La produzione di metallo deve far fronte a una crescente domanda di pezzi complessi realizzati con materiali difficili da lavorare. I metodi di taglio tradizionali spesso causano usura degli utensili, danni termici e imperfezioni superficiali. La lavorazione elettrochimica si presenta come una soluzione innovativa che trasforma il modo di modellare i metalli a livello molecolare.
Volete scoprire come l'ECM può rivoluzionare il vostro processo produttivo? Esploriamo l'affascinante mondo della lavorazione elettrochimica e le sue applicazioni industriali.
Che cos'è la lavorazione elettrochimica?
La lavorazione elettrochimica (ECM) rappresenta un processo di produzione avanzato e non convenzionale che rimuove il metallo attraverso una dissoluzione elettrochimica controllata. Il metodo funziona come la galvanoplastica al contrario, utilizzando la corrente elettrica per dissolvere e rimuovere il materiale da un pezzo.
Durante il funzionamento, un utensile con carica negativa (catodo) si muove verso un pezzo caricato positivamente (anodo) mentre un elettrolita pressurizzato scorre tra di loro. Quando la corrente elettrica passa attraverso questo spazio, scioglie con precisione il metallo dalla superficie del pezzo, consentendo all'utensile di modellare il materiale nelle forme desiderate.
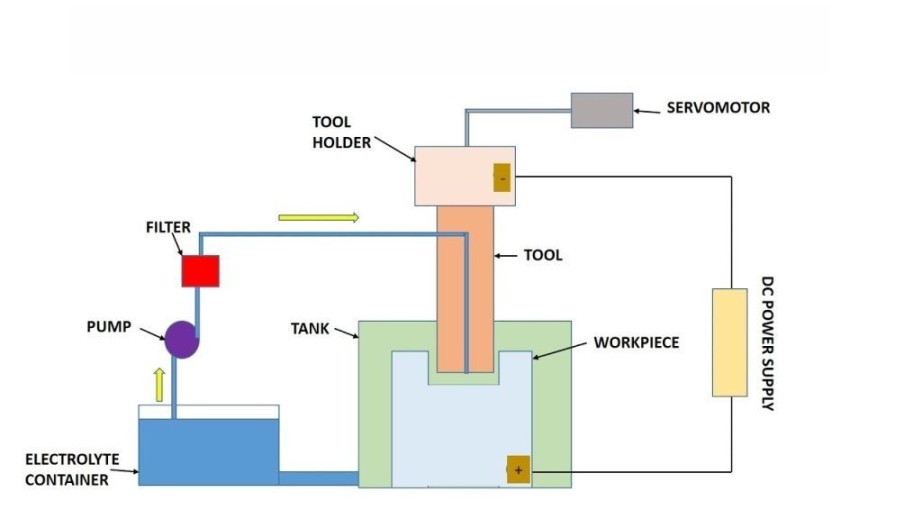
Come funziona la lavorazione elettrochimica?
Il processo di lavorazione elettrochimica funziona attraverso precise interazioni elettriche e chimiche. Una tensione continua di 10-25 volt crea una dissoluzione controllata del metallo tra un utensile e un pezzo immerso in un elettrolita.
Il meccanismo centrale
Un utensile caricato negativamente (catodo) avanza verso un pezzo caricato positivamente (anodo) con uno spazio di 80-800 micrometri tra i due. L'elettrolita pressurizzato scorre attraverso questo spazio, trasportando gli ioni metallici disciolti mentre l'utensile modella la superficie del pezzo.
Spiegazione del processo elettrolitico
Il processo si basa sui principi dell'elettrolisi, dove la corrente elettrica che passa attraverso una soluzione salina conduttiva innesca una rimozione controllata del metallo. Il materiale del pezzo si dissolve a livello atomico mentre gli elettroni passano dall'anodo al catodo.
Componenti essenziali dell'ECM
Il sistema di lavorazione elettrochimica si basa su tre elementi fondamentali che lavorano in armonia. Ogni componente è vitale per ottenere una precisa rimozione del materiale e finiture superficiali superiori.
L'elettrodo dello strumento
L'elettrodo dell'utensile funge da catodo, collegato al terminale negativo dell'alimentazione. Richiede:
- Eccellente conducibilità elettrica
- Elevata rigidità per resistere alla pressione dei fluidi
- Inerzia chimica all'esposizione agli elettroliti
- Facile lavorabilità per la sagomatura
La forma dell'utensile si adatta inversamente alla geometria del pezzo desiderato, rendendolo ideale per la produzione in serie. Poiché non c'è contatto diretto con il pezzo, l'utensile non subisce alcuna usura, consentendo una lunga durata.
Caratteristiche del pezzo
Il pezzo in lavorazione funge da anodo nel processo ECM e deve soddisfare criteri specifici:
- La conducibilità elettrica è essenziale
- Il tasso di rimozione del materiale dipende dal peso atomico e dalla valenza
- Richiede un isolamento adeguato per evitare perdite di corrente
Il processo funziona efficacemente su metalli difficili da lavorare, tra cui:
- Leghe a base di ferro
- Superleghe a base di nichel
- Alluminuri di titanio
- Leghe ad alta entropia
Il ruolo degli elettroliti
La soluzione elettrolitica svolge molteplici funzioni critiche:
- Conduce l'elettricità tra utensile e pezzo
- Rimuove il metallo disciolto e i detriti
- Controlla la temperatura di processo
- Mantiene stabili le condizioni di lavorazione
Le scelte elettrolitiche più comuni includono:
- Cloruro di sodio (concentrazione 20%) per leghe ferrose
- Acido cloridrico per leghe di nichel
Le proprietà fondamentali degli elettroliti devono includere:
- Elevata conducibilità elettrica
- Bassa viscosità
- Tossicità minima
- Stabilità elettrochimica
Tipi di processi di lavorazione elettrochimica
La tecnologia ECM si articola in diverse tecniche specializzate. Ogni metodo adatta i principi elettrochimici di base per rispondere a specifiche sfide produttive e requisiti di finitura superficiale.
Perforazione elettrochimica
La foratura ECM crea fori precisi nei metalli tenaci utilizzando un utensile catodico tubolare. L'utensile convoglia gli elettroliti direttamente nella zona di taglio, dissolvendo il materiale in modo controllato.
Questo metodo consente di ottenere una notevole precisione con fori di diametro compreso tra 0,1 mm e 5 mm. Anche nei fori profondi, il processo mantiene una perfetta rettilineità, rendendolo ideale per i componenti aerospaziali e automobilistici.
Sbavatura elettrochimica
L'ECD affronta la sfida della rimozione di spigoli e bave attraverso una precisa dissoluzione del metallo. Il processo opera a bassa tensione ma ad alta densità di corrente, creando bordi lisci e uniformi.
Questa tecnica si rivela particolarmente preziosa per passaggi interni complessi e intersezioni difficili da raggiungere. Fori trasversali e porte che sfidano le tradizionali metodi di sbavatura diventano semplici da elaborare con l'ECD.
Lucidatura elettrochimica
Questo sofisticato metodo di finitura crea superfici a specchio dissolvendo selettivamente picchi microscopici dalla superficie del metallo. Il processo genera una finitura liscia, formando al contempo uno strato di ossido passivo protettivo.
La qualità della superficie migliora notevolmente perché il trattamento riduce la rugosità a livello molecolare. La finitura risultante resiste alla corrosione meglio di lucidato meccanicamente superfici e impedisce l'adesione dei batteri.
Vantaggi dell'ECM
La lavorazione elettrochimica è un metodo di produzione superiore perché combina precisione e versatilità. Esaminiamo i suoi principali vantaggi in diverse aree critiche.
Precisione e accuratezza
ECM offre un'eccezionale precisione dimensionale grazie alla dissoluzione elettrochimica controllata. Il processo mantiene tolleranze strette, fino a 5 micron, pur creando forme complesse e caratteristiche intricate.
Produzione senza stress
A differenza dei metodi di lavorazione tradizionali, l'ECM non produce stress meccanico o termico sui pezzi. L'assenza di contatto fisico tra l'utensile e il pezzo elimina le tensioni residue, le deformazioni e l'usura degli utensili.
Applicabilità a materiali duri ed esotici
ECM eccelle nella lavorazione di materiali difficili da tagliare, indipendentemente dalla loro durezza o tenacità. Il processo modella efficacemente:
- Superleghe come Inconel e Waspaloy
- Alluminuri di titanio
- Leghe ad alto tenore di nichel e cobalto
- Acciai temprati
- Leghe di renio
Finiture superficiali di alta qualità
ECM produce una qualità superficiale eccezionale senza ulteriori operazioni di finitura. Il processo consente di ottenere:
- Finiture superficiali a specchio fino a Ra 0,05
- Bordi senza bave
- Qualità della superficie costante su geometrie complesse
- Maggiore resistenza alla corrosione grazie alla formazione di uno strato passivo
Limiti dell'ECM
Sebbene la lavorazione elettrochimica offra vantaggi unici, presenta diverse limitazioni significative che i produttori devono prendere in considerazione prima dell'implementazione.
Vincoli materiali
L'ECM può trattare solo materiali elettricamente conduttivi, limitando in modo significativo il suo campo di applicazione. Il processo si basa interamente sulla dissoluzione elettrochimica, rendendolo inadatto a materiali non conduttivi come plastiche, ceramiche o compositi.
Preoccupazioni ambientali
Il processo ECM genera rifiuti consistenti sotto forma di idrossidi metallici e soluzioni elettrolitiche usate. Per ridurre al minimo l'impatto ambientale, questi sottoprodotti richiedono un'attenta gestione e procedure di smaltimento adeguate.
Applicazioni della lavorazione elettrochimica
La tecnologia ECM serve diversi settori industriali grazie alla sua capacità di lavorare geometrie complesse in materiali difficili da lavorare. Esaminiamo le sue applicazioni critiche in settori significativi.
Industria aerospaziale
Il settore aerospaziale utilizza ampiamente l'ECM per produrre componenti critici che richiedono una precisione eccezionale. Il processo eccelle nella creazione di pezzi complessi da superleghe e materiali ad alta resistenza, in particolare:
- Pale di turbina e blisks
- Fusioni di motori
- Componenti del sistema di alimentazione
- Elementi strutturali
Produzione di dispositivi medici
Le capacità di precisione e di finitura superficiale superiore di ECM nella produzione medica si rivelano preziose. Il processo crea:
- Strumenti chirurgici
- Impianti medici, compresi gli stent
- Dispositivi ortopedici
- Componenti della pinzatrice chirurgica
Componenti automobilistici
L'industria automobilistica sfrutta l'ECM per la produzione di pezzi di precisione che richiedono un'elevata qualità superficiale e durata:
- Iniettori del carburante
- Componenti del sistema frenante
- Ingranaggi e valvole
- Componenti del motore
Microelettronica e nanotecnologia
Il controllo di precisione dell'ECM lo rende adatto ad applicazioni su microscala:
- Connettori
- Microchip
- Componenti elettronici
- Microutensili

Confronto tra ECM e altri metodi di produzione
I metodi di produzione hanno ciascuno caratteristiche distinte che li rendono adatti a diverse applicazioni. Esaminiamo come l'ECM si confronta con le altre tecniche più diffuse.
ECM vs. Lavorazione tradizionale
I metodi tradizionali si basano su utensili da taglio fisici che entrano in contatto con il pezzo, causando usura e stress meccanico. Questi strumenti devono essere aiutati con materiali più rigidi e devono affrontare limiti geometrici nella creazione di forme complesse.
L'ECM, invece, utilizza la dissoluzione elettrochimica senza contatto fisico. Questo approccio elimina l'usura degli utensili e non produce sollecitazioni meccaniche nel pezzo. Il processo mantiene prestazioni costanti indipendentemente dalla durezza del materiale ed eccelle nella creazione di geometrie 3D complesse.
ECM vs. Lavorazione a scarica elettrica (EDM)
L'elettroerosione utilizza scintille elettriche per erodere il materiale, creando zone colpite dal calore e potenziali microfratture nel pezzo. Il processo offre un'eccellente precisione per gli elementi fini, ma elabora il materiale in modo relativamente lento.
L'ECM dissolve il materiale attraverso reazioni elettrochimiche, senza generare danni termici. Tuttavia, l'elettroerosione si rivela più pratica per la creazione di caratteristiche eccellenti e opera senza gestione dei rifiuti chimici.
ECM vs. Taglio laser
Taglio laser offre una lavorazione rapida di materiali sottili ed eccelle nella creazione di forme 2D precise. Il processo funziona con metalli e non metalli, ma incontra dei limiti con materiali spessi e superfici riflettenti.
ECM è specializzato nella creazione di geometrie 3D complesse e gestisce con facilità materiali spessi. Pur essendo limitato ai metalli conduttivi, produce finiture superficiali superiori senza effetti termici.
Conclusione
La lavorazione elettrochimica rappresenta una tecnologia di trasformazione nella produzione moderna. La sua capacità unica di modellare i metalli duri senza stress termico o meccanico la distingue dai metodi convenzionali. L'ECM offre una soluzione comprovata per i produttori che devono affrontare sfide con materiali duri o geometrie complesse.
Siete pronti a migliorare la vostra precisione di produzione? Se avete a che fare con geometrie complesse, materiali difficili da lavorare o requisiti di finitura superficiale esigenti, la nostra esperienza ECM può aiutarvi a risolvere le vostre sfide produttive più difficili.
Contattaci per discutere delle vostre esigenze specifiche e scoprire la soluzione ECM perfetta per la vostra applicazione. I nostri esperti vi aiuteranno a determinare se l'ECM è adatto alle vostre esigenze di produzione.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Acciaio inossidabile resistente alle impronte digitali: come funziona e come sceglierlo

OEM e produzione a contratto: Come scegliere il modello giusto per il vostro progetto

Costo di allestimento e costo unitario nella produzione di lamiere
