Lorsque les concepteurs fixent un rayon de courbure trop serré, le métal peut se fissurer ou se tordre. Cela entraîne la défaillance des pièces et l'arrêt de la production. Un guide clair sur le rayon de courbure peut réduire ces risques. Il vous montre comment choisir le bon rayon en fonction du métal, de l'épaisseur et de la configuration de l'outil.
Les directives relatives au rayon de courbure de la tôle indiquent le plus petit rayon de courbure de la tôle que l'on peut plier en toute sécurité sans l'endommager. Ces règles varient en fonction du type et de l'épaisseur du matériau, ce qui permet d'éviter les fissures et les déformations. La connaissance de ces règles garantit la précision, la solidité et la fiabilité des pièces métalliques.
Ensuite, nous examinerons des tableaux détaillés et des exemples réels. Vous découvrirez des étapes claires pour éviter les défauts et réduire les reprises. Restez avec nous pour apprendre des astuces pratiques et précieuses.
Qu'est-ce que le rayon de courbure en Fabrication de tôles?
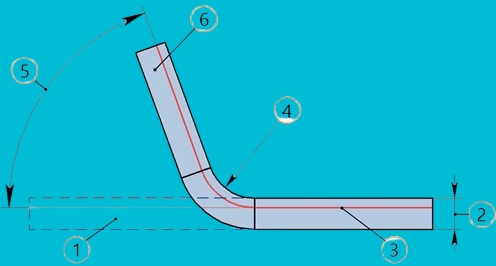
Le rayon de courbure est la distance entre le centre d'une courbure et la surface intérieure du métal. Il mesure le degré d'étroitesse ou de largeur du pli. Un petit rayon permet d'obtenir un pliage plus net. Un grand rayon donne un pli plus lisse. Cette valeur est basée sur l'intérieur du pli, et non sur le bord extérieur.
Dans le cas de la tôle, le rayon de courbure est généralement égal à l'épaisseur du métal. Mais cela peut changer en fonction du matériau et de l'application.
Pour éviter les fissures et les déformations lors du cintrage, il est important de respecter le rayon de courbure minimal. Il s'agit du plus petit rayon intérieur que vous pouvez appliquer à un matériau sans causer de dommages. Les matériaux, l'épaisseur et les angles de pliage ont une incidence sur cette limite. Les métaux plus durs ou plus épais ont besoin de rayons plus importants pour rester intacts.
Comment calculer le rayon de courbure minimal ?
L'utilisation d'un rayon de courbure correct permet d'éviter les fissures, les marques de contrainte et la défaillance des pièces. Un moyen rapide de le déterminer est de suivre quelques règles empiriques basées sur le type et l'épaisseur du matériau.
Comprendre la formule
Le rayon de courbure minimal dépend de l'épaisseur du métal et du type de métal que vous pliez. Une règle simple s'applique :
Rayon de courbure minimal = Épaisseur (T) × Facteur de matériau
Chaque matériau a un facteur différent. Les métaux tendres nécessitent des rayons de courbure plus petits. Les métaux plus durs ont besoin de rayons de courbure plus grands. Vous disposez ainsi d'un moyen rapide et facile d'éviter les problèmes de pliage.
Variables clés à prendre en compte
Trois éléments modifient le rayon de courbure à utiliser :
- Épaisseur (T) : Les feuilles plus épaisses ont besoin de plus d'espace pour se plier.
- Type de materiau: Les matériaux plus souples, comme l'aluminium, peuvent se plier plus facilement. Les matériaux plus durs, comme l'acier inoxydable, ont besoin de plus d'espace.
- Angle de pliage : Les angles plus aigus nécessitent généralement un rayon plus important pour ne pas se fissurer.
Plus la tôle est épaisse et dure, plus le rayon de courbure doit être important.
Utilisation des diagrammes de rayons de courbure minimaux
Pour gagner du temps, de nombreux ingénieurs et opérateurs de presses plieuses utilisent des tableaux de rayons de courbure. Ces tableaux indiquent les rayons recommandés en fonction du matériau et de l'épaisseur.
Voici un tableau de référence simplifié :
| Matériel | T = 1-6 mm | T = 6-12 mm | T = 12-25 mm |
|---|---|---|---|
| Aluminium | 1 × T | 1.5 × T | 2-3 × T |
| Acier | 0.8 × T | 1.2 × T | 1.5-2.5 × T |
| Acier inoxydable | 2 × T | 2.5 × T | 3-4 × T |
Ces valeurs vous aident à plier le métal en toute sécurité. Il suffit de déterminer le matériau et l'épaisseur, puis de multiplier pour obtenir le bon rayon intérieur.
Calculateur de rayon de courbure minimal
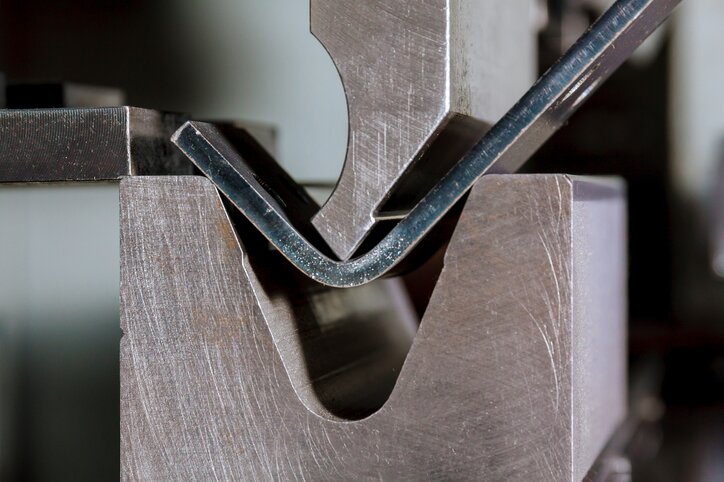
Impacts sur l'outillage et l'équipement
L'outillage joue un rôle direct dans le rayon de courbure final. Le choix des matrices et des poinçons influe sur la façon dont le métal se forme et sur la précision du pliage.
Comment l'ouverture de la matrice en V influence-t-elle le rayon de courbure? ?
La taille de l'ouverture de l'emporte-pièce en V détermine la façon dont le matériau se plie. Une ouverture en V plus grande crée un rayon intérieur plus important. Une ouverture plus petite permet un pliage plus serré.
En règle générale :
Ouverture de la matrice en V = 8 × l'épaisseur du matériau (pour le cintrage de l'air)
Si le V est trop petit, le matériau risque de se fissurer. S'il est trop grand, le pli risque de perdre sa définition et de provoquer un retour élastique.
Le rôle du rayon de la pointe du poinçon dans le pliage final
Le rayon de la pointe du poinçon permet de façonner l'intérieur du pli. Une petite pointe de poinçon donne une courbure plus nette. Une pointe de poinçon plus large crée une courbe plus douce.
Pour des résultats propres :
- Faire correspondre le rayon du poinçon au rayon de courbure intérieur souhaité.
- Pour les matériaux plus tendres, les pointes plus petites sont plus efficaces.
- Pour les matériaux plus durs, utilisez une pointe plus large afin d'éviter les fissures.
Air Bending vs. Bottoming vs. Coining : Effets sur le rayon
Les différentes méthodes de formage influencent les résultats du rayon de courbure.
- Cintrage à l'air : Le poinçon ne s'enfonce pas complètement dans la matrice. Le rayon dépend de la taille de l'outil en V et non du poinçon. Offre une certaine flexibilité mais moins de précision.
- Le fond de l'eau : Le poinçon touche presque le fond de la matrice. Le rayon de courbure est plus proche de la pointe du poinçon. Plus cohérent que le pliage à l'air.
- Monnaie : Le poinçon presse complètement le métal dans la matrice. Le rayon est égal à la pointe du poinçon. Donne le rayon de courbure le plus précis et le plus petit.
Le rayon de courbure dans la pratique de la conception
Une bonne conception commence par des règles de pliage pratiques. L'utilisation du bon rayon de courbure rend les pièces plus faciles à produire, plus résistantes et plus cohérentes.
Erreurs courantes dans la conception avec un rayon de courbure incorrect
Les erreurs de conception proviennent souvent de l'utilisation de rayons de courbure trop petits ou inadaptés au matériau. Cela entraîne des problèmes tels que :
- Fissures de coudes trop serrés
- Arêtes déformées ou des rides
- Trous ou caractéristiques mal alignés près du virage
- Augmenté retour au printemps qui modifie la forme finale
Une autre erreur fréquente consiste à ne pas tenir compte du relief de la courbure ou de l'espace nécessaire à l'étirement du matériau. Cela peut entraîner des déchirures ou des bombements.
Conseils pour la conception de pièces de tôlerie fonctionnelles et manufacturables
Pour éviter tout problème, suivez ces bonnes pratiques :
- Régler le rayon de courbure à au moins 1 × l'épaisseur du matériau (ou suivre le tableau spécifique au matériau).
- Les trous, les fentes et les découpes doivent être éloignés de la ligne de pliage (au moins 2 × l'épaisseur).
- Utiliser des directions de pliage cohérentes pour réduire la réorientation pendant le formage.
- Ajouter des reliefs de courbure aux angles lors du cintrage des brides afin d'éviter les déchirures.
- Tenez compte du sens du grain dans les métaux tels que l'aluminium ou l'acier inoxydable. Le pliage dans le sens du grain réduit les fissures.
De simples changements dans la conception peuvent rendre les pièces plus faciles et moins coûteuses à produire.
Normes et tolérances industrielles pour les rayons de courbure
Les normes permettent de garantir la qualité et la compatibilité. La plupart des magasins respectent les valeurs de :
- DIN 6935 ou ISO 2768 pour les tolérances générales
- ANSI Y14.5 pour la GD&T sur les dessins
- Fiches techniques des fournisseurs de matériaux pour les lignes directrices sur les rayons minimaux
La tolérance typique pour les rayons de courbure est d'environ ±0,25 mm pour les pièces de précision. Les pièces plus grandes ou les matériaux plus épais peuvent avoir des tolérances plus faibles. Vérifiez toujours avec le fabricant avant de finaliser le dessin.
Erreurs courantes concernant le rayon de courbure et comment les corriger
De petites erreurs de pliage peuvent entraîner de gros problèmes dans les pièces finales. De nombreux problèmes sont survenus parce que le rayon de courbure n'a pas été géré correctement. Voici comment éviter les problèmes les plus courants.
Ignorer la compensation du retour élastique
Le retour élastique se produit lorsque le métal tente de reprendre sa forme initiale après avoir été plié. Si vous ne le prévoyez pas, l'angle et le rayon peuvent être erronés.
Fixer : Ajustez l'angle de pliage dans la conception pour tenir compte du retour élastique. Utilisez les données sur les matériaux ou des essais de pliage pour trouver la bonne compensation. Les métaux plus durs comme l'acier inoxydable nécessitent plus d'ajustements que les métaux plus tendres comme l'aluminium.
Surestimation de la ductilité des matériaux
Certaines conceptions poussent les matériaux trop loin, en supposant qu'ils se plieront sans problème. Or, tous les métaux ne supportent pas les pliages serrés.
Fixer : Vérifier le tableau des rayons de courbure avant de définir la courbure. Si la conception exige un angle serré, il convient d'utiliser un matériau plus ductile ou d'augmenter le rayon. Ne jamais forcer un pliage serré sur un matériau dur ou épais.
Absence de prise en compte de l'empilement des tolérances dans les pièces à courbures multiples
Lorsqu'une pièce présente de nombreuses courbures, les petites erreurs s'additionnent. C'est ce qu'on appelle empilement de tolérances. Si elle n'est pas planifiée, la pièce finale risque de ne pas s'adapter ou de ne pas s'aligner.
Fixer : Ajouter une tolérance supplémentaire pour chaque coude dans les pièces à plusieurs coudes. Travaillez en étroite collaboration avec le fabricant pour définir des tolérances claires. Évitez de placer les trous trop près des coudes, où le métal peut se déplacer.
Sélection d'outils inadaptée
L'utilisation d'un poinçon ou d'une matrice de mauvaise taille entraîne une mauvaise qualité de pliage. Cela peut entraîner des rayons importants, des marques d'outil, voire des fissures.
Fixer : Adaptez le rayon de la pointe du poinçon et l'ouverture de la matrice au matériau et au rayon de courbure souhaité. S'assurer que l'outillage est adapté au type et à l'épaisseur du métal. Vérifier deux fois la configuration avant de plier des pièces en grande quantité.
Conclusion
Les directives relatives au rayon de pliage de la tôle permettent d'obtenir des pliages précis, solides et propres. Le bon rayon de pliage dépend du matériau, de l'épaisseur, de l'outillage et de la méthode de pliage. L'utilisation de valeurs correctes permet d'éviter les fissures, les déformations et les reprises. Les concepteurs et les ingénieurs doivent toujours consulter les tableaux des rayons de courbure, appliquer de bonnes pratiques de conception et choisir des outils adaptés pour obtenir les meilleurs résultats.
Besoin d'aide pour le pliage ou la fabrication de tôles sur mesure ? Contactez-nous dès aujourd'hui pour bénéficier d'une assistance experte et d'un service rapide et fiable.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Texturation au laser des métaux : préparation, conception pour la fabrication (DFM) et maîtrise des coûts

Acier électro-galvanisé : guide de fabrication et de sélection

Poinçonnage ou découpe laser : Coût, vitesse et compromis DFM
