Siete alla ricerca di un metodo di produzione che produca parti metalliche robuste e di alta qualità con dettagli precisi e una superficie liscia? La pressofusione per gravità potrebbe essere la soluzione. Questa tecnica utilizza la gravità per versare il metallo fuso in uno stampo, creando pezzi ampiamente utilizzati nel settore automobilistico, aerospaziale e in altri settori.
Questo metodo potrebbe essere un'ottima opzione se avete bisogno di parti metalliche durevoli e consistenti. Esaminiamo come funziona e dove viene utilizzato.
")
Che cos'è la pressofusione a gravità?
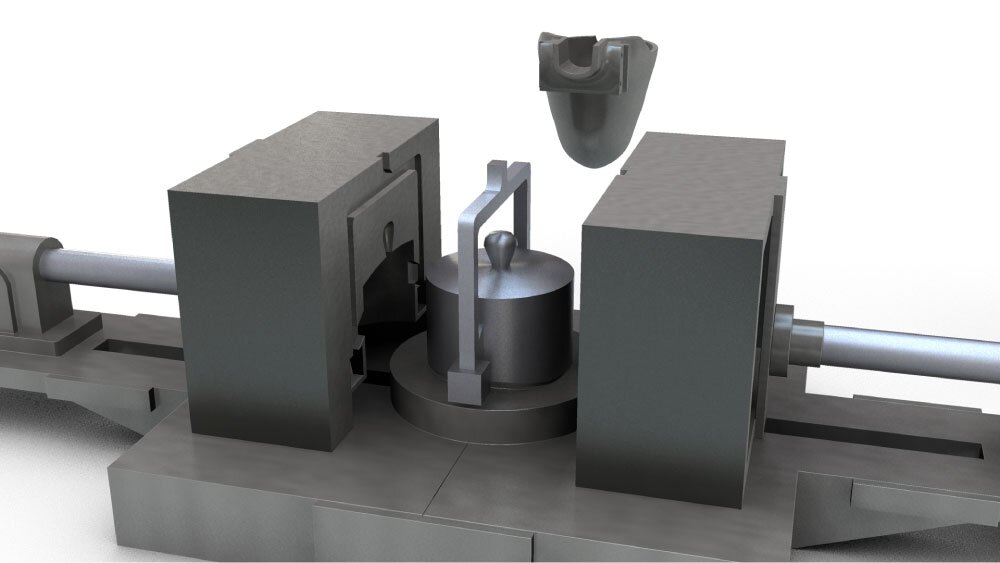
La pressofusione per gravità è un processo di fusione del metallo in cui il metallo fuso viene versato in uno stampo riutilizzabile utilizzando la forza di gravità. A differenza di alcuni metodi a pressione esterna, questo processo si basa esclusivamente sulla gravità per riempire lo stampo. Il risultato sono pezzi con pochi difetti ed elevata precisione.
Il processo inizia riscaldando il metallo fino a farlo diventare fuso. Una volta raggiunta la temperatura corretta, il metallo fuso viene versato in uno stampo. Lo stampo viene preriscaldato per evitare shock termici e garantire un riempimento uniforme della cavità. La gravità trascina il metallo fuso nello stampo, che si raffredda e si indurisce.
Come funziona la pressofusione a gravità? Passo dopo passo
La pressofusione per gravità è un processo semplice che prevede diverse fasi per garantire precisione e qualità. Ecco come funziona:
Fase 1: preparazione dello stampo
Il primo passo è la preparazione dello stampo. Prima di utilizzare lo stampo, questo viene preriscaldato per evitare shock termici e per aiutare il metallo a scorrere più agevolmente.
Fase 2: fondere il metallo
Successivamente, il metallo viene riscaldato in un forno finché non diventa fuso. La temperatura varia a seconda del metallo.
Fase 3: Versare il metallo fuso nello stampo
Una volta fuso, il metallo viene versato nello stampo per gravità. Lo stampo viene tenuto inclinato o in piano per consentire al metallo fuso di fluire in ogni cavità.
Fase 4: lasciar raffreddare e solidificare il metallo
Una volta riempito lo stampo, il metallo fuso inizia a raffreddarsi. Raffreddandosi, si solidifica e prende la forma dello stampo.
Fase 5: rimozione della parte dallo stampo
Dopo che il metallo si è raffreddato e solidificato, lo stampo viene aperto per rivelare il pezzo finito. Gli stampi per la pressofusione a gravità sono progettati per essere facilmente aperti per rimuovere il pezzo fuso senza danni.
Considerazioni chiave nella pressofusione a gravità
Quando si lavora con la pressofusione a gravità, è necessario considerare diversi fattori importanti per garantire la produzione di pezzi di alta qualità. Questi fattori possono influenzare l'efficienza, la durata e la precisione del prodotto finale.
Proprietà dei materiali e criteri di selezione
La scelta del materiale giusto è fondamentale nella pressofusione per gravità. Il materiale influisce sulla resistenza, sulle prestazioni e sulla durata dei pezzi fusi. I materiali più comuni sono le leghe di alluminio, zinco e ottone, che offrono vantaggi diversi per le varie applicazioni.
- Alluminio è leggero, resistente alla corrosione e forte. Viene spesso utilizzato per componenti automobilistici e aerospaziali.
- Zinco ha un'eccellente colabilità, un basso punto di fusione e una buona resistenza. È comunemente utilizzato per i componenti elettrici.
- Ottone è resistente e facile da lavorare, ed è ideale per i pezzi decorativi.
Durata e manutenzione dello stampo
La durata degli stampi è un altro fattore chiave nella pressofusione per gravità. A causa delle alte temperature e dell'uso ripetuto, gli stampi possono usurarsi nel tempo, compromettendo la qualità e l'efficienza del processo.
- Progettazione di stampi: Uno stampo ben progettato dura più a lungo riducendo l'usura.
- Ispezione e manutenzione regolari: Controlli regolari per verificare la presenza di cricche, erosioni o danni aiutano a prevenire i difetti nei pezzi fusi.
- Ricondizionamento: Alcuni stampi possono essere ricondizionati, risparmiando sui costi e mantenendo la coerenza.
Controllo di processo e garanzia di qualità
La pressofusione a gravità richiede un attento controllo del processo e una garanzia di qualità per assicurare pezzi di alta qualità.
- Controllo della temperatura: Il monitoraggio della temperatura del metallo fuso è fondamentale. Una temperatura troppo alta o troppo bassa può causare difetti come aree deboli o porosità.
- Flusso di metallo: Il metallo fuso deve fluire uniformemente nello stampo per evitare sacche d'aria o riempimenti incompleti.
- Velocità di raffreddamento: La velocità di raffreddamento deve essere controllata per evitare problemi come deformazioni o crepe, assicurando che i pezzi mantengano la loro integrità.
Vantaggi della pressofusione a gravità
La pressofusione per gravità è molto efficace per produrre parti metalliche durevoli e precise. Esploriamo in dettaglio i principali vantaggi.
Alta precisione
La pressofusione a gravità è nota per la produzione di pezzi con tolleranze strette e alta precisione. L'utilizzo di uno stampo riutilizzabile e il versamento controllato del metallo fuso garantiscono la precisione del pezzo finale.
Forza e durata
I pezzi realizzati con la pressofusione per gravità sono robusti e durevoli. Materiali come l'alluminio e le leghe di zinco vengono scelti per le loro proprietà che migliorano le prestazioni meccaniche dei pezzi.
Costo-efficacia
Gli stampi sono durevoli e riutilizzabili, riducendo il costo per pezzo nel tempo. Il processo non richiede costosi sistemi ad alta pressione o configurazioni complesse, rendendolo più economico rispetto ad altri metodi di fusione.
Eccellente finitura superficiale
La pressofusione per gravità produce pezzi con una finitura superficiale liscia. Il processo consente di ottenere pezzi con pochi difetti e superfici pulite, che spesso richiedono una minore lavorazione successiva.
Porosità ridotta
La porosità, o sacche d'aria nel materiale, è un problema comune nella fusione dei metalli. La pressofusione per gravità, grazie al suo processo di riempimento controllato, aiuta a ridurre la porosità.

Sfide e limiti
Sebbene la pressofusione per gravità offra molti vantaggi, presenta sfide e limitazioni specifiche. La comprensione di questi problemi aiuta i produttori a ridurre i rischi e a migliorare il processo di colata.
Difetti di colata nella pressofusione a gravità
Nonostante l'elevata precisione, la pressofusione per gravità può presentare difetti di fusione. Questi difetti possono influire sulla resistenza e sulla qualità dei pezzi finali, causando ritardi nella produzione o ulteriori rilavorazioni.
Difetti comuni: Porosità, restringimento e fessurazione
- Porosità: All'interno del pezzo fuso possono formarsi piccole sacche d'aria o vuoti che riducono la resistenza. Ciò si verifica spesso quando il metallo fuso non riempie lo stampo o si raffredda troppo rapidamente.
- Restringimento: Quando il metallo si raffredda, può subire una contrazione, con conseguente riduzione della densità e della resistenza. Il ritiro può compromettere l'integrità strutturale del pezzo e causare una cattiva finitura superficiale.
- Cracking: Le cricche possono verificarsi durante la fase di raffreddamento, spesso a causa di un raffreddamento rapido o di una progettazione errata dello stampo. Ciò influisce sulla durata del pezzo e può causare difetti costosi.
Soluzioni per ridurre al minimo i difetti di fusione
Per ridurre questi difetti, i produttori possono:
- Controllare la temperatura del metallo fuso per evitare il raffreddamento rapido e il ritiro.
- Ottimizzare il design dello stampo per migliorare il flusso del metallo ed evitare l'intrappolamento dell'aria.
- Tecniche avanzate di controllo della qualità, come i test a raggi X o a ultrasuoni, individuano e correggono i difetti nelle prime fasi del processo.
Complessità nella progettazione degli stampi
La progettazione degli stampi svolge un ruolo cruciale nel successo della pressofusione per gravità. Sebbene il processo sia relativamente semplice, la creazione di stampi in grado di resistere all'uso ripetuto e di fornire risultati costanti può essere impegnativa.
Fattori che influenzano le scelte di progettazione degli stampi
- Selezione del materiale: Gli stampi devono essere realizzati con materiali resistenti come l'acciaio o la ghisa, in grado di sopportare le alte temperature e l'esposizione ripetuta al metallo fuso.
- Dissipazione del calore: Lo stampo deve essere progettato per un raffreddamento controllato, in modo da evitare difetti come deformazioni o crepe.
- Complessità della forma: Le geometrie più complesse dei pezzi possono aumentare la difficoltà di progettazione dello stampo, richiedendo tecniche specializzate per garantire un riempimento completo e un raffreddamento adeguato.
Limitazioni sulle dimensioni e sullo spessore dei pezzi
La pressofusione per gravità non è ideale per pezzi molto grandi o estremamente spessi. Il processo è più adatto a pezzi di medie dimensioni con spessori di parete compresi in un intervallo specifico.
- Dimensione del pezzo: La fusione di pezzi di grandi dimensioni può essere complessa a causa dei limiti delle dimensioni dello stampo e della capacità di garantire un raffreddamento costante.
- Spessore della parete: I pezzi estremamente spessi possono subire un raffreddamento e un ritiro non uniformi, con conseguenti difetti. I pezzi a parete sottile sono più facili da produrre, ma richiedono un attento controllo del flusso di metallo e del raffreddamento per evitare problemi come la porosità.
Applicazioni della pressofusione a gravità
La pressofusione a gravità è utilizzata in molti settori industriali perché produce pezzi di alta qualità e durata. La versatilità di questo metodo lo rende adatto a vari settori in cui sono richieste precisione e resistenza.
Industria automobilistica
Nell'industria automobilistica, la pressofusione per gravità permette di realizzare parti come blocchi motore, scatole di trasmissione e componenti del telaio. È preferito per la produzione di componenti leggeri e ad alta resistenza che migliorano l'efficienza del carburante e le prestazioni.
Industria aerospaziale e della difesa
Le industrie aerospaziali e della difesa dipendono dalla pressofusione per gravità per la produzione di componenti che resistono a sollecitazioni elevate e condizioni difficili. Componenti come alloggiamenti, parti strutturali e parti di motori sono spesso realizzati con questo metodo.
Attrezzature e macchinari industriali
Questo metodo produce componenti comuni come pompe, ingranaggi, alloggiamenti e valvole. La resistenza e la durata dei componenti li rendono ideali per applicazioni pesanti, dove le apparecchiature devono funzionare in condizioni difficili.
Prodotti di consumo
Nell'industria dei prodotti di consumo, la pressofusione per gravità crea articoli che richiedono prestazioni funzionali e un bell'aspetto. Questo metodo viene spesso utilizzato per realizzare pezzi come involucri elettronici, pezzi decorativi ed elettrodomestici da cucina.
Qual è la differenza tra la pressofusione e la fusione a gravità?
Pressofusione e la colata per gravità sono entrambi metodi per la produzione di parti metalliche, ma hanno processi e applicazioni diversi. La comprensione di queste differenze può aiutarvi a scegliere il metodo più adatto alle vostre esigenze di produzione.
Processi
Nella pressofusione, il metallo fuso viene iniettato in uno stampo ad alta pressione. Una pressa meccanica o idraulica forza il metallo fuso nello stampo in modo rapido. L'alta pressione garantisce il riempimento dello stampo, consentendo di ottenere un'elevata precisione e dettagli accurati.
Nella colata per gravità, il metallo fuso viene versato in uno stampo utilizzando la forza di gravità. Non vi è alcuna pressione esterna. Il metallo fluisce naturalmente nella cavità dello stampo mentre si raffredda e si solidifica. Questo processo è più lento e dipende dal peso del metallo fuso per riempire lo stampo.
Precisione e complessità
La pressofusione offre un'elevata precisione e può produrre pezzi complessi e intricati con un'eccellente ripetibilità. L'alta pressione garantisce tolleranze strette e finiture superficiali uniformi.
La fusione per gravità è generalmente meno precisa e può non produrre lo stesso livello di dettaglio. Sebbene sia in grado di creare forme complesse, i pezzi possono richiedere un ulteriore lavoro di finitura per ottenere la qualità desiderata.
Velocità
La pressofusione è più veloce della colata per gravità grazie all'iniezione ad alta pressione. Questo porta a tassi di produzione più rapidi, rendendola ideale per la produzione di grandi volumi.
La colata per gravità è più lenta poiché il metallo riempie lo stampo per gravità e il processo dipende maggiormente dal tempo di raffreddamento.
Dimensioni e spessore del pezzo
La pressofusione funziona meglio per i pezzi di piccole e medie dimensioni con pareti sottili. L'alta pressione consente la fusione precisa di forme dettagliate, ma potrebbe non essere adatta per pezzi più grandi o più spessi.
La colata a gravità è migliore per i pezzi più grandi e spessi. Funziona bene per i componenti che necessitano di una massa maggiore, poiché il metallo ha più tempo per depositarsi e riempire lo stampo.
Conclusione
La pressofusione per gravità è un metodo flessibile ed economico per produrre pezzi di alta qualità e di lunga durata. L'utilizzo della forza di gravità per riempire lo stampo garantisce precisione e minimizza i difetti. Il processo crea pezzi robusti e affidabili che soddisfano standard rigorosi, con finiture superficiali eccellenti e porosità ridotta.
La pressofusione a gravità potrebbe essere la scelta giusta se avete bisogno di una soluzione affidabile per le vostre esigenze di produzione. Contattaci per scoprire come la pressofusione a gravità può migliorare il vostro processo produttivo.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Texturizzazione laser dei metalli: preparazione, progettazione orientata alla produzione (DFM) e controllo dei costi

Acciaio elettrozincato: guida alla lavorazione e alla scelta

Punzonatura e taglio laser: Costi, velocità e compromessi DFM
