
PPAP, FAI 및 CPK - 엔지니어가 알아야 할 품질 관리 용어
도면과 완벽하게 일치하는 새 금속 부품을 출시했는데 나중에 조립이 맞지 않는 것을 발견한 적이 있나요? 또는 다음과 같은 부품을 받은 적이 있나요?
도면과 완벽하게 일치하는 새 금속 부품을 출시했는데 나중에 조립이 맞지 않는 것을 발견한 적이 있나요? 또는 다음과 같은 부품을 받은 적이 있나요?

판금 제조에서 정밀도는 단순한 목표가 아니라 필수 요건입니다. 0.2mm의 오차만 있어도 도어 패널이 다음과 같은 문제를 일으킬 수 있습니다.

판금 생산 아웃소싱은 비용 절감의 지름길이 아닌 전략적 결정이 되었습니다. 2024년 딜로이트 제조업 설문조사에 따르면, 전 세계 판금 생산량의 65% 중

판금 설계에서는 구멍과 같은 작은 디테일이 제품의 전문성 여부를 결정할 수도 있고 조립에 실패할 수도 있습니다. 많은 엔지니어가 직면하는 문제

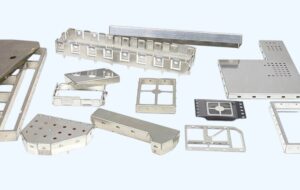
올바른 판금 두께를 선택하는 것은 프로젝트의 성패를 좌우할 수 있습니다. 이는 제품이 얼마나 튼튼하고 가벼우며 비용 효율적인지를 결정합니다.

의료 장비 인클로저는 단순한 보호 쉘이 아니라 안전, 멸균, 수명, 세척 용이성 및 규정 준수에 직접적인 영향을 미치는 인터페이스입니다. A


리드 타임은 판금 작업의 모든 단계에 영향을 미칩니다. 계획, 테스트 일정, 제품이 시장에 출시되는 속도에 영향을 미칩니다. 팀

안정적인 기계 프레임은 첫날부터 정확성을 보호합니다. 하중이 가해졌을 때 베이스가 움직이지 않으면 전체 기계가 더 부드러운 동작으로 작동하고

많은 공장에서 로봇은 부품을 조립하는 것보다 잘못 정렬된 부품을 수정하는 데 더 많은 시간을 소비합니다. 자동화는 처리하는 부품만큼만 성능을 발휘합니다. 잘 설계된

재생 에너지가 증가함에 따라 에너지 저장 시스템은 현대 전력망의 구조적, 안전적 중추가 되고 있습니다. 각 배터리 캐비닛 또는 인버터 하우징은 정확하게

모든 제품에는 디자인 데이터 및 서비스 기록과 연결되는 일련 번호, 바코드 또는 로고와 같은 고유한 아이덴티티가 필요합니다. 다음과 같은 산업에서

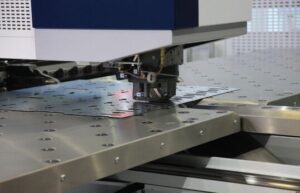
최신 판금 제조는 레이저 커팅과 금속 스탬핑이라는 두 가지 핵심 방법에 의존합니다. 두 가지 방법 모두 정밀한 금속 부품을 제작하지만, 다음과 같은 점에서 매우 다른 목표를 달성합니다.

구멍 하나가 사소해 보일 수 있지만 판금 제조에서는 전체 생산 속도를 결정할 수 있습니다. 잘못 배치되거나 크기가 작은 구멍 하나만 있어도
모든 회로는 전자기 에너지를 방출하고 수신합니다. 제어하지 않으면 이러한 신호가 인클로저를 통해 누출되어 주변 구성 요소에 결합됩니다. 이것이 바로 전자기 간섭(EMI)이며, 더 높은 주파수에서는 무선 주파수 간섭(RFI)이 됩니다.