في مجال التصنيع الحديث، يحظى الألومنيوم بتقدير كبير في مجال التصنيع الحديث بسبب نسبة قوته العالية إلى وزنه. ومع ذلك، بالنسبة للمصنّع، فهو معدن "مزاجي". فعلى عكس الفولاذ الطري، الذي يتسم بالتسامح النسبي، يتميز الألومنيوم ببنية بلورية فريدة من نوعها تجعله عرضة للتقشير البرتقالي والتشقق والكسور الكارثية إذا تم التعامل معه بشكل غير صحيح.
لتحقيق ثني مثالي، يجب أن توازن بين ثلاثة متغيرات فنية: مزاج السبيكة، ونصف قطر الثني الداخلي، واتجاه الحبيبات. يوفر هذا الدليل البيانات العملية والمنطق المادي المطلوب للتخلص من الخردة وتقليل تكاليف الإنتاج وضمان السلامة الهيكلية.

فهم سبائك الألومنيوم وقابليتها للانحناء
في تصنيع ثني الألومنيوم بالثني، تحدد سلسلة السبائك التركيب الكيميائي، ولكن يحدد المزاج (حالة الصلابة) ما إذا كان الجزء سيصمد أمام مكابح الضغط.
5052 مقابل 6061: الموازنة بين القوة وقابلية التشكيل
- 5052-H32 (معيار الصناعة): هذا الألومنيوم المخلوط بالمغنيسيوم هو المعيار الذهبي لثني الصفائح المعدنية. يوفر المزاج H32 (المقوى والمثبت) ليونة ممتازة. ونادراً ما يتشقق تحت أنصاف الأقطار القياسية وهو مثالي للحاويات والأقواس الإلكترونية المعقدة.
- 6061-T6 (التحدي الهيكلي): تُعد 6061 مرغوبة بشدة لقوتها الهيكلية، ولكنها في حالة T6 هشة. وغالباً ما تؤدي محاولة الانحناء بنصف قطر ضيق على 6061-T6 إلى كسر فوري. ويتطلب نصف قطرها من 3 إلى 6 أضعاف سمكها أو معالجة حرارية متخصصة.
المفاضلات الهندسية
- -O (صلب): الحالة الأكثر ليونة، والأسهل في الانحناء، ولكنها تفتقر إلى الصلابة الهيكلية.
- -T4 مقابل -T6 إذا كان التصميم الخاص بك يتطلب قوة عالية ولكن مزاج T6 يسبب معدلات خردة عالية، ففكر في تحديد 6061-T4. فهو أكثر قابلية للتشكيل بشكل كبير من T6 وسيتصلب بمرور الوقت بشكل طبيعي، أو يمكن تقادمه بشكل مصطنع إلى T6 بعد الثني لاستعادة القوة الكاملة.
نصيحة محترف: يعد فهم تقرير اختبار المطحنة (MTR) أمرًا حيويًا للمشتريات. يتصلب الألومنيوم بشكل طبيعي مع تقدم العمر؛ فالمواد التي ظلت في المستودع لأشهر ستظهر قوة إنتاجية أعلى ولا يمكن التنبؤ بها سبرينجباك من المخزون الطازج
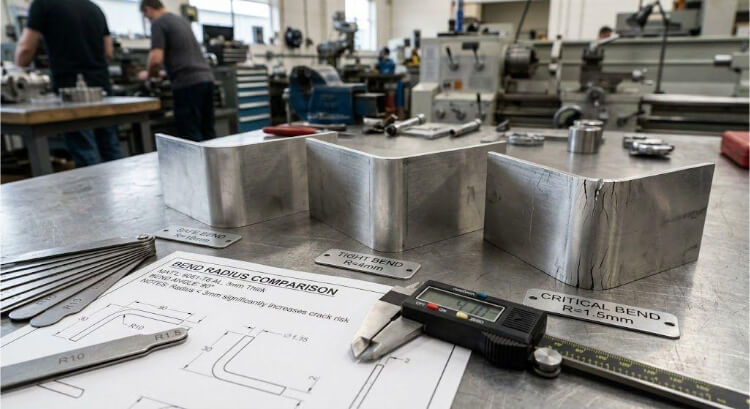
الحد الأدنى لنصف قطر الانحناء: فيزياء منع الفشل
الخطأ الأكثر شيوعًا في تصميم الألومنيوم هو تحديد نصف قطر داخلي حاد للغاية. عندما يتم ثني الألومنيوم، يتم وضع السطح الخارجي تحت توتر شديد. إذا كان نصف القطر صغيرًا جدًا، تنفصل حبيبات المعدن، مما يؤدي إلى فشل هيكلي.
"قشر البرتقال" مقابل التشققات الهيكلية
قبل أن يتقشر الألومنيوم، غالباً ما يكتسب السطح قبل أن يتقشر الألومنيوم مظهراً خشنًا وملمسًا يُعرف باسم قشر البرتقال.
- معيار الجودة: في حين أن "التقشّر" (التركيب الخفيف للسطح) شائع في السبائك الأكثر صلابة، فإنه يصبح عيبًا إذا ما علق ظفر الإصبع في الشق. في التطبيقات الفضائية أو الطبية، يعتبر التقشير البرتقالي عيبًا مرفوضًا في التطبيقات الفضائية أو الطبية، لأنه يخلق مركزات إجهاد حيث تبدأ شقوق التعب تحت الاهتزاز التشغيلي.
مرجع تقني: دليل الحد الأدنى لنصف القطر الداخلي (r)
لضمان ثني ناجح دون حدوث كسر دقيق، استخدم نسبة R/t (نصف القطر إلى السُمك):
| سُمك المادة (ر) | 5052-H32 الحد الأدنى لنصف القطر 5052-H32 | 6061-T6 الحد الأدنى لنصف القطر 6061-T6 |
|---|---|---|
| 1.0 مم | 1.0 مم | 3.0 مم |
| 2.0 مم | 2.5 مم | 6.0 مم |
| 3.0 مم | 4.0 مم | 10.0 مم |
| 6.0 مم | 9.0 مم | 25.0 مم |
فيزياء الانحناءات "الحادة"
لا تصمم أبدًا زاوية داخلية "حادة" للألومنيوم. يعمل الثقب الحاد مثل الإسفين، مما يؤدي إلى حدوث تمزق دقيق في قمة الانحناء. حدد دائمًا أكبر نصف قطر يسمح به التجميع الخاص بك. لا يحسّن نصف القطر الأكبر من السلامة الهيكلية فحسب، بل يجعل الارتداد الزنبركي أكثر قابلية للتنبؤ، مما يؤدي إلى اتساق أبعاد أعلى وتكاليف إعداد أقل.
دور اتجاه الحبيبات في ثني الألومنيوم
في تصنيع الصفائح المعدنية، الألومنيوم ليس مادة متساوية الخواص (بمعنى أنه لا يتصرف بنفس الطريقة في جميع الاتجاهات). أثناء عملية الدحرجة في المطحنة، يتعرض المعدن لضغط هائل، مما يؤدي إلى استطالة بنيته البلورية الداخلية على طول اتجاه اللفافة. ويُعد تجاهل هذا "الاتجاه الحبيبي" أثناء مرحلة التعشيش CAD سببًا رئيسيًا للتشقق غير المتوقع.
فيزياء حدود الحبوب
فكّر في بنية حبيبات الألومنيوم مثل حبيبات قطعة الخشب.
- الانحناء مع الحبيبات (طولي): إذا قمت بمحاذاة خط الانحناء بشكل موازٍ لاتجاه التدحرج، فإنك تنحني على طول حدود هذه البلورات الممدودة. يجبر إجهاد الشد الحبيبات على التباعد بين الحبيبات ويعمل تقريبًا مثل خط تمزق مثقوب. وهذا يزيد بشكل كبير من احتمالية حدوث تقشير شديد للبرتقال أو كسر كامل، خاصةً في القوالب الأكثر صلابة.
- الانحناء عبر الحبيبات (عرضياً): من خلال توجيه خط الانحناء بشكل عمودي على الحبيبات يتم توزيع إجهاد الانحناء عبر الألياف الطويلة للمعدن بدلاً من توزيعه بينها. وهذا هو أقوى اتجاه ممكن ويسمح بتوزيع أنصاف أقطار أكثر إحكامًا دون الإضرار بالجزء.
التسوية بزاوية 45 درجة للتخطيطات المعقدة
كثيرًا ما يواجه المهندسون معضلة: ماذا لو كان الجزء (مثل حاوية صندوقية) يتطلب الانحناء في عدة اتجاهات متعامدة؟ لا يمكنك الانحناء في اتجاهات متعامدة لكل شفة.
- الحل: قم بتدوير مخطط النمط المسطح بزاوية 45 درجة بالنسبة إلى تعرج اللوح.
- الاقتصاد وفي حين أن تداخل الأجزاء المتداخلة بزاوية 45 درجة قد يقلل قليلاً من إنتاجية المواد الخام (عدد الأجزاء التي تتناسب مع الصفيحة الواحدة)، إلا أنه يقضي فعليًا على معدل الخردة المرتبط بالانحناءات الطولية المتشققة. وفي شركة Shengen، يقوم فريقنا الهندسي بتقييم كل نمط مسطح لتحقيق التوازن بين الاستخدام الأمثل للمواد والموثوقية الهيكلية، مما يضمن عدم دفعك مقابل الأجزاء الفاشلة.
إدارة الارتداد الربيعي ودقة الأبعاد
من السهل تحقيق زاوية مثالية بزاوية 90 درجة على الشاشة، أما تحقيقها على مكابح الضغط فيتطلب مراعاة ذاكرة الألومنيوم المرنة. عندما تتم إزالة قوة الانحناء، ستحاول المادة العودة إلى حالتها الأصلية المسطحة - وهي ظاهرة تُعرف باسم الارتداد النابض.
الحد المرن للألومنيوم
يحدث الارتداد النابض لأن الأسطح الخارجية والداخلية للثني فقط هي التي تخضع للتشوه البلاستيكي (الدائم). يظل قلب المادة مرنًا و"يسحب" الحواف للخلف بمجرد رفع الأداة.
- نظرًا لأن معامل مرونة الألومنيوم أقل من الفولاذ، فإنه يُظهر قدرًا أكبر بكثير من الارتداد النابض.
- تباين المزاج: قد يتراجع الجزء 5052-H32 اللين بمقدار 2 إلى 4 درجات فقط. أما الجزء الصلب 6061-T6 فقد يتراجع بمقدار 10 درجات أو أكثر.
استراتيجيات التعويض في الإنتاج
ولتحقيق دقة الأبعاد، يجب على المصنّعين تعمّد الإفراط في ثني الجزء. على سبيل المثال، قد تتم برمجة مكابح الكبس على دفع شفة إلى 85 درجة بحيث ترتخي بالضبط إلى 90 درجة.
- ثني الهواء الطريقة القياسية في صناعة الألومنيوم. نظرًا لأن الصفيحة لا تلامس سوى طرف المثقاب والكتفين من القالب على شكل حرف V، يمكن للمشغل (أو نظام التحكم الرقمي باستخدام الحاسب الآلي) ضبط عمق المثقاب بسهولة لتعويض الارتدادات المتفاوتة دون تغيير الأدوات المادية.
- التكلفة الخفية لعدم الاتساق: يتذبذب الارتداد النابض بسبب الاختلافات الطفيفة في سُمك المادة وصلابتها عبر دفعات ماكينة التفريز المختلفة. ويؤدي الضبط المستمر لمكابح الضغط "لمطاردة" الزاوية الصحيحة إلى تقليل كفاءة الإنتاج وزيادة تكاليف الإعداد. ومن خلال الحفاظ على إمكانية التتبع الصارم لدفعة المواد واستخدام مكابح الضغط بنظام التحكم الرقمي المتطورة، تقوم Shengen بتثبيت متغيرات عامل K ومتغيرات الانزلاق الخلفي الصحيحة في وقت مبكر، مما يضمن أن يكون الجزء الألف دقيقًا مثل الجزء الأول.
اعتبارات خاصة لثني 6061-T6
الألومنيوم أكثر ليونة من الفولاذ المقوى المستخدم في أدوات مكابح الضغط. يقدم هذا الاختلاف الفيزيائي خطرين رئيسيين في التصنيع: تلف السطح وتأثير "التآكل" المخيف.
فيزياء التكلس وفشل الأنودة
عندما يحتك الألومنيوم المكشوف بأداة فولاذية على شكل حرف V تحت حمولة عالية، يمكن أن يتسبب الاحتكاك في "التآكل" - وهي عملية تنفصل فيها جزيئات الألومنيوم المجهرية وتلتحم على البارد بالأداة الفولاذية.
- معيار الجودة: إذا لم تكن الأداة مصقولة أو محمية، فإن هذا التراكم سيؤدي إلى إحداث خدوش عميقة في كل جزء لاحق. على الرغم من أن الخدش قد يبدو مشكلة تجميلية بسيطة، إلا أنه عيب خطير للأجزاء التي تتطلب تشطيبات ثانوية. أثناء عملية الطلاء بأكسيد الألومنيوم، تحبس هذه الخدوش الدقيقة المحاليل الحمضية، والتي تنزف لاحقًا وتخلق خطوطًا سوداء دائمة أو عيوبًا موضعية في الطلاء.
- الحل وفعالية التكلفة: لمنع ذلك، يستخدم الصانعون أدوات "بدون مار". يعمل وضع غشاء يوريتان شديد التحمل فوق القالب على شكل حرف V كحاجز مرن يمنع تلامس المعدن مع المعدن. في Shengen، نستخدم في Shengen أدوات مصقولة بدقة وأغشية يوريتان واقية كمعيار قياسي لجميع قطع الألومنيوم الجمالية. وهذا يلغي الحاجة إلى التلميع اليدوي الثانوي باهظ التكلفة، مما يقلل مباشرةً من تكلفة القطعة الواحدة.
معضلة 6061-T6: التلدين الموضعي
عندما يتطلب التصميم بشكل صارم 6061-T6 من أجل السلامة الهيكلية ولكنه يتطلب أيضًا تصميمًا محكمًا نصف قطر الانحناء التي تتجاوز حدود المادة، يجب على المصنّعين التلاعب بفيزياء المعدن من خلال التلدين الموضعي.
- العملية: يستخدم المشغّلون قلم تلوين متخصص لتحديد درجة الحرارة أو "طريقة السخام" (وضع سخام الأسيتيلين وتسخينه حتى يحترق عند 400 درجة مئوية تقريباً). يؤدي ذلك إلى تغيير البنية البلورية مؤقتًا عند خط الانحناء، مما يجعلها قابلة للسحب بدرجة كبيرة.
- المفاضلة الهندسية في حين أن التسخين الموضعي يحل مشكلة الانحناء، إلا أنه يقلل بشكل دائم من درجة الحرارة في تلك المنطقة المحددة إلى الحالة "O" (الملدنة). إذا كان هذا الانحناء هو نقطة حاملة في التجميع، يجب على المهندسين مراعاة هذا الفقدان الموضعي لقوة الخضوع أو تحديد عملية تقادم اصطناعية بعد اللحام لاستعادة خصائص T6.
التصميم من أجل التصنيع (DFM) نصائح لثني الألومنيوم
يمكن للجزء الذي يبدو مثاليًا في بيئة CAD ثلاثية الأبعاد أن يتحول بسهولة إلى خردة باهظة الثمن على أرضية الورشة إذا تم تجاهل التداخل الهندسي. عندما ينحني الألومنيوم، تتمدد المادة الموجودة خارج المحور المحايد وتتدفق. إذا كانت ميزات تصميمك قريبة جدًا من هذه الحركة، فسوف تتشوه.
قاعدة 2 ت لوضع الحفرة
إن وضع ثقب أو فتحة قريبة جدًا من خط الانحناء هو السبب الرئيسي لفشل التجميع. عندما يتمدد المعدن، يتم سحب الثقب إلى شكل "بيضة".
- فيزياء الفشل إذا كان هناك ثقب داخل منطقة التشوه، يتركز إجهاد الانحناء عند حافة الثقب، مما يتسبب في استسلام المادة بشكل غير متساوٍ. وهذا لا يؤدي فقط إلى تشويه الثقب؛ بل يضعف الانحناء بأكمله.
- معيار سوق دبي المالي: احتفظ دائمًا بحافة أي ثقب على مسافة لا تقل عن ضعف سُمك المادة (2 طن) من بداية نصف قطر الانحناء. بالنسبة للمكونات الفضائية الجوية عالية الدقة، نوصي في كثير من الأحيان ب 3 أضعاف لضمان ثبات الأبعاد المطلق ومنع انتفاخ المواد الجانبي.
تخفيفات الانحناء للشفاه
إذا كنت تقوم بثني شفة في منتصف الجزء (بدلاً من ثنيها عبر العرض بالكامل)، فإن الزوايا التي يبدأ فيها الثني سوف تتمزق بسبب إجهاد القص الهائل.
- الإصلاح: قم بتصميم نقش نافر للانحناء - وهو عبارة عن شق صغير مقطوع في النمط المسطح عند نهايات خط الانحناء. يجب أن يكون عرض الشق النافر مساوياً على الأقل لسُمك المادة ويمتد قليلاً بعد نصف قطر الانحناء. هذا يعزل قوى التمدد، مما يسمح للمعدن بالانثناء بشكل نظيف.
اقتصاديات التوحيد القياسي
لا يؤدي توحيد أنصاف أقطار الثني في مشروع واحد إلى تحسين الجودة المتسقة فحسب - بل يقلل من وقت الإعداد. إذا كانت كل شفة على الهيكل الخاص بك تستخدم نصف قطر داخلي 3 مم، فإن مشغل مكابح الضغط يحتاج فقط إلى إعداد مجموعة واحدة من المثقاب والقوالب. ومن خلال تقليل عدد مرات تغيير الأدوات، فإنك تقلل من وقت تعطل الماكينة بشكل كبير، مما يؤدي إلى زيادة سرعة زمن التجهيز وخفض تكاليف التصنيع.
ملاحظة أخيرة من شينجن
ونحن في Shengen، نجمع بين هذه المبادئ الهندسية مع أكثر من عقد من الخبرة العملية في مجال النماذج الأولية السريعة والإنتاج الضخم. وسواء كنت بحاجة إلى المساعدة في اختيار السبيكة المناسبة أو تحسين التصميم بمساعدة الحاسوب من أجل مكابح الضغط، فإن فريقنا موجود هنا لضمان تسليم مشروعك في الوقت المحدد وضمن المواصفات.
هل تعاني من الألومنيوم المتشقق أو الانزلاق غير المتوقع؟ >لا تدع الانحناء السيئ يفسد عملية الإنتاج لديك. في شركة Shengen، يقوم مهندسونا بمراجعة كل نصف قطر واتجاه الحبيبات ومزاج السبيكة قبل أول ضربة على مكابح الضغط.
قم بتحميل ملفات CAD اليوم للحصول على مراجعة مجانية لسوق دبي المالي والحصول على عرض أسعار سريع خلال 24 ساعة. دعنا نبنيها بشكل صحيح من المرة الأولى.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


