カッティングとパンチング機能
適切なカッティングと パンチ の特徴は、正確な部品、より容易な製造、より良い性能を保証します。このような細部まで入念に計画することで、製造や組み立てにおけるコストのかかる問題を防ぐことができます。
穴のサイズと位置
穴のサイズと位置を注意深く選ぶことで、部品の品質と組み立てのしやすさが保証されます。穴を開けるときは、金属の厚みより小さくしないこと。穴が小さいと特殊な工具が必要になり、消耗が早くなります。
穴と穴の間隔も重要です。穴の間隔は、少なくとも金属の厚さの2倍以上離す。穴が近いと、切断や曲げの際に変形したり伸びたりすることがある。
また、穴はエッジや曲げ部から離すこと。安全な間隔は、通常、金属の厚さの2倍と、近くにある曲げの半径です。適切な間隔をあけることで、亀裂や歪み、弱点を防ぐことができます。
コーナーRと内部カットアウト
鋭利な内角は応力を引き起こし、金属部品を弱くする。特に曲げ加工では、亀裂や破れにつながることが多い。内角には必ず小さなRをつける。
推奨されるコーナー半径は、少なくとも金属厚の半分です。半径が大きいほど応力が均等に分散され、耐久性が増し、ひび割れを防ぐことができる。
内部の切り抜きについては、狭い溝や複雑な形状は避けてください。生産が遅くなり、しばしば歪みの原因になります。角を丸くしたシンプルで大きめの切り込みは、部品の強度と精度を維持するのに役立ちます。
ツールアクセスとリリーフ
ツールアクセスとリリーフカットが製造を容易にします。リリーフカットは、曲げ部の近くにある小さな金属部分を取り除き、工具が作業できるスペースを確保します。これにより応力が軽減され、金属が歪むことなく容易に曲げられるようになります。
リリーフカットは慎重に配置すること。金属が伸びたり束になったりする可能性のあるコーナーやきつい曲げの部分に配置する。通常、レリーフとは、曲げの交差点にある小さな溝や穴のことである。
リリーフカットは、パーツの反りやひび割れを防ぎます。また、曲げ加工をより速く、スムーズに、正確に行うことができます。特に複雑な形状を設計する場合は、常に適切なツールクリアランスを計画してください。
成形の特徴
形にする は、板金部品に強度、機能性、外観の改善を加えます。これらの特徴の優れた設計は、製造を簡素化し、部品の性能を向上させます。
カウンターシンクとカウンターボア
カウンターシンク は、穴の周囲にある角度のついた凹みである。平頭のねじが表面と同じ高さになるようにする。ザグリ穴は、ネジやボルト用に底が平らな凹部を作り、頭を完全に凹ませることができる。
カウンターシンクは素早く簡単に加工でき、薄い板材に最適です。ザグリ穴は、より厚い材料と、より慎重な加工が必要です。
カウンターシンクを計画する場合は、標準的なねじで一般的な82度または90度前後の角度を保つ。ねじの収まりが悪くなるような、極端に浅かったり深かったりする皿加工は避ける。
ザグリ穴の場合、底面が平らで、ネジの頭に十分な深さの穴が開いていることを確認する。ザグリに必要な深さに対応できない薄い材料は避ける。
ランスとブリッジの特徴
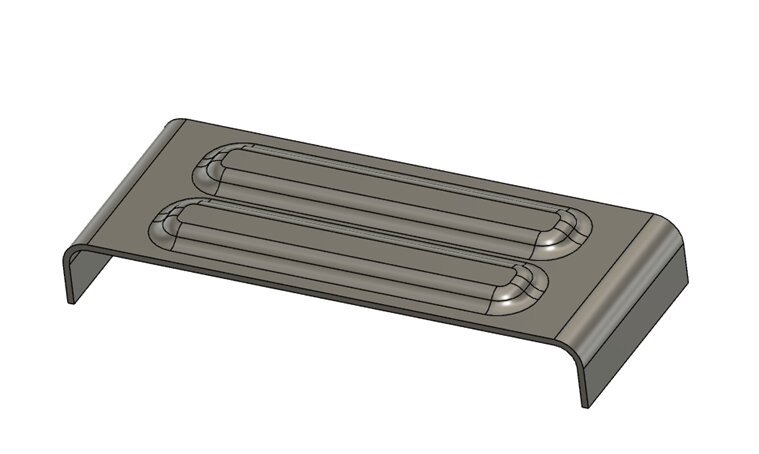
ランスは、金属タブを部分的に切り離し、小さな盛り上がりや角度のある部分を作るカットです。ワイヤーを固定したり、アセンブリのストップやガイドとして機能する。
ブリッジの特徴も似ているが、2本の平行なカットを持つ隆起した部分が作られる。これらの橋は、しばしば支点として、あるいはケーブルの配線に使われる。
ランスを設計する際は、切り口の周囲に十分な金属を残すこと。タブは、使用中に曲がったり折れたりしないよう、十分な幅が必要です。また、歪みのリスクを軽減するため、ランスをエッジや屈曲部に近づけすぎないようにしてください。
ブリッジの場合は、カットが平行でエッジが丸みを帯びていることを確認する。鋭利な角はストレス・ポイントになり、断裂の原因となるため避けてください。ブリッジの下には、ワイヤーやファスナーを簡単に挿入できるよう、十分なクリアランスを設けてください。