O revestimento em pó foi concebido para ser quase indestrutível. Uma vez curado, o revestimento forma uma camada de polímero densa e reticulada que se liga agressivamente à superfície do metal. Num ambiente de fabrico industrial, a remoção do revestimento em pó raramente é uma tarefa autónoma; normalmente, é forçada por retrabalho de produção, defeitos de revestimento, acumulação de fixações ou reparação cosmética.
A remoção do revestimento em pó requer a seleção de um método com base no substrato e no volume: a decapagem química dissolve eficazmente as ligações para peças de precisão, a decapagem abrasiva prepara as superfícies através de fricção mecânica, a queima térmica lida com cargas industriais pesadas com calor elevado e a remoção por laser oferece uma solução de alta precisão e ecológica para componentes sensíveis sem danificar o metal de base.
São estritamente necessários diferentes processos de remoção, consoante o material, a geometria da peça e o volume de produção. Este guia descreve os métodos práticos de remoção utilizados em oficinas de fabrico reais e ambientes de retrabalho industrial.

Escolher o método correto de remoção da camada de pó
Nem todas as peças podem sobreviver ao mesmo processo de decapagem. A aplicação do método de remoção incorreto irá, muitas vezes, destruir totalmente o componente, custando-lhe matéria-prima, tempo de maquinação e atrasos nos envios.
Peças em aço e ferro fundido
Os componentes de aço têm geralmente uma massa térmica e uma dureza de superfície superiores, o que os torna capazes de suportar um processamento agressivo. Para soldaduras pesadas (que excedam 1/4 de polegada de espessura), acessórios de revestimento e suportes estruturais, a granalhagem com meios pesados e os fornos de queima são normalmente os métodos mais económicos.
No entanto, mesmo em materiais robustos, a granalhagem agressiva deve ser controlada. Se os operadores utilizarem uma pressão excessivamente elevada ou meios de jato grosseiros, podem ainda assim provocar um desgaste acentuado das arestas, uma rugosidade superficial inaceitável e problemas de encaixe em faces de contacto críticas.
Alumínio e chapas finas
O alumínio e os painéis de chapa metálica fina são altamente vulneráveis durante o retrabalho. Deve evitar ativamente fornos de queima de alta temperatura (normalmente a funcionar acima de 700°F / 370°C), uma vez que estas temperaturas farão com que o alumínio tratado termicamente perca a sua têmpera e resistência mecânica.
Caixas cortadas a laser e painéis cosméticos em alumínio são incrivelmente susceptíveis a deformações, amolgadelas e arestas arredondadas quando sujeitos a fortes impactos ou calor. Para estes componentes, as únicas abordagens seguras são a decapagem química controlada, a decapagem com esferas de vidro de baixa pressão ou a decapagem húmida para minimizar a acumulação de calor e a distorção física.
Peças maquinadas CNC de precisão
Os métodos de jateamento padrão cortam facilmente o metal nu, eliminando dimensões críticas em segundos. Para caixas maquinadas, superfícies de vedação críticas e montagens de rosca fina, as tolerâncias são frequentemente demasiado apertadas (por exemplo, ±0,02 mm) para arriscar a abrasão física.
Para peças de precisão de elevado valor, a decapagem a laser ou a decapagem química selectiva proporcionam um percurso muito mais seguro. Estes métodos removem a camada de polímero por vaporização ou decomposição química, deixando as dimensões do metal de base completamente intactas e assegurando que a peça continua a passar na inspeção.
Retrabalho de baixo volume vs. produção
O tamanho do lote acaba por ditar a estratégia de retrabalho. As reparações de uma peça única dependem normalmente de um processamento localizado, como decapantes químicos em spray, jato manual direcionado ou lixagem localizada.
Por outro lado, a decapagem em grande escala requer equipamento automatizado, como tanques de imersão química, fornos de queima contínua ou linhas de decapagem automatizadas. Ao aumentar a escala do retrabalho, a matriz de decisão deve avaliar os custos de mão de obra, os tempos de carregamento e a eliminação de resíduos perigosos, juntamente com a velocidade de decapagem em bruto.
Por que o revestimento em pó é difícil de remover?
Compreender a razão pela qual a remoção de tintas em pó é difícil ajuda a selecionar o método de remoção correto. Tem um comportamento fundamentalmente diferente das tintas húmidas à base de solvente normais.
Porque é que o revestimento em pó curado adere tão fortemente
Durante o processo de cura, a tinta em pó sofre uma reação química termoendurecível. Uma vez reticulada, a estrutura do polímero é fixada de forma permanente. Ao contrário dos termoplásticos normais, não volta a fundir-se simplesmente num líquido quando é aplicado calor.
Como o aquecimento normal não força o revestimento a cair, a remoção requer intervenções extremas. São necessários solventes químicos para quebrar as ligações moleculares, corte abrasivo para o arrancar fisicamente ou decomposição térmica para reduzir o plástico a cinzas.
O pré-tratamento da superfície aumenta a aderência
Um trabalho de revestimento de alta qualidade torna o retrabalho exponencialmente mais difícil. A maior parte das peças industriais revestidas a pó são submetidas a um pré-tratamento rigoroso da superfície antes da pulverização, como a fosfatação de ferro, a gravação química ou o jato de areia profundo.
Estes passos maximizam a adesão do revestimento, criando um padrão de ancoragem mecânica profunda e uma forte ligação química. Embora seja excelente para a durabilidade do produto final, esta integração profunda da superfície aumenta significativamente a energia e o tempo necessários para remover o revestimento até ao metal nu.
Os revestimentos espessos e demasiado curados são mais difíceis de remover
A química da resina e a espessura da película determinam diretamente os tempos de remoção. Os pós à base de epóxi, frequentemente utilizados pela sua resistência química, são notoriamente difíceis de remover e não utilizam solventes comuns. Entretanto, os poliésteres arquitectónicos normais tendem a tornar-se frágeis e a decompor-se mais rapidamente.
Além disso, as acumulações de várias camadas ou os revestimentos excessivamente curados exigem tácticas muito mais agressivas. Requerem tempos de imersão significativamente mais longos em banhos químicos, pressões de granalhagem mais elevadas ou uma química de decapagem mais forte para penetrar completamente e limpar o substrato.
Remoção química de revestimentos em pó
A decapagem química é o método de eleição quando o impacto físico é estritamente proibido. A sua maior vantagem é o facto de remover totalmente o revestimento através da decomposição química, garantindo um impacto mecânico nulo no substrato metálico.
Decapagem química para alumínio e peças complexas
Para metais mais macios, como as ligas de alumínio 5052 ou 6061, a decapagem química é frequentemente a escolha mais segura. Elimina completamente o risco de desgaste das arestas e de corrosão da superfície que advém da decapagem física.
É particularmente eficaz para caixas de chapa de alumínio fina (menos de 1,5 mm), peças intrincadas maquinadas com 5 eixos e áreas com recessos profundos. No entanto, esta segurança tem um custo, uma vez que os tempos de processamento químico são significativamente mais longos e requerem tanques de imersão dedicados.
Sistemas de solventes e velocidade de decapagem
Os solventes agressivos, como o cloreto de metileno, removem rapidamente os revestimentos, enquanto as alternativas ecológicas de álcool benzílico oferecem um ambiente de trabalho mais suave e seguro. O tempo de decapagem varia muito, dependendo da química utilizada.
Uma peça pode ser decapada em 15 minutos, ou pode precisar de ficar de molho durante 24 horas. O tempo exato de separação é ditado pela espessura do revestimento, pelo tipo específico de resina (os epóxis resistentes a químicos demoram muito mais tempo do que os poliésteres normais) e pela temperatura do banho.
Manchas na superfície e danos em metais macios
A aplicação de uma química incorrecta pode danificar permanentemente os componentes de alumínio. As superfícies cosméticas apresentam o maior risco de ruína irreversível durante os banhos químicos.
Certos produtos químicos altamente alcalinos ou ácidos causarão uma descoloração grave, destruirão as camadas de óxido anódico e deixarão marcas profundas na superfície. Para alumínio pré-anodizado, acabamentos escovados ou peças CNC cosméticas altamente visíveis, este risco deve ser cuidadosamente gerido para evitar a rejeição total da peça.
Problemas de limpeza após a decapagem
Os resíduos químicos deixados em cantos apertados ou orifícios roscados destruirão ativamente a sua próxima tentativa de revestimento. Se o processo de limpeza e neutralização após a decapagem não for 100% minucioso, todo o processo de retrabalho falhará.
A maioria dos defeitos de revestimento em pó ocorre quando os solventes retidos fervem durante o ciclo do forno de cura a 400°F. Esta explosão causa graves olhos de peixe e descamação localizada, duplicando instantaneamente os seus custos de mão de obra e material de retrabalho.
A regra da loja: A decapagem química só está a meio caminho quando a tinta cai. Se não neutralizar e desengordurar agressivamente o metal nu depois, o seu revestimento falhará 100% das vezes.

Decapagem abrasiva para remoção de revestimentos em pó
A decapagem abrasiva é um dos métodos de decapagem mais comuns utilizados no fabrico industrial. Oferece velocidades de remoção rápidas, estabelecendo simultaneamente um novo perfil de superfície (padrão de ancoragem) para o novo revestimento.
Decapagem com óxido de alumínio e granada
Meios como o óxido de alumínio e a granada proporcionam uma força de corte maciça. Isto torna-os altamente eficazes para rebentar camadas de pó espessas e teimosas em estruturas pesadas.
São mais adequados para aço-carbono normalizado (por exemplo, Q235 ou soldaduras pesadas em aço inoxidável 304. No entanto, este meio agressivo pode facilmente causar marcas de granalhagem profundas, eliminar valores Ra (rugosidade) críticos e criar problemas de ajuste em faces de encaixe de precisão.
Decapagem com esferas de vidro e plástico
O grânulo de vidro e o material plástico proporcionam um impacto muito mais suave no substrato. O grânulo de vidro é altamente preferido para ligas mais macias, superfícies cosméticas e revestimentos em pó mais finos onde é necessária estabilidade dimensional.
Os meios plásticos vão um passo mais além, causando praticamente zero danos na superfície, mesmo em alumínio macio. A desvantagem é que a velocidade de decapagem diminui significativamente, aumentando o custo de mão de obra por peça.
Jato de areia para chapas finas
A adição de água ao processo de granalhagem reduz significativamente a acumulação de calor causada pela fricção. A granalhagem a seco gera frequentemente calor suficiente para fazer com que o pó termoendurecido fique pegajoso, fazendo com que se espalhe e obstrua a superfície em vez de a lascar.
A decapagem com jato de água elimina este problema, mantendo o painel fisicamente frio. Isto reduz drasticamente o risco de distorção térmica e empeno, tornando-o num salva-vidas quando se decapam grandes painéis de chapa metálica de 1,2 mm ou 1,5 mm de espessura.
Desgaste da linha e cantos arredondados
Alguns segundos de granalhagem direta e agressiva podem eliminar as roscas internas M3, transformando um invólucro $50 totalmente maquinado em sucata imediata. Também arredonda quase instantaneamente arestas afiadas e maquinadas com precisão.
Para componentes com furos roscados, faces de vedação críticas e chanfros maquinados com precisão, é necessário um cuidado extremo. Estas áreas exigem absolutamente tampões de silicone de máscara de alta temperatura, pressões de granalhagem reduzidas ou uma mudança para um meio mais suave para sobreviver ao processo.
A regra da loja: Nunca aponte meios abrasivos duros para uma tolerância maquinada. Se uma superfície necessitar de um ajuste de ±0,05 mm, deve ser mascarada com tampões de silicone ou fita adesiva resistente antes de entrar na cabina de jato de areia.

Queimadura e remoção térmica
A decapagem térmica é muito utilizada para retrabalho de produção em grande escala, suportes de aço pesados e limpeza de rotina de instalações de pintura. A sua principal vantagem é a velocidade extrema com requisitos de trabalho manual muito reduzidos. No entanto, acarreta o maior risco absoluto de danos metalúrgicos catastróficos nas peças.
Fornos de queima para decapagem em grande escala
Os fornos de queima expõem as peças a temperaturas extremas (normalmente entre 650°F e 1200°F / 340°C - 650°C), carbonizando efetivamente o revestimento de polímero reticulado em cinzas. Este processo é perfeitamente adequado para ambientes de produção contínua e pesada.
É o método padrão e económico para a limpeza de ganchos de revestimento de produção, prateleiras de serviço pesado e acessórios de aço-carbono espessos. Após o ciclo de queima, as peças normalmente requerem apenas uma lavagem a pressão ligeira ou escovagem com arame para limpar as cinzas restantes.
Danos causados pelo calor em peças de alumínio
A decapagem térmica a alta temperatura destrói a integridade mecânica do alumínio. Para ligas tratadas termicamente, como a 6061-T6, o forno actua como um processo de recozimento não controlado, causando uma queda maciça e irreversível no limite de elasticidade.
Uma vez que um caixa de alumínio Se um suporte estrutural passar por um ciclo de queima, a sua integridade estrutural fica permanentemente comprometida. Ficará mole, tornando-o completamente inútil para qualquer aplicação estrutural ou de suporte de carga.
Deformação de chapas finas
O stress térmico é o derradeiro inimigo da chapa metálica plana. O calor extremo necessário para queimar o revestimento em pó induz facilmente desvios de planicidade graves, sendo os painéis grandes e sem suporte os de maior risco.
Mesmo no aço normal laminado a frio, o aquecimento irregular no interior do forno provoca falhas. A rápida expansão térmica conduz diretamente à ondulação, torção e distorção irreversível da peça, que não pode ser aplanada de novo.
Requisitos em matéria de fumos e gases de escape
A decapagem térmica queima fisicamente o plástico, libertando grandes quantidades de fumo e fumos nocivos. Os fornos de queima industriais requerem pós-combustores secundários dedicados para gerir com segurança estes gases de escape.
A decomposição do revestimento gera fumo espesso, gases COV e resíduos químicos tóxicos. O funcionamento correto obriga a uma filtragem rigorosa dos gases de escape e a sistemas de pós-combustão a alta temperatura (a funcionar acima de 1500°F) para eliminar os restantes COV e cumprir os regulamentos locais da EPA ou ambientais.
A regra da loja: Nunca, em circunstância alguma, coloque peças de alumínio ou chapas metálicas mais finas do que 2,0 mm num forno de queima. A perda de têmpera e a deformação térmica são imediatas e permanentes.

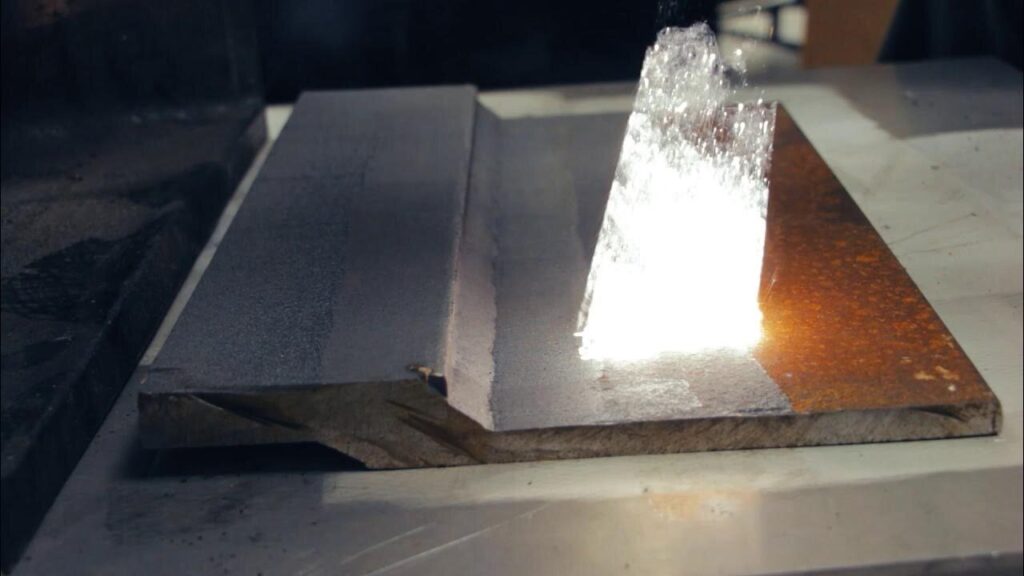
Remoção de revestimentos em pó a laser
A decapagem a laser representa a mais elevada precisão absoluta na remoção de revestimentos em pó. A sua caraterística definidora é o facto de ser um processo completamente sem contacto, utilizando energia de luz focada em vez de abrasão física, fornos de calor extremo ou solventes químicos tóxicos.
Decapagem sem contacto para peças de precisão
Uma vez que o laser nunca atinge fisicamente a superfície metálica, os danos por impacto mecânico são totalmente eliminados. O processo utiliza impulsos de alta energia para vaporizar instantaneamente a camada de polímero.
A zona afetada pelo calor (HAZ) é incrivelmente pequena, o que significa que o metal subjacente não se deforma nem perde a sua têmpera metalúrgica. Proporciona uma precisão extrema com zero danos no substrato, eliminando totalmente a necessidade de limpar os sujos meios de granalhagem.
Decapagem localizada para roscas e cantos
A decapagem a laser é a melhor ferramenta para retrabalho localizado em geometrias de peças complexas. É altamente eficaz na limpeza de roscas internas apertadas, cantos internos afiados e pontos de ligação à terra críticos onde a fita adesiva falhou durante a execução inicial.
Também é perfeito para limpar zonas de soldadura precisas antes do fabrico secundário. Estas áreas apertadas e restritas são normalmente impossíveis de limpar com precisão com um bocal de jato de areia normal sem danificar o metal circundante.
Remoção por laser para componentes de tolerância apertada
Os métodos de decapagem normais arruínam as tolerâncias apertadas, mas a remoção a laser deixa-as intactas. É a melhor escolha para peças de precisão CNC de elevado valor, caixas aeroespaciais e superfícies críticas de vedação hidráulica.
Ao controlar com precisão a profundidade do laser, é possível vaporizar o revestimento diretamente de uma ranhura crítica do O-ring (mantendo uma tolerância de ±0,001″) sem alterar o metal nu por baixo. Evita ativamente o desgaste das arestas e os problemas de rugosidade da superfície que causam falhas na montagem.
Elevado custo do equipamento e produção lenta
O principal obstáculo à decapagem a laser é a enorme despesa de capital inicial. Os sistemas laser portáteis industriais custam frequentemente dezenas de milhares de dólares, o que os torna economicamente inviáveis para a decapagem de peças comerciais baratas e de grande volume.
Os sistemas laser são estritamente justificados pelo valor de substituição dos componentes que estão a ser salvos. Foram concebidos para salvar da sucata uma caixa aeroespacial maquinada em CNC $500, e não para a remoção em massa de suportes de aço estampado $2.
A regra da loja: A decapagem a laser é um cálculo de ROI. Não se utiliza uma configuração laser $20.000 para decapar hardware barato; utiliza-se para recuperar conjuntos de precisão de elevado valor, em que qualquer alteração dimensional significa a eliminação da peça.
Riscos ocultos durante a remoção da camada de pó
A remoção da camada de polímero é apenas metade da batalha. Se ignorar os efeitos secundários mecânicos da decapagem, acabará por ficar com uma peça de sucata perfeitamente limpa.
Problemas de ajuste causados pelo desgaste por granalhagem
A decapagem abrasiva corta ativamente o metal de base juntamente com a tinta. Se jatear uma superfície de contacto de precisão, pode remover facilmente 0,02 mm a 0,05 mm de material em segundos.
Esta mudança dimensional causa imediatamente graves problemas de ajuste. Um rolamento de encaixe por pressão tornar-se-á um rolamento solto e montagens complexas não se alinharão corretamente. Um ajuste rejeitado não desperdiça apenas a peça; pára toda a linha de montagem. Descobrir uma rosca M4 danificada durante a montagem final significa um dispendioso tempo de inatividade para a sua equipa de montagem enquanto esperam por substituições.
Superfícies rugosas que afectam o acabamento secundário
O jato de areia aumenta de forma agressiva a rugosidade da superfície (Ra) do metal nu. Embora isto proporcione um excelente padrão de ancoragem para uma nova camada pesada de revestimento em pó, é desastroso se a peça necessitar de um acabamento secundário diferente.
Se o seu plano de retrabalho envolve a mudança de um componente de alumínio jateado para anodização transparente ou revestimento de película fina, a superfície áspera e esburacada será claramente óbvia. A peça falhará instantaneamente o controlo de qualidade cosmético.
Distorção do painel durante o retrabalho
Tanto o choque térmico como o impacto físico são inimigos das chapas metálicas planas. A decapagem de um grande painel de 1,5 mm de espessura cria tensões na superfície que induzem a "cozedura de óleo" ou ondulação, enquanto os fornos de queima introduzem uma rápida expansão térmica.
Quando uma tampa de chassis ou um painel de precisão cortado a laser é deformado, raramente volta a ficar plano. Durante a montagem final, estes painéis deformados criam espaços inaceitáveis, costuras irregulares e tensão estrutural.
Revestimento preso nos cantos e nas roscas
Uma decapagem incompleta é tão perigosa como uma decapagem excessiva. A pintura a pó adora esconder-se no fundo de orifícios roscados cegos, em cantos internos apertados e à volta de juntas soldadas complexas.
Se este resíduo restante não for eliminado manualmente com uma torneira ou uma picareta, pode dar origem a enormes dores de cabeça no futuro. Provoca parafusos com roscas cruzadas, pontos de ligação à terra eléctrica comprometidos e defeitos de bolhas durante o ciclo de revestimento.
A regra da loja: O retrabalho não é bem sucedido só porque a tinta desapareceu. Utilize sempre os calibres e os medidores de roscas para inspecionar as dimensões críticas _após_ a decapagem, antes de desperdiçar dinheiro a revestir novamente uma peça comprometida.
Requisitos ambientais e de segurança
A remoção de revestimentos em pó não é apenas um processo normal de chão de fábrica; é um grande obstáculo em termos de conformidade, responsabilidade e segurança. Os subprodutos da destruição de polímeros reticulados são altamente tóxicos.
Controlo dos COV e dos gases de escape
Quer esteja a dissolver tinta com solventes agressivos ou a carbonizá-la num forno, o processo liberta enormes quantidades de compostos orgânicos voláteis (COV). Os ambientes industriais requerem uma ventilação de exaustão de alta qualidade e os fornos de queima têm de utilizar pós-combustores para descarregar legalmente os gases de escape para a atmosfera.
Eliminação de resíduos perigosos
As lamas geradas pela decapagem química - uma mistura espessa de plásticos dissolvidos, pigmentos de metais pesados e solventes industriais - não podem ser despejadas no esgoto. É classificada como resíduo perigoso. O manuseamento incorreto de lamas de decapagem perigosas não é apenas uma multa da EPA; um encerramento ambiental irá quebrar instantaneamente os seus contratos de entrega com os principais clientes.
EPI e ventilação da oficina
Os operadores que lidam com estes processos têm de estar fortemente protegidos. A decapagem química exige respiradores faciais completos e aventais resistentes a produtos químicos, enquanto a decapagem abrasiva exige fatos de jato de ar forçado específicos. Se não se fizer nada em termos de EPI e ventilação da cabina, a empresa fica diretamente exposta a multas de segurança graves e à responsabilidade dos trabalhadores.
A regra da loja: Nunca ignore as taxas de eliminação na sua análise de custos de retrabalho. Pagar a um empreiteiro certificado para transportar um tambor de 55 galões de lamas de decapagem tóxicas pode facilmente anular as margens de lucro das peças que acabou de "salvar".
Conclusão
A remoção de revestimentos em pó é fundamentalmente um compromisso de engenharia. A verdadeira dificuldade não está em quebrar o polímero curado, mas em navegar no caminho estreito entre a remoção agressiva do revestimento e a preservação do substrato.
A sua estratégia de decapagem deve ser uma decisão calculada, ponderando os limites térmicos do material de base contra a complexidade geométrica da peça e as tolerâncias dimensionais rigorosas.
No fabrico industrial, a estratégia mais eficaz de remoção de revestimentos em pó exige que se recue para ver o custo total da qualidade. Avaliar as horas de trabalho, os custos de eliminação ambiental e o risco estatístico de danos nas peças.
Procura um parceiro de fabrico que compreenda a criticidade da superfície? A Shengen fornece corte a laser de alta qualidade, maquinação CNC e estampagem de chapa metálica à medida das necessidades exactas do seu projeto. Deixe de se contentar com a qualidade inconsistente dos fornecedores. Carregue os seus desenhos hoje e obtenha um orçamento de fabrico rápido e preciso.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Texturização a laser de metais: preparação, DFM e controlo de custos


Puncionamento vs corte a laser: Custo, velocidade e vantagens DFM
