Dans l'industrie moderne, l'aluminium est apprécié pour son rapport poids/résistance élevé. Cependant, pour un fabricant, c'est un métal "capricieux". Contrairement à l'acier doux, qui est relativement tolérant, l'aluminium a une structure cristalline unique qui le rend sujet à l'écaillage, à l'égrenage et à des fractures catastrophiques s'il est utilisé de manière incorrecte.
Pour obtenir un pliage parfait, il faut équilibrer trois variables techniques : la trempe de l'alliage, le rayon de courbure interne et le sens du grain. Ce guide fournit les données pratiques et la logique physique nécessaires pour éliminer les rebuts, réduire les coûts de production et garantir l'intégrité structurelle.

Comprendre les alliages d'aluminium et leur aptitude au pliage
Dans la fabrication du cintrage de l'aluminium, la série d'alliages définit la chimie, mais c'est la trempe (l'état de dureté) qui dicte si la pièce survivra à la presse-plieuse.
5052 vs 6061 : équilibre entre résistance et formabilité
- 5052-H32 (norme industrielle) : Cet aluminium allié au magnésium est l'étalon-or pour le pliage des tôles. La trempe H32 (durcie et stabilisée) offre une excellente ductilité. Il se fissure rarement dans les rayons standard et est idéal pour les boîtiers et les supports électroniques complexes.
- 6061-T6 (Le défi structurel) : Le matériau 6061 est très recherché pour sa résistance structurelle, mais à l'état T6, il est fragile. Toute tentative de pliage à rayon serré sur du 6061-T6 entraîne souvent une rupture immédiate. Il faut un rayon de 3 à 6 fois son épaisseur ou un traitement thermique spécialisé.
Compromis en matière d'ingénierie
- -O (recuit) : C'est l'état le plus mou, le plus facile à plier, mais il manque de rigidité structurelle.
- -T4 contre -T6 : Si votre conception exige une résistance élevée mais que la trempe T6 entraîne des taux de rebut élevés, envisagez de spécifier le 6061-T4. Il est nettement plus facile à former que le T6 et se durcit naturellement avec le temps, ou peut être artificiellement vieilli jusqu'au T6 après pliage pour retrouver sa pleine résistance.
Conseil de pro : La compréhension du rapport d'essai de l'usine (MTR) est essentielle pour l'approvisionnement. L'aluminium se durcit naturellement avec le temps ; un matériau qui est resté dans un entrepôt pendant des mois présentera une limite d'élasticité plus élevée et des résultats plus imprévisibles. dos d'âne que le bouillon frais.
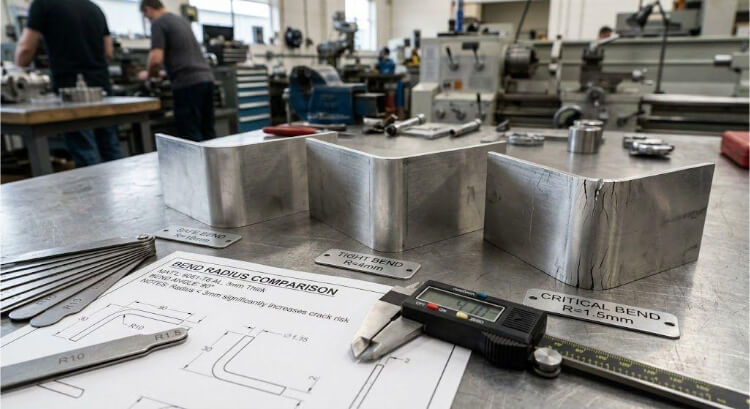
Rayon de courbure minimal : La physique de la prévention des défaillances
L'erreur la plus fréquente dans la conception d'aluminium est de spécifier un rayon interne trop aigu. Lorsque l'aluminium est plié, la surface extérieure est soumise à une tension extrême. Si le rayon est trop petit, les grains de métal se séparent, ce qui entraîne une défaillance structurelle.
"Fissures en peau d'orange et fissures structurelles
Avant que l'aluminium ne se rompe, la surface présente souvent un aspect texturé et rugueux appelé "peau d'orange".
- La norme de qualité : Si la "fissuration" (légère texturation de la surface) est courante dans les alliages plus durs, elle devient une défaillance si un ongle peut s'accrocher dans la fissure. Dans les applications aérospatiales ou médicales, la peau d'orange est un défaut rejeté parce qu'elle crée des concentrateurs de contraintes où des fissures de fatigue s'amorcent sous l'effet des vibrations opérationnelles.
Référence technique : Guide du rayon interne minimal (r)
Pour garantir un pliage réussi sans micro-fractures, utilisez le rapport R/t (rayon/épaisseur) :
| Epaisseur du matériau (t) | 5052-H32 Rayon minimal | 6061-T6 Rayon minimal |
|---|---|---|
| 1,0 mm | 1,0 mm | 3,0 mm |
| 2,0 mm | 2,5 mm | 6,0 mm |
| 3,0 mm | 4,0 mm | 10,0 mm |
| 6,0 mm | 9,0 mm | 25,0 mm |
La physique des courbes "pointues
Ne jamais concevoir un angle interne "vif" pour l'aluminium. Un poinçon acéré agit comme un coin, provoquant une micro-déchirure à l'apex de la courbure. Spécifiez toujours le plus grand rayon que votre assemblage permet. Un rayon plus grand améliore non seulement l'intégrité structurelle, mais rend également le retour élastique plus prévisible, ce qui se traduit par une plus grande cohérence dimensionnelle et des coûts d'installation plus faibles.
Le rôle de la direction du grain dans le pliage de l'aluminium
Dans la fabrication de tôles, l'aluminium n'est pas un matériau isotrope (c'est-à-dire qu'il ne se comporte pas de la même manière dans toutes les directions). Au cours du processus de laminage, le métal est soumis à une pression énorme qui allonge sa structure cristalline interne dans le sens du laminage. Ignorer ce "sens du grain" pendant la phase d'imbrication de la CAO est l'une des principales causes de fissures imprévisibles.
La physique des joints de grains
Pensez à la structure du grain de l'aluminium comme au grain d'un morceau de bois.
- Pliage dans le sens du grain (longitudinal) : Si vous alignez votre ligne de pliage parallèlement à la direction du laminage, vous pliez le long des limites de ces cristaux allongés. La contrainte de traction force les grains à s'écarter, agissant presque comme une ligne de déchirure perforée. Cela augmente considérablement la probabilité d'un écaillage orange sévère ou d'une fracture complète, en particulier dans les tempéraments les plus durs.
- Pliage en travers du grain (transversal) : En orientant la ligne de pliage perpendiculairement au grain, la contrainte de pliage est répartie sur les longues fibres du métal plutôt qu'entre elles. Il s'agit de l'orientation la plus solide possible, qui permet d'obtenir des rayons plus serrés sans compromettre la pièce.
Le compromis à 45 degrés pour les agencements complexes
Les ingénieurs sont souvent confrontés à un dilemme : que faire si une pièce (telle qu'un boîtier) doit être pliée dans plusieurs directions perpendiculaires ? Il n'est pas possible de plier en travers du grain pour chaque bride.
- La solution : Faites pivoter le motif plat de 45 degrés par rapport au grain de la feuille.
- L'économie : Si l'emboîtement des pièces à un angle de 45 degrés peut légèrement réduire le rendement de la matière première (le nombre de pièces qui tiennent sur une seule feuille), il élimine pratiquement le taux de rebut associé aux plis longitudinaux fissurés. Chez Shengen, notre équipe d'ingénieurs évalue chaque modèle plat afin d'équilibrer l'utilisation optimale des matériaux avec la fiabilité structurelle, garantissant que vous ne payez pas pour des pièces défectueuses.
Gestion du retour élastique et de la précision dimensionnelle
Il est facile d'obtenir un angle parfait de 90 degrés sur l'écran, mais sur la presse plieuse, il faut tenir compte de la mémoire élastique de l'aluminium. Lorsque la force de flexion est supprimée, le matériau tente de revenir à son état plat d'origine, un phénomène connu sous le nom de retour élastique.
La limite d'élasticité de l'aluminium
Le retour élastique se produit parce que seules les surfaces extérieures et intérieures du coude subissent une déformation plastique (permanente). Le cœur du matériau reste élastique et "tire" les brides vers l'arrière une fois que l'outil se soulève.
- L'aluminium ayant un module d'élasticité inférieur à celui de l'acier, il présente un retour élastique nettement plus important.
- Écart de température : Une pièce souple en 5052-H32 peut ne reculer que de 2 à 4 degrés. Une pièce rigide en 6061-T6 peut reculer de 10 degrés ou plus.
Stratégies de rémunération dans la production
Pour obtenir une précision dimensionnelle, les fabricants doivent intentionnellement surplier la pièce. Par exemple, la presse plieuse peut être programmée pour pousser une bride à 85 degrés afin qu'elle se détende exactement à 90 degrés.
- Cintrage à l'air : La méthode standard de l'industrie pour l'aluminium. La tôle n'entrant en contact qu'avec la pointe du poinçon et les deux épaulements de la matrice en V, l'opérateur (ou le système CNC) peut facilement ajuster la profondeur du poinçon pour compenser les variations du retour élastique sans modifier l'outillage physique.
- Le coût caché de l'incohérence : Le retour élastique fluctue en raison des légères variations de l'épaisseur et de la dureté du matériau d'un lot de broyage à l'autre. Le réglage constant de la presse plieuse pour obtenir l'angle correct réduit l'efficacité de la production et augmente les coûts d'installation. En maintenant une traçabilité stricte des lots de matériaux et en utilisant des presses plieuses CNC de pointe, Shengen verrouille le facteur K correct et les variables de retour élastique dès le début, ce qui garantit que la millième pièce est aussi précise que la première.
Considérations spéciales pour le cintrage de 6061-T6
L'aluminium est beaucoup plus mou que l'acier trempé utilisé dans les outils de presses plieuses. Cette différence physique entraîne deux risques majeurs pour la fabrication : l'endommagement de la surface et le redoutable effet de "grippage".
La physique des défaillances de la galvanisation et de l'anodisation
Lorsque de l'aluminium nu frotte contre une matrice en V en acier sous un tonnage élevé, la friction peut provoquer un "grippage" - un processus au cours duquel des particules microscopiques d'aluminium se cisaillent et se soudent à froid à l'outil en acier.
- La norme de qualité : Si l'outil n'est pas poli ou protégé, cette accumulation creusera des rayures profondes dans toutes les pièces suivantes. Bien qu'une rayure puisse sembler un problème esthétique mineur, il s'agit d'un défaut critique pour les pièces nécessitant des finitions secondaires. Au cours du processus d'anodisation, ces micro-rayures retiennent les solutions acides, qui s'écoulent ensuite et créent des traînées noires permanentes ou des défaillances localisées du revêtement.
- La solution et la rentabilité : Pour éviter cela, les fabricants utilisent des outils "No-Mar". La pose d'un film d'uréthane résistant sur le moule en V agit comme une barrière élastique, empêchant tout contact métal sur métal. Chez Shengen, nous utilisons des outils polis avec précision et des films de protection en uréthane pour toutes les pièces esthétiques en aluminium. Cela élimine le besoin d'un polissage manuel secondaire coûteux, ce qui réduit directement le coût par pièce.
Le dilemme du 6061-T6 : le recuit localisé
Lorsqu'une conception exige strictement l'utilisation de 6061-T6 pour l'intégrité structurelle, mais qu'il faut également respecter une rayon de courbure qui dépasse les limites du matériau, les fabricants doivent manipuler la physique du métal par un recuit localisé.
- Le processus : Les opérateurs utilisent un crayon spécialisé pour indiquer la température ou la "méthode de la suie" (application de suie d'acétylène et chauffage jusqu'à ce qu'elle brûle à environ 400°C). Cette méthode modifie temporairement la structure cristalline au niveau de la ligne de pliage, ce qui la rend très ductile.
- Le compromis de l'ingénierie : Si le chauffage localisé résout le problème de la flexion, il abaisse de façon permanente la température dans cette zone spécifique à un état "O" (recuit). Si ce pli est un point porteur dans votre assemblage, les ingénieurs doivent tenir compte de cette perte localisée de limite d'élasticité ou spécifier un processus de vieillissement artificiel après soudage pour restaurer les propriétés T6.
Conception pour la fabrication (DFM) Conseils pour le pliage de l'aluminium
Une pièce qui semble parfaite dans un environnement de CAO 3D peut facilement se transformer en un rebut coûteux dans l'atelier si les interférences géométriques sont ignorées. Lorsque l'aluminium se plie, le matériau situé à l'extérieur de l'axe neutre s'étire et s'écoule. Si les caractéristiques de votre conception sont trop proches de ce mouvement, elles se déformeront.
La règle des 2t pour le placement des trous
Le placement d'un trou ou d'une fente trop près d'une ligne de pliage est la principale cause de défaillance des assemblages. Lorsque le métal s'étire, le trou prend la forme d'un "œuf".
- La physique de l'échec : Si un trou se trouve dans la zone de déformation, la contrainte de flexion se concentre sur le bord du trou, ce qui entraîne une déformation irrégulière du matériau. Cela ne déforme pas seulement le trou, mais affaiblit l'ensemble de la courbure.
- La norme DFM : Le bord d'un trou doit toujours se trouver à une distance d'au moins deux fois l'épaisseur du matériau (2t) par rapport au début du rayon de courbure. Pour les composants aérospatiaux de haute précision, nous recommandons souvent une distance de 3t afin de garantir une stabilité dimensionnelle absolue et d'éviter le gonflement latéral du matériau.
Reliefs de courbure pour brides
Si vous pliez une bride au centre d'une pièce (plutôt que sur toute la largeur), les coins où commence le pliage se déchireront en raison de l'immense contrainte de cisaillement.
- La solution : Concevoir un relief de pliage - une petite encoche découpée dans le motif plat aux extrémités de la ligne de pliage. La largeur du relief doit être au moins égale à l'épaisseur du matériau et dépasser légèrement le rayon de courbure. Cela permet d'isoler les forces d'étirement et de plier le métal proprement.
L'économie de la normalisation
La standardisation des rayons de courbure sur un même projet ne permet pas seulement d'améliorer la qualité, mais aussi de réduire le temps de préparation. Si toutes les brides de votre châssis utilisent un rayon interne de 3 mm, l'opérateur de la presse plieuse n'a besoin de configurer qu'une seule combinaison poinçon-matrice. En réduisant le nombre de changements d'outils, vous réduisez considérablement les temps d'arrêt de la machine, ce qui se traduit par des délais d'exécution plus courts et des coûts de fabrication moins élevés.
Note finale de Shengen
Chez Shengen, nous combinons ces principes d'ingénierie avec plus d'une décennie d'expérience pratique en matière de prototypage rapide et de production de masse. Que vous ayez besoin d'aide pour sélectionner le bon alliage ou pour optimiser votre CAO pour la presse plieuse, notre équipe est là pour s'assurer que votre projet est livré dans les délais et dans les spécifications.
Des problèmes d'aluminium fissuré ou de retour élastique imprévisible ? > Ne laissez pas un mauvais pliage ruiner votre production. Chez Shengen, nos ingénieurs examinent chaque rayon, chaque direction de grain et chaque trempe d'alliage avant le premier passage sur la presse plieuse.
Téléchargez vos fichiers CAO dès aujourd'hui pour un examen DFM gratuit et obtenir un devis rapide dans les 24 heures. Construisons bien dès la première fois.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Acier inoxydable résistant aux empreintes digitales : comment fonctionne-t-il et comment le choisir ?

OEM ou fabrication en sous-traitance : Comment choisir le bon modèle pour votre projet

Coûts d'installation et coûts unitaires dans la fabrication de tôles
