O fabrico de metais enfrenta uma procura crescente de peças complexas feitas de materiais difíceis de maquinar. Os métodos de corte tradicionais resultam frequentemente em desgaste da ferramenta, danos térmicos e imperfeições da superfície. A maquinação eletroquímica surge como uma solução inovadora que transforma a forma como moldamos os metais a nível molecular.
Quer descobrir como a ECM pode revolucionar o seu processo de fabrico? Vamos explorar o fascinante mundo da maquinação eletroquímica e as suas aplicações industriais.
O que é maquinação eletroquímica?
A maquinação eletroquímica (ECM) representa um processo de fabrico avançado e não convencional que remove o metal através de uma dissolução eletroquímica controlada. O método funciona como a galvanoplastia em sentido inverso, utilizando corrente eléctrica para dissolver e remover material de uma peça de trabalho.
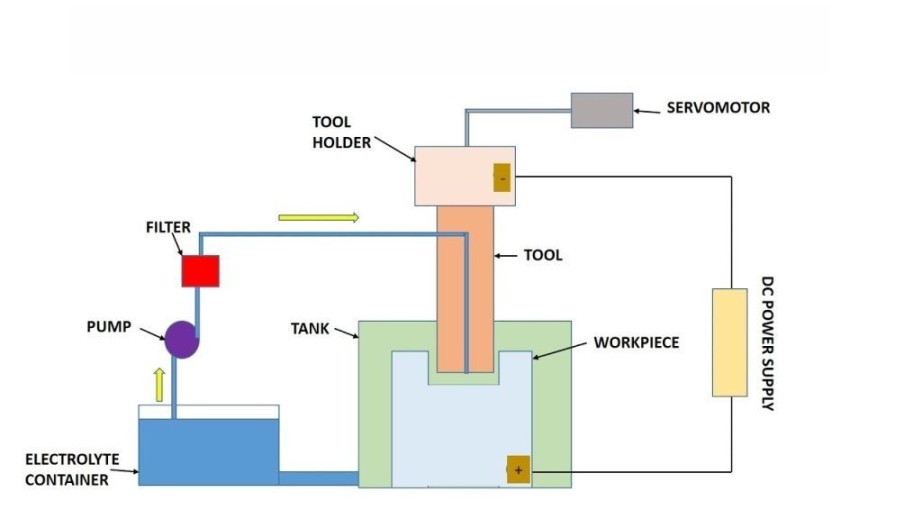
Durante a operação, uma ferramenta carregada negativamente (cátodo) move-se em direção a uma peça de trabalho carregada positivamente (ânodo) enquanto um eletrólito pressurizado flui entre elas. À medida que a corrente eléctrica passa através deste espaço, dissolve com precisão o metal da superfície da peça de trabalho, permitindo que a ferramenta molde o material nas formas desejadas.
Como funciona a maquinação eletroquímica?
O processo de maquinagem eletroquímica funciona através de interações eléctricas e químicas precisas. Uma tensão contínua de 10-25 volts cria uma dissolução controlada de metal entre uma ferramenta e uma peça de trabalho submersa num eletrólito.
O mecanismo principal
Uma ferramenta carregada negativamente (cátodo) avança em direção a uma peça de trabalho carregada positivamente (ânodo) com um espaço de 80-800 micrómetros entre elas. O eletrólito pressurizado flui através deste espaço, transportando os iões metálicos dissolvidos à medida que a ferramenta molda a superfície da peça de trabalho.
Explicação do processo eletrolítico
O processo baseia-se nos princípios da eletrólise, em que a corrente eléctrica que passa através de uma solução salina condutora desencadeia uma remoção controlada do metal. O material da peça de trabalho dissolve-se a nível atómico à medida que os electrões fluem do ânodo para o cátodo.
Componentes essenciais do ECM
O sistema de maquinação eletroquímica baseia-se em três elementos fundamentais que funcionam em harmonia. Cada componente é vital para alcançar uma remoção precisa de material e acabamentos de superfície superiores.
O elétrodo da ferramenta
O elétrodo da ferramenta funciona como cátodo, ligado ao terminal negativo da fonte de alimentação. É necessário:
- Excelente condutividade eléctrica
- Elevada rigidez para suportar a pressão dos fluidos
- Inércia química à exposição de electrólitos
- Fácil maquinabilidade para moldagem
A forma da ferramenta corresponde inversamente à geometria desejada da peça de trabalho, tornando-a ideal para a produção em volume. Como não há contacto direto com a peça, o desgaste da ferramenta é nulo, permitindo uma longa vida útil.
Caraterísticas da peça de trabalho
A peça de trabalho serve como ânodo no processo ECM e deve cumprir critérios específicos:
- A condutividade eléctrica é essencial
- A taxa de remoção de material depende do peso atómico e da valência
- Requer um isolamento adequado para evitar fugas de corrente
O processo funciona eficazmente em metais difíceis de maquinar, incluindo:
- Ligas à base de ferro
- Superligas à base de níquel
- Aluminetos de titânio
- Ligas de alta entropia
O papel dos electrólitos
A solução electrolítica desempenha várias funções críticas:
- Conduz eletricidade entre a ferramenta e a peça de trabalho
- Remove o metal dissolvido e os detritos
- Controla a temperatura do processo
- Mantém as condições de maquinagem estáveis
As escolhas comuns de electrólitos incluem:
- Cloreto de sódio (concentração 20%) para ligas ferrosas
- Ácido clorídrico para ligas de níquel
As propriedades fundamentais dos electrólitos devem incluir:
- Elevada condutividade eléctrica
- Baixa viscosidade
- Toxicidade mínima
- Estabilidade eletroquímica
Tipos de processos de maquinação eletroquímica
A tecnologia ECM divide-se em várias técnicas especializadas. Cada método adapta os princípios electroquímicos fundamentais para responder a desafios de fabrico e requisitos de acabamento de superfície específicos.
Perfuração eletroquímica
A perfuração ECM cria furos precisos em metais duros utilizando uma ferramenta catódica tubular. A ferramenta canaliza os electrólitos diretamente para a zona de corte, dissolvendo o material de forma controlada.
Este método atinge uma precisão notável com diâmetros de furo que variam de 0,1 mm a 5 mm. Mesmo em furos profundos, o processo mantém uma retidão perfeita, tornando-o ideal para componentes aeroespaciais e automóveis.
Rebarbação eletroquímica
O ECD enfrenta o desafio de remover arestas vivas e rebarbas através de uma dissolução precisa do metal. O processo funciona com baixa tensão mas com elevada densidade de corrente, criando arestas suaves e uniformes.
Esta técnica revela-se particularmente valiosa para passagens internas complexas e intersecções de difícil acesso. Orifícios transversais e portas que desafiam a métodos de rebarbação tornam-se simples de processar com o ECD.
Polimento eletroquímico
Este sofisticado método de acabamento cria superfícies espelhadas através da dissolução selectiva de picos microscópicos da superfície metálica. O processo gera um acabamento liso ao mesmo tempo que forma uma camada protetora de óxido passivo.
A qualidade da superfície melhora drasticamente, uma vez que o tratamento reduz a rugosidade a nível molecular. O acabamento resultante resiste melhor à corrosão do que polido mecanicamente superfícies e impede a adesão de bactérias.
Vantagens da ECM
A maquinagem eletroquímica é um método de fabrico superior porque combina precisão com versatilidade. Vamos examinar as suas principais vantagens em várias áreas críticas.
Precisão e exatidão
O ECM proporciona uma precisão dimensional excecional através da dissolução eletroquímica controlada. O processo mantém tolerâncias apertadas de até 5 microns enquanto cria formas complexas e caraterísticas intrincadas.
Fabrico sem stress
Ao contrário dos métodos de maquinagem tradicionais, o ECM não produz tensões mecânicas ou térmicas nas peças. A ausência de contacto físico entre a ferramenta e a peça de trabalho elimina as tensões residuais, a deformação e o desgaste da ferramenta.
Aplicabilidade a materiais duros e exóticos
O ECM é excelente na maquinação de materiais difíceis de cortar, independentemente da sua dureza ou resistência. O processo molda eficazmente:
- Superligas como Inconel e Waspaloy
- Aluminetos de titânio
- Ligas com elevado teor de níquel e cobalto
- Aços endurecidos
- Ligas de rénio
Acabamentos de superfície de alta qualidade
O ECM produz uma qualidade de superfície excecional sem operações de acabamento adicionais. O processo alcança:
- Acabamentos de superfície espelhados até Ra 0,05
- Arestas sem rebarbas
- Qualidade de superfície consistente em geometrias complexas
- Resistência à corrosão melhorada através da formação de camadas passivas
Limitações da ECM
Embora a maquinação eletroquímica ofereça vantagens únicas, tem várias limitações significativas que os fabricantes devem considerar antes da implementação.
Restrições de materiais
O ECM só pode processar materiais condutores de eletricidade, o que restringe significativamente a sua gama de aplicações. O processo baseia-se inteiramente na dissolução eletroquímica, o que o torna inadequado para materiais não condutores como plásticos, cerâmicas ou compósitos.
Preocupações ambientais
O processo ECM gera resíduos substanciais sob a forma de hidróxidos metálicos e soluções electrolíticas usadas. Para minimizar o impacto ambiental, estes subprodutos requerem um manuseamento cuidadoso e procedimentos de eliminação adequados.
Aplicações da maquinação eletroquímica
A tecnologia ECM serve diversas indústrias com a sua capacidade de maquinar geometrias complexas em materiais difíceis de trabalhar. Vamos examinar as suas aplicações críticas em sectores significativos.
Indústria aeroespacial
O sector aeroespacial utiliza extensivamente o ECM para fabricar componentes críticos que exigem uma precisão excecional. O processo é excelente na criação de peças complexas a partir de superligas e materiais de elevada resistência, nomeadamente:
- Lâminas e mangas de turbinas
- Fundição de motores
- Componentes do sistema de combustível
- Elementos estruturais
Fabrico de dispositivos médicos
A precisão e as capacidades superiores de acabamento de superfícies do ECM no fabrico de produtos médicos revelam-se inestimáveis. O processo cria:
- Instrumentos cirúrgicos
- Implantes médicos, incluindo stents
- Dispositivos ortopédicos
- Componentes de agrafos cirúrgicos
Componentes Automotivos
A indústria automóvel utiliza o ECM para o fabrico de peças de precisão que exigem uma elevada qualidade de superfície e durabilidade:
- Injectores de combustível
- Componentes do sistema de freio
- Engrenagens e válvulas
- Componentes do motor
Microeletrónica e nanotecnologias
O controlo de precisão do ECM torna-o adequado para aplicações em microescala:
- Conectores
- Microchips
- Componentes eletrônicos
- Micro-ferramentas

Comparação do ECM com outros métodos de fabrico
Cada um dos métodos de fabrico tem caraterísticas distintas que os tornam adequados para diferentes aplicações. Vamos examinar como a ECM se compara a outras técnicas populares.
ECM vs. Maquinação Tradicional
Os métodos tradicionais baseiam-se em ferramentas de corte físicas que entram em contacto com a peça de trabalho, conduzindo ao desgaste da ferramenta e a tensões mecânicas. Estas ferramentas precisam de ajuda com materiais mais rígidos e enfrentam limitações geométricas na criação de formas complexas.
O ECM, pelo contrário, utiliza a dissolução eletroquímica sem contacto físico. Esta abordagem elimina o desgaste da ferramenta e não produz tensões mecânicas na peça de trabalho. O processo mantém um desempenho consistente independentemente da dureza do material e é excelente na criação de geometrias 3D complexas.
ECM vs. Maquinação por Descarga Eléctrica (EDM)
A EDM utiliza faíscas eléctricas para corroer o material, criando zonas afectadas pelo calor e potenciais microfissuras na peça de trabalho. O processo oferece uma excelente precisão para caraterísticas finas, mas processa o material de forma relativamente lenta.
A ECM dissolve o material através de reacções electroquímicas, não gerando danos térmicos. No entanto, o EDM revela-se mais prático para criar excelentes caraterísticas e funciona sem gestão de resíduos químicos.
ECM vs. corte a laser
Corte a laser permite o processamento rápido de materiais finos e é excelente na criação de formas 2D precisas. O processo funciona com metais e não metais, mas enfrenta limitações com materiais espessos e superfícies reflectoras.
O ECM é especializado na criação de geometrias 3D complexas e lida facilmente com materiais espessos. Embora limitado a metais condutores, produz acabamentos de superfície superiores sem efeitos térmicos.
Conclusão
A maquinagem eletroquímica representa uma tecnologia transformadora no fabrico moderno. A sua capacidade única de moldar metais duros sem tensão térmica ou mecânica distingue-a dos métodos convencionais. A ECM oferece uma solução comprovada para os fabricantes que enfrentam desafios com materiais duros ou geometrias complexas.
Pronto para elevar a precisão do seu fabrico? Quer esteja a lidar com geometrias complexas, materiais difíceis de maquinar ou requisitos exigentes de acabamento de superfícies, a nossa experiência em ECM pode ajudar a resolver os seus desafios de fabrico mais difíceis.
Contate-nos hoje para discutir as suas necessidades específicas e descobrir a solução ECM perfeita para a sua aplicação. Os nossos especialistas ajudá-lo-ão a determinar se a ECM se adequa aos seus requisitos de fabrico.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Aço inoxidável resistente a impressões digitais: como funciona e como escolher

OEM vs. fabrico por contrato: Como escolher o modelo certo para o seu projeto

Custo de instalação vs. custo unitário no fabrico de chapas metálicas
