Cuando los diseñadores fijan un radio de curvatura demasiado cerrado, el metal puede agrietarse o retorcerse. Esto hace que las piezas fallen y la producción se detenga. Una guía clara sobre radios de curvatura puede reducir estos riesgos. Muestra cómo elegir el radio adecuado para cada metal, grosor y configuración de la herramienta.
Las directrices sobre el radio de curvatura de las chapas metálicas indican el radio más pequeño que se puede doblar sin causar daños. Las directrices varían en función del tipo y el grosor del material, lo que ayuda a evitar grietas y distorsiones. Conocer estas directrices garantiza piezas metálicas precisas, resistentes y fiables.
A continuación, veremos tablas detalladas y ejemplos reales. Obtendrá pasos claros para evitar defectos y reducir el retrabajo. Quédate con nosotros para aprender consejos prácticos y valiosos.
¿Qué es el radio de curvatura en Fabricación de chapas metálicas?
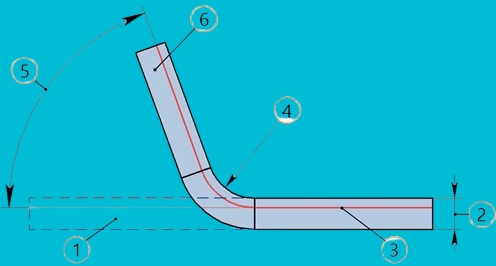
El radio de curvatura es la distancia entre el centro de una curva y la superficie interior del metal. Mide lo estrecha o ancha que es la curva. Un radio pequeño hace que la curva sea más pronunciada. Un radio grande es más suave. Este valor se basa en el interior de la curva, no en el borde exterior.
En chapa, el radio de curvatura suele ser igual al espesor del metal. Pero esto puede cambiar según el material y la aplicación.
Para evitar grietas y deformaciones durante el curvado, es importante respetar el radio mínimo de curvatura. Se trata del radio interior más pequeño que se puede aplicar a un material sin causar daños. Los materiales, el grosor y los ángulos de curvatura afectan a este límite. Los metales más duros o gruesos necesitan radios mayores para mantenerse intactos.
¿Cómo calcular el radio mínimo de curvatura?
Utilizar el radio de curvatura correcto ayuda a evitar grietas, marcas de tensión y fallos en las piezas. Una forma rápida de averiguarlo es seguir algunas reglas empíricas basadas en el tipo y el grosor del material.
Entender la fórmula
El radio de curvatura mínimo depende del grosor del metal y del tipo de metal que se vaya a curvar. Una regla sencilla es:
Radio mínimo de curvatura = Espesor (T) × Factor de material
Cada material tiene un factor diferente. Los metales blandos necesitan radios de curvatura más pequeños. Los metales más duros necesitan radios de curvatura mayores. Esto le ofrece una forma rápida y sencilla de evitar problemas de curvatura.
Variables clave a tener en cuenta
Tres cosas cambian el radio de curvatura que debes utilizar:
- Espesor (T): Las sábanas más gruesas necesitan más espacio para doblarse.
- Tipo de material: Los materiales más blandos, como el aluminio, pueden doblarse más apretados. Los más duros, como el acero inoxidable, necesitan más espacio.
- Ángulo de curvatura: Los ángulos más agudos suelen necesitar un radio mayor para no agrietarse.
Cuanto más gruesa y dura sea la chapa, mayor deberá ser el radio de curvatura.
Uso de tablas de radios de curvatura mínimos
Para ahorrar tiempo, muchos ingenieros y operarios de prensas plegadoras utilizan tablas de radios de curvatura. Estas tablas muestran los radios recomendados en función del material y el grosor.
He aquí una tabla de referencia simplificada:
| Materiales | T = 1-6 mm | T = 6-12 mm | T = 12-25 mm |
|---|---|---|---|
| Aluminio | 1 × T | 1.5 × T | 2-3 × T |
| Acero | 0.8 × T | 1.2 × T | 1.5-2.5 × T |
| Acero inoxidable | 2 × T | 2.5 × T | 3-4 × T |
Estos valores le ayudarán a doblar metal con seguridad. Basta con determinar el material y el grosor y multiplicar para obtener el radio interior correcto.
Calculadora de radio mínimo de curvatura
Repercusiones en las herramientas y los equipos
El utillaje desempeña un papel directo en el radio de plegado final. La elección de matrices y punzones afecta a la forma del metal y a la precisión del plegado.
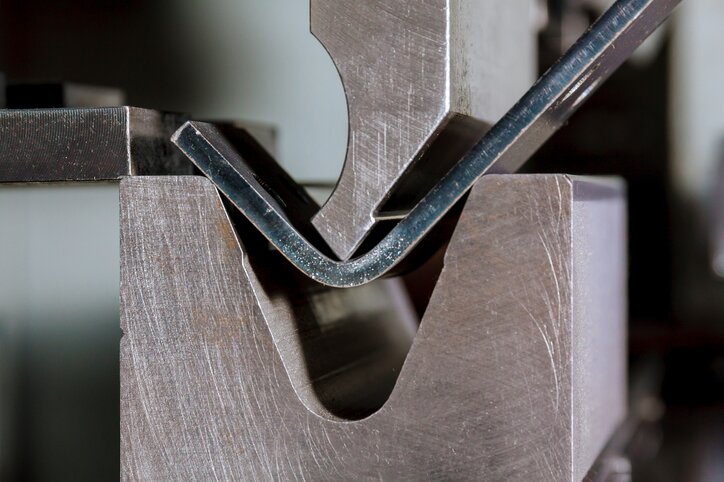
Cómo influye la apertura de la matriz en V en el radio de curvatura?
El tamaño de la abertura de la matriz en V controla cómo se dobla el material. Una abertura en V más grande crea un radio interior mayor. Una abertura más pequeña proporciona una curvatura más cerrada.
Como norma general:
Abertura del troquel en V = 8 × Espesor del material (para doblado por aire)
Si la V es demasiado pequeña, el material podría agrietarse. Si es demasiado grande, la curva puede perder definición y provocar el springback.
El papel del radio de la punta del punzón en la curvatura final
El radio de la punta del punzón ayuda a dar forma al interior de la curva. Una punta de punzón pequeña da una curva más aguda. Una punta de punzón más grande crea una curva más suave.
Para resultados limpios:
- Haga coincidir el radio del punzón con el radio de curvatura interior deseado.
- Para materiales más blandos, las puntas de punzón más pequeñas funcionan mejor.
- Para materiales más duros, utilice una punta más grande para evitar que se agriete.
Air Bending vs. Bottoming vs. Coining: Efectos en el radio
Los diferentes métodos de conformado afectan a los resultados del radio de curvatura.
- Flexión por aire: El punzón no presiona hasta el fondo de la matriz. El radio depende del tamaño de la matriz en V, no del punzón. Ofrece flexibilidad pero menos precisión.
- Hasta el fondo: El punzón casi toca el fondo de la matriz. El radio de curvatura está más cerca de la punta del punzón. Más consistente que el plegado por aire.
- Acuñación: El punzón presiona completamente el metal en la matriz. El radio es igual a la punta del punzón. Proporciona el radio de curvatura más preciso y pequeño.
El radio de curvatura en la práctica del diseño
Un buen diseño comienza con unas reglas de plegado prácticas. Utilizar el radio de curvatura adecuado hace que las piezas sean más fáciles de producir, más resistentes y más uniformes.
Errores comunes al diseñar con un radio de curvatura incorrecto
Los errores de diseño suelen deberse a la utilización de radios de curvatura demasiado pequeños o inadecuados para el material. Esto conduce a problemas como:
- Grietas de curvas demasiado cerradas
- Bordes deformados o arrugas
- Orificios o elementos desalineados cerca de la curva
- Aumento de Volver que cambia la forma final
Otro error común es no tener en cuenta el alivio de la curvatura o el espacio para que el material se estire. Esto puede provocar desgarros o abombamientos.
Consejos para diseñar piezas de chapa metálica funcionales y fabricables
Para evitar problemas, sigue estas buenas prácticas:
- Ajuste el radio de curvatura al menos a 1 × grosor del material (o siga la tabla específica del material).
- Mantenga los orificios, ranuras y recortes alejados de la línea de pliegue (al menos 2 × grosor).
- Utilice direcciones de doblado coherentes para reducir la reorientación durante el conformado.
- Añadir alivios de curvatura en las esquinas al doblar las bridas para evitar desgarros.
- Tenga en cuenta la dirección del grano en metales como el aluminio o el acero inoxidable. Doblar a lo largo de la veta reduce el agrietamiento.
Unos simples cambios en el diseño pueden facilitar y abaratar la producción de piezas.
Normas y tolerancias industriales para radios de curvatura
Las normas ayudan a garantizar la calidad y la compatibilidad. La mayoría de las tiendas siguen valores de:
- DIN 6935 o ISO 2768 para tolerancias generales
- ANSI Y14.5 para GD&T en dibujos
- Fichas técnicas de proveedores de materiales para las directrices de radio mínimo
La tolerancia típica de los radios de curvatura es de ±0,25 mm para piezas de precisión. Las piezas más grandes o los materiales más gruesos pueden tener tolerancias más holgadas. Confírmelo siempre con el fabricante antes de finalizar el dibujo.
Errores comunes en el radio de curvatura y cómo solucionarlos
Los pequeños errores de doblado pueden provocar grandes problemas en las piezas finales. Muchos problemas se deben a que el radio de curvatura no se maneja correctamente. He aquí cómo evitar los más comunes.
Ignorar la compensación del springback
La recuperación elástica se produce cuando el metal intenta volver a su forma original después de doblarse. Si no se tiene en cuenta, el ángulo y el radio pueden desviarse.
Arréglalo: Ajuste el ángulo de curvatura en el diseño para tener en cuenta el retorno elástico. Utilice los datos del material o curvas de prueba para encontrar la compensación adecuada. Los metales más duros, como el acero inoxidable, necesitan más ajustes que los más blandos, como el aluminio.
Sobreestimación de la ductilidad de los materiales
Algunos diseños llevan los materiales demasiado lejos, dando por sentado que se doblarán sin problemas. Sin embargo, no todos los metales soportan las curvaturas cerradas.
Arréglalo: Compruebe la tabla de radios de curvatura antes de fijar la curva. Si el diseño requiere una curva cerrada, cambie a un material más dúctil o aumente el radio. Nunca fuerce una curva cerrada en material duro o grueso.
No se tiene en cuenta el apilamiento de tolerancias en piezas con múltiples dobleces
Cuando una pieza tiene muchas curvas, los pequeños errores se acumulan. Esto se denomina apilamiento de tolerancia. Si no se planifica, la pieza final puede no encajar o alinearse.
Arréglalo: Añada una tolerancia adicional para cada pliegue en las piezas con varios pliegues. Colabore estrechamente con el fabricante para definir tolerancias claras. Evite colocar orificios demasiado cerca de las curvas, donde el metal puede desplazarse.
Selección incorrecta de herramientas
El uso de punzones o matrices de tamaño incorrecto da lugar a una mala calidad del plegado. Puede provocar radios grandes, marcas de herramientas o incluso grietas.
Arréglalo: Haga coincidir el radio de la punta del punzón y la abertura de la matriz con el material y el radio de curvatura deseado. Asegúrese de que el utillaje se adapta tanto al tipo como al grosor del metal. Vuelva a comprobar la configuración antes de plegar piezas de gran volumen.
Conclusión
Las directrices de radio de plegado de chapa metálica ayudan a garantizar un plegado preciso, resistente y limpio. El radio de plegado correcto depende del material, el espesor, el utillaje y el método de plegado. Utilizar los valores adecuados evita la formación de grietas, la distorsión y la repetición de trabajos. Los diseñadores e ingenieros deben consultar siempre las tablas de radios de curvatura, aplicar buenas prácticas de diseño y elegir herramientas adecuadas para obtener los mejores resultados.
¿Necesita ayuda con el plegado o la fabricación de chapas metálicas a medida? Póngase en contacto con nosotros para una asistencia experta y un servicio rápido y fiable.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Texturización láser de metales: preparación, diseño para la fabricación (DFM) y control de costes

Acero electrogalvanizado: guía de fabricación y selección

