프로세스 매개변수 및 설정
헬리컬 밀링으로 좋은 결과를 얻으려면 올바른 설정을 선택하는 것이 중요합니다. 이 섹션에서는 스핀들 속도, 이송 속도, 절삭 깊이 및 기타 주요 요소를 설정하는 방법에 대해 설명합니다.
스핀들 속도 및 이송 속도
스핀들 속도는 재료와 공구 유형에 따라 다릅니다. 단단한 소재일수록 속도가 느려집니다. 부드러운 소재는 더 높은 RPM을 허용합니다. 카바이드 공구는 HSS보다 빠르게 작동할 수 있습니다.
이송 속도는 속도와 공구 직경과 일치해야 합니다. 너무 빠르면 공구가 마모될 위험이 있습니다. 너무 느리면 절삭이 비효율적입니다. 항상 공구 제조업체의 칩 부하 권장 사항을 확인하십시오.
나선 각도 선택
나선 각도는 공구가 얼마나 가파르게 내려가는지를 제어합니다. 각도가 얕을수록 적은 응력으로 부드럽게 절단할 수 있습니다. 각도가 가파르면 더 많은 재료를 제거하지만 하중이 증가합니다.
부드러운 금속이나 큰 구멍의 경우 가파른 각도가 효과적일 수 있습니다. 단단한 금속이나 얇은 부품의 경우 진동과 열을 줄이기 위해 얕은 각도를 사용합니다.
축 및 방사형 컷 깊이
축 방향 깊이는 도구가 Z축을 따라 한 번에 절삭하는 깊이입니다. 방사형 깊이는 회전당 절단하는 폭입니다. 도구에 과부하가 걸리지 않도록 두 가지의 균형을 유지합니다.
반경 방향 깊이를 공구 직경보다 작게 유지하는 것이 좋습니다. 기계와 공구가 충분히 단단하면 축 방향 깊이가 더 깊어질 수 있습니다.
스텝다운 전략 및 절단 경로 계획
스텝다운은 도구가 각 나선형에서 얼마나 내려가는지를 나타냅니다. 스텝이 작을수록 표면 마감이 더 좋지만 시간이 더 오래 걸립니다. 스텝이 클수록 작업 속도는 빨라지지만 절삭력은 증가합니다.
절삭 경로는 공구 맞물림을 일정하게 유지해야 합니다. 방향이나 하중이 갑자기 바뀌지 않도록 하세요. 일정한 나선형 경로를 사용하여 공구 응력을 줄이고 공작물 품질을 개선합니다.
헬리컬 밀링 어플리케이션의 유형
헬리컬 밀링은 한 가지 작업에만 국한되지 않습니다. 구멍, 나사산, 큰 직경 및 복잡한 모양을 처리할 수 있습니다. 이 섹션에서는 이 방법이 매장에서 사용되는 일반적인 방법을 다룹니다.
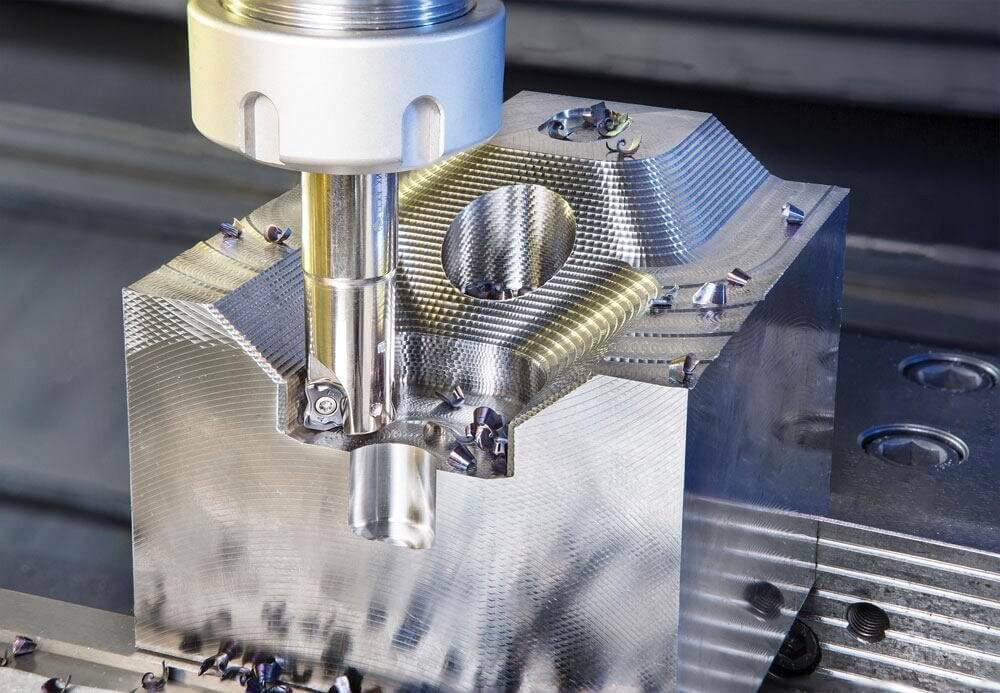
홀 제작을 위한 헬리컬 밀링
헬리컬 밀링은 특히 단단한 금속에 둥근 구멍을 만드는 데 자주 사용됩니다. 드릴링 대신 공구가 나선형 경로로 이동하여 구멍을 형성합니다.
이 방법은 공구를 똑바로 밀어 넣는 것을 방지합니다. 열과 공구 마모가 줄어듭니다. 또한 더 나은 크기 제어로 더 깨끗한 구멍 벽을 만들 수 있습니다.
표준 드릴로 뚫기에는 너무 큰 구멍이 있거나 정확한 공차가 필요한 경우에 이상적입니다.
나선형 경로를 사용한 스레드 밀링
스레드 밀링 나선형 경로를 사용하여 구멍 안쪽의 실을 자릅니다. 이 도구는 회전하는 동안 나사의 나선형 형태를 따릅니다.
이 방법은 내부 및 외부 스레드를 모두 절단할 수 있습니다. 하나의 도구를 다양한 나사 크기에 사용할 수 있어 유연합니다. 또한 더 나은 칩 제어와 더 깨끗한 스레드를 남깁니다.
나사산 밀링은 고강도 소재나 미세한 나사산이 필요한 부품에 적합한 선택입니다.
큰 직경을 위한 나선형 보간
구멍이 드릴에 비해 너무 큰 경우 나선형 보간이 사용됩니다. 이 도구는 나선형 동작으로 직경을 서서히 자릅니다.
이는 밸브 본체, 하우징 및 대형 플레이트에 일반적으로 사용됩니다. 특별한 대형 드릴이 필요하지 않으므로 비용을 절감할 수 있습니다. 또한 드릴링으로 인해 응력이 발생할 수 있는 두꺼운 재료에도 잘 작동합니다.
나선형 경로를 사용한 슬롯 및 포켓팅
나선형 경로는 슬롯이나 포켓을 만들 수도 있습니다. 도구가 위에서 나선형으로 들어온 다음 옆으로 이동하여 모양을 엽니다.
이는 부품을 깨끗하게 진입시키고 절삭력을 제어해야 할 때 유용합니다. 공구 과부하를 방지하고 칩 흐름을 개선합니다. 또한 얇은 벽과 섬세한 피처를 균열로부터 보호합니다.