No fabrico moderno, o alumínio é valorizado pela sua elevada relação resistência/peso. No entanto, para um fabricante, é um metal "temperamental". Ao contrário do aço macio, que é relativamente indulgente, o alumínio tem uma estrutura cristalina única que o torna propenso a descascar laranja, a escoriações e a fracturas catastróficas se for abordado incorretamente.
Para conseguir uma dobragem perfeita, é necessário equilibrar três variáveis técnicas: a têmpera da liga, o raio interno da dobragem e a direção do grão. Este guia fornece os dados práticos e a lógica física necessários para eliminar o refugo, reduzir os custos de produção e garantir a integridade estrutural.

Compreender as ligas de alumínio e a sua capacidade de dobragem
No fabrico de dobragem de alumínio, a série da liga define a química, mas a têmpera (o estado de dureza) determina se a peça sobreviverá à prensa dobradeira.
5052 vs. 6061: Equilíbrio entre resistência e formabilidade
- 5052-H32 (a norma da indústria): Este alumínio com liga de magnésio é o padrão de ouro para a dobragem de chapas metálicas. A têmpera H32 (endurecida por deformação e estabilizada) proporciona uma excelente ductilidade. Raramente racha sob raios padrão e é ideal para caixas e suportes electrónicos complexos.
- 6061-T6 (O desafio estrutural): O 6061 é muito procurado pela sua resistência estrutural, mas no seu estado T6 é frágil. A tentativa de dobrar um raio apertado em 6061-T6 conduz frequentemente a uma fratura imediata. É necessário um raio 3 a 6 vezes superior à sua espessura ou um tratamento térmico especializado.
Soluções de engenharia
- -O (Recozido): O estado mais macio, mais fácil de dobrar, mas carece de rigidez estrutural.
- -T4 vs. -T6: Se o seu projeto requer uma elevada resistência, mas a têmpera T6 está a provocar elevadas taxas de desperdício, considere a possibilidade de especificar 6061-T4. É significativamente mais moldável do que o T6 e endurece naturalmente com o tempo, ou pode ser envelhecido artificialmente para T6 após a dobragem para restaurar a resistência total.
Dica profissional: Compreender o Relatório de Teste de Moagem (MTR) é vital para o aprovisionamento. O alumínio endurece naturalmente com o tempo; o material que esteve parado num armazém durante meses apresentará um limite de elasticidade mais elevado e um comportamento mais imprevisível dorso da mola do que o caldo fresco.
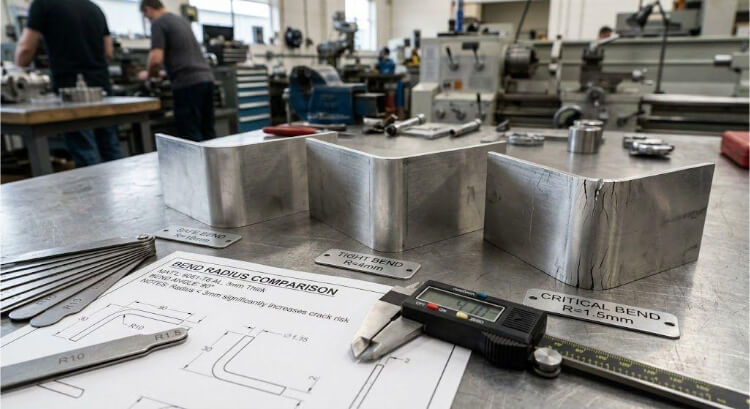
Raio mínimo de curvatura: A física da prevenção de falhas
O erro mais comum no design do alumínio é especificar um raio interno demasiado acentuado. Quando o alumínio é dobrado, a superfície externa é colocada sob tensão extrema. Se o raio for demasiado pequeno, os grãos de metal separam-se, levando a uma falha estrutural.
"Casca de laranja" vs. Fissuras estruturais
Antes de o alumínio estalar, a superfície desenvolve frequentemente um aspeto texturado e rugoso, conhecido como casca de laranja.
- A Norma de Qualidade: Embora a "crazing" (ligeira texturização da superfície) seja comum em ligas mais duras, torna-se uma falha se uma unha ficar presa na fenda. Em aplicações aeroespaciais ou médicas, a casca de laranja é um defeito rejeitado porque cria concentradores de tensão onde as fissuras por fadiga se iniciam sob vibração operacional.
Referência técnica: Guia de raio interno mínimo (r)
Para garantir uma dobragem bem sucedida sem microfracturas, utilize esta relação R/t (Raio para Espessura):
| Espessura do material (t) | 5052-H32 Raio mínimo | 6061-T6 Raio mínimo |
|---|---|---|
| 1,0 mm | 1,0 mm | 3,0 mm |
| 2,0 mm | 2,5 mm | 6,0 mm |
| 3,0 mm | 4,0 mm | 10,0 mm |
| 6,0 mm | 9,0 mm | 25,0 mm |
A física das curvas "acentuadas
Nunca conceba um canto interno "afiado" para o alumínio. Um punção afiado actua como uma cunha, iniciando um micro rasgo no ápice da curva. Especifique sempre o maior raio que a sua montagem permite. Um raio maior não só melhora a integridade estrutural, como também torna o retorno elástico mais previsível, levando a uma maior consistência dimensional e a menores custos de configuração.
O papel da direção do grão na dobragem de alumínio
No fabrico de chapas metálicas, o alumínio não é um material isotrópico (o que significa que não se comporta da mesma forma em todas as direcções). Durante o processo de laminagem, o metal é sujeito a uma pressão imensa, que alonga a sua estrutura cristalina interna ao longo da direção do rolo. Ignorar esta "direção do grão" durante a fase de encaixe do CAD é uma das principais causas de fissuração imprevisível.
A física dos limites dos grãos
Pense na estrutura do grão do alumínio como o grão de uma peça de madeira.
- Dobrar com o grão (longitudinal): Se alinhar a sua linha de dobragem paralelamente à direção de laminagem, estará a dobrar ao longo dos limites destes cristais alongados. A tensão de tração força os grãos a separarem-se, actuando quase como uma linha de rasgo perfurada. Isto aumenta drasticamente a probabilidade de uma forte descamação da laranja ou de uma fratura completa, especialmente em temperos mais duros.
- Flexão transversal ao grão (transversal): Ao orientar a linha de dobragem perpendicularmente ao grão, a tensão de dobragem é distribuída pelas fibras longas do metal e não entre elas. Esta é a orientação mais forte possível e permite raios mais apertados sem comprometer a peça.
O compromisso de 45 graus para esquemas complexos
Os engenheiros enfrentam frequentemente um dilema: o que fazer se uma peça (como um invólucro de caixa) exigir dobras em várias direcções perpendiculares? Não é possível dobrar ao longo do grão para cada flange.
- A solução: Rodar a disposição do padrão plano em 45 graus em relação ao veio da folha.
- A economia: Embora a colocação de peças num ângulo de 45 graus possa reduzir ligeiramente o rendimento da matéria-prima (quantas peças cabem numa única folha), elimina virtualmente a taxa de desperdício associada a dobras longitudinais fissuradas. Na Shengen, a nossa equipa de engenharia avalia cada padrão plano para equilibrar a utilização óptima do material com a fiabilidade estrutural, assegurando que não está a pagar por peças com falhas.
Gerir o retorno elástico e a precisão dimensional
Conseguir um ângulo perfeito de 90 graus no ecrã é fácil; consegui-lo na prensa dobradeira requer ter em conta a memória elástica do alumínio. Quando a força de flexão é removida, o material tentará voltar ao seu estado plano original - um fenómeno conhecido como retorno elástico.
O limite elástico do alumínio
O retorno elástico ocorre porque apenas as superfícies externa e interna da dobra sofrem deformação plástica (permanente). O núcleo do material permanece elástico e "puxa" as flanges para trás quando a ferramenta se levanta.
- Uma vez que o alumínio tem um módulo de elasticidade mais baixo do que o aço, apresenta um retorno elástico significativamente maior.
- Temperamento Variância: Uma peça macia de 5052-H32 pode recuar apenas 2 a 4 graus. Uma peça rígida de 6061-T6 pode recuar 10 graus ou mais.
Estratégias de compensação na produção
Para atingir a precisão dimensional, os fabricantes têm de dobrar intencionalmente a peça. Por exemplo, a prensa dobradeira pode ser programada para empurrar uma flange a 85 graus, de modo a que esta relaxe exatamente a 90 graus.
- Flexão de ar: O método padrão da indústria para o alumínio. Uma vez que a chapa só entra em contacto com a ponta do punção e com os dois ombros da matriz em V, o operador (ou o sistema CNC) pode ajustar facilmente a profundidade do punção para compensar a variação do retorno elástico sem alterar as ferramentas físicas.
- O custo oculto da incoerência: O retorno elástico flutua devido a ligeiras variações na espessura e dureza do material em diferentes lotes de fresagem. Ajustar constantemente a prensa dobradeira para "perseguir" o ângulo correto reduz a eficiência da produção e aumenta os custos de configuração. Ao manter uma rigorosa rastreabilidade dos lotes de material e ao utilizar prensas dobradeiras CNC de última geração, a Shengen fixa antecipadamente as variáveis corretas do fator K e do retorno elástico, garantindo que a milésima peça é tão precisa como a primeira.
Considerações especiais para dobrar 6061-T6
O alumínio é significativamente mais macio do que o aço endurecido utilizado nas ferramentas de prensagem. Esta diferença física introduz dois grandes riscos de fabrico: danos na superfície e o temido efeito de "escoriação".
A física das falhas de galvanização e anodização
Quando o alumínio nu esfrega contra um molde em V de aço sob alta tonelagem, o atrito pode causar "escoriação" - um processo no qual partículas microscópicas de alumínio se desprendem e se soldam a frio à ferramenta de aço.
- A Norma de Qualidade: Se a ferramenta não for polida ou protegida, esta acumulação irá provocar riscos profundos em todas as peças subsequentes. Embora um risco possa parecer um problema estético menor, é um defeito crítico para peças que requerem acabamentos secundários. Durante o processo de anodização, estes micro-arranhões prendem soluções ácidas, que mais tarde se esvaem e criam estrias pretas permanentes ou falhas de revestimento localizadas.
- A solução e a eficiência de custos: Para evitar isto, os fabricantes utilizam ferramentas "No-Mar". A colocação de uma película de uretano resistente sobre a matriz em V actua como uma barreira elástica, impedindo o contacto metal-metal. Na Shengen, utilizamos ferramentas de polimento de precisão e películas protectoras de uretano como padrão para todas as peças estéticas de alumínio. Isto elimina a necessidade de um polimento manual secundário dispendioso, reduzindo diretamente o custo por peça.
O dilema do 6061-T6: recozimento localizado
Quando um projeto requer estritamente 6061-T6 para a integridade estrutural, mas também exige uma raio de curvatura que exceda os limites do material, os fabricantes devem manipular a física do metal através de recozimento localizado.
- O processo: Os operadores utilizam um lápis de cor especializado para indicar a temperatura ou o "método da fuligem" (aplicando fuligem de acetileno e aquecendo-a até que se queime a cerca de 400°C). Isto altera temporariamente a estrutura cristalina na linha de dobragem, tornando-a altamente dúctil.
- O compromisso da engenharia: Embora o aquecimento localizado resolva o problema da dobragem, reduz permanentemente a têmpera nessa zona específica para um estado "O" (recozido). Se essa dobra for um ponto de suporte de carga na sua montagem, os engenheiros devem ter em conta esta perda localizada de tensão de cedência ou especificar um processo de envelhecimento artificial pós-soldadura para restaurar as propriedades T6.
Conceção para fabrico (DFM) Dicas para dobrar alumínio
Uma peça que parece perfeita num ambiente CAD 3D pode facilmente transformar-se numa dispendiosa sucata no chão de fábrica se a interferência geométrica for ignorada. Quando o alumínio se dobra, o material no exterior do eixo neutro estica-se e flui. Se as caraterísticas do seu desenho estiverem demasiado próximas deste movimento, irão distorcer-se.
A regra 2t para a colocação de furos
A colocação de um furo ou ranhura demasiado perto de uma linha de dobragem é a principal causa de falhas de montagem. À medida que o metal se estica, o furo é puxado para uma forma de "ovo".
- A física do fracasso: Se um furo estiver dentro da zona de deformação, a tensão de flexão concentra-se na borda do furo, fazendo com que o material ceda de forma desigual. Isto não distorce apenas o furo; enfraquece toda a dobra.
- O padrão DFM: Mantenha sempre o bordo de qualquer orifício a uma distância de, pelo menos, 2 vezes a espessura do material (2t) do início do raio de curvatura. Para componentes aeroespaciais de alta precisão, recomendamos frequentemente 3t para garantir uma estabilidade dimensional absoluta e evitar o abaulamento lateral do material.
Alívios de curvatura para flanges
Se estiver a dobrar um flange no centro de uma peça (em vez de em toda a largura), os cantos onde a dobra começa rasgar-se-ão devido à imensa tensão de corte.
- A solução: Conceba um relevo de dobragem - um pequeno entalhe cortado no padrão plano nas extremidades da linha de dobragem. A largura do relevo deve ser pelo menos igual à espessura do material e estender-se ligeiramente para além do raio de curvatura. Isto isola as forças de estiramento, permitindo que o metal se dobre de forma limpa.
A economia da normalização
A normalização dos seus raios de curvatura num único projeto não só melhora a qualidade consistente, como também reduz o tempo de configuração. Se todas as flanges do seu chassis utilizarem um raio interno de 3 mm, o operador da prensa dobradeira só precisa de configurar uma combinação de punção e matriz. Ao reduzir o número de trocas de ferramentas, reduz drasticamente o tempo de inatividade da máquina, levando a tempos de resposta mais rápidos e a custos de fabrico mais baixos.
Nota final de Shengen
Na Shengen, combinamos estes princípios de engenharia com mais de uma década de experiência prática em prototipagem rápida e produção em massa. Quer necessite de ajuda para selecionar a liga certa ou para otimizar o seu CAD para a prensa dobradeira, a nossa equipa está aqui para garantir que o seu projeto é entregue a tempo e dentro das especificações.
Problemas com alumínio rachado ou retorno elástico imprevisível? > Não deixe que uma má dobra estrague a sua produção. Na Shengen, os nossos engenheiros analisam todos os raios, direcções de grão e têmpera da liga antes da primeira passagem pela prensa dobradeira.
Carregue hoje os seus ficheiros CAD para uma análise DFM gratuita e obter um orçamento rápido no prazo de 24 horas. Vamos construí-lo corretamente à primeira.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Texturização a laser de metais: preparação, DFM e controlo de custos


Puncionamento vs corte a laser: Custo, velocidade e vantagens DFM
