.
- Die alignment matters too — misalignment can increase required tonnage by up to 15%, according to a 2023 Precision Forming Lab study.
Servo presses compensate for these variations through programmable dwell control. By slowing the stroke before contact and pausing at the bottom dead center, engineers can prevent shock loads, extend die life, and maintain part quality.
Stroke Length and Pressing Speed
The relationship between stroke profile and pressing speed directly affects tonnage demand. A longer stroke means the servo motor must sustain torque over a greater travel distance, while faster motion increases inertia and transient loading.
Traditional mechanical presses can’t adapt easily — but servo presses can. Through software-defined motion profiles, you can:
- Decelerate just before material contact to reduce impact load.
- Hold a programmed dwell for forming consistency.
- Adjust return speed to balance cycle time and thermal load.
This demonstrates why press motion control is as important as raw tonnage capacity.
Key takeaway:
Don’t size your press only by maximum force — verify that it can maintain that force throughout the intended stroke speed and dwell duration.
Production Volume and Duty Cycle
Even the strongest press can underperform if it’s not rated for continuous operation. Every servo motor has a duty cycle, which is the ratio between the active pressing time and the cooling or idle time. Exceeding this cycle causes heat buildup, reduced torque, and long-term wear on bearings and screws.
For example:
- A small 5 kN press might handle full load for 1 second but require 3–4 seconds of rest.
- A production-grade 100 kN servo press could maintain 80% of capacity continuously with proper thermal management.
In a high-volume setting, continuous load rating becomes even more important than peak load. Operating at 70–80% of the rated tonnage ensures consistent accuracy and reduces the frequency of maintenance.
When estimating machine utilization, consider:
- Cycle time: how many strokes per minute the process runs.
- Dwell duration: how long the force is maintained during each stroke.
- Shift pattern: total hours of continuous operation per day.
Neglecting these aspects often leads to premature motor wear or force drift — both of which can compromise dimensional stability over time.
Servo Press Advantages in Tonnage Control
Servo technology transforms force control into precision engineering. Learn how programmable motion and feedback ensure consistent, efficient pressing.
Programmable Force–Stroke Curve
In a conventional mechanical press, the tonnage curve follows the crank angle. Maximum force is available only near the bottom dead center, meaning the process must adapt to the media, not the other way around.
Servo presses reverse that logic. By using direct-drive servo motors, engineers can design custom force–stroke profiles that match each operation. You can slow down before material contact, ramp up torque smoothly, and dwell precisely at the bottom to relieve internal stress.
This flexibility allows one servo press to replace multiple mechanical presses set up for different materials or depths.
Real-Time Feedback and Process Data
Servo systems continuously monitor force, displacement, and motor torque at high sampling rates. This creates a live feedback loop that instantly corrects any deviations — such as changes in material thickness or die alignment.
With data logging and curve comparison, engineers can:
- Detect anomalies before they cause defects.
- Track die wear based on gradual force drift.
- Maintain traceability for ISO 9001 or IATF 16949 compliance.
In practice, this means fewer rejects and faster quality approval. For industries such as electronics, EV modules, and precision sensors, this data capability is what transforms a servo press from a mechanical tool into a digital production asset.
Energy Efficiency and Smart Integration
Servo presses consume power only when generating force, unlike hydraulic systems that maintain pressure continuously. This makes them inherently more energy-efficient.
Additionally, their programmable control makes them compatible with smart manufacturing environments — connecting easily to MES, SCADA, or Industry 4.0 data layers. This enables predictive maintenance, cycle monitoring, and load analytics, helping facilities optimize uptime and extend the life of their equipment.
Additional Technical Factors Often Overlooked
Small engineering details can make or break press performance. These overlooked factors often decide long-term precision and machine stability.
Force–Displacement Curve Analysis
Real-world pressing force is not constant — it changes dynamically through the stroke. A force–displacement curve shows how force builds, peaks, and releases. By studying this curve, engineers can identify inefficiencies and hidden risks, such as:
- Sudden spikes indicate poor lubrication or die misalignment.
- Irregular plateaus suggest material hardening or poor dwell control.
- Springback zones reveal residual stress or elastic recovery.

Analyzing this data enables the optimization of press motion profiles and confirms whether the selected servo motor torque curve aligns with the actual process requirements — not just the theoretical tonnage.
Mold and Fixture Rigidity
Tooling stiffness plays a major role in tonnage efficiency. If a die or fixture flexes under load, a portion of the applied force gets absorbed as elastic deformation, reducing forming precision.
To minimize this:
- Use balanced clamping and support plates to maintain even pressure.
- Select tool steel grades with a higher modulus of elasticity.
- Incorporate finite element analysis (FEA) during die design to predict deflection zones.
This improvement not only enhances tonnage accuracy but also extends die lifespan and repeatability.
Thermal and Fatigue Performance
Every servo press has a continuous duty rating, specifying the load it can handle indefinitely without overheating. Running near peak torque for extended cycles increases heat in the motor and ball screw, causing dimensional drift and accelerated wear.
For continuous forming or high-speed operations, engineers should select a press that operates at 70–80% of rated tonnage continuously. This ensures:
- Stable torque output.
- Lower temperature rise.
- Consistent precision across long runs.
Thermal monitoring and forced-air cooling systems are also valuable upgrades for presses running in multi-shift environments.
Conclusion
Choosing the right tonnage for a servo press is more than just a simple number on a spec sheet — it’s an engineering decision that affects quality, cost, and the long-term life of the equipment. Servo technology takes this further by adding programmable control, energy efficiency, and digital feedback — giving manufacturers the ability to form, join, or press with higher accuracy and less waste.
Ready to Optimize Your Press Selection? Our engineering team specializes in small and mid-tonnage servo presses (1–5 tons) designed for precision assembly, forming, and metal joining. Contact us today to discuss your project or request a free tonnage evaluation with our application engineers.
FAQs
How do I convert tons to kilonewtons (kN)?
1 metric ton = 9.81 kN. For example, a 10-ton press equals roughly 98 kN.
Is higher tonnage always better?
No. Oversized presses consume more energy and reduce force sensitivity. Choose the smallest machine that meets your process needs plus a safety margin.
Can one servo press handle multiple applications?
Yes. With programmable motion control, a single servo press can perform various operations — press-fit, forming, or coining — within its rated capacity.
What’s the difference between peak and continuous tonnage?
Peak tonnage is the short-term maximum load; continuous tonnage is what the press can maintain indefinitely. Always confirm both before purchase.
How can I verify if my tonnage selection is correct?
Use load-cell testing or digital simulation to measure the actual forming force. If the peak force remains under 80% and the average under 60% of the rated capacity, your selection is well-balanced.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.



