シートメタルの正確な曲げ加工は、プロジェクトの成否を左右します。曲げ代は、部品の寸法、材料の使用、組み立てに影響します。このガイドでは、曲げ代とは何か、なぜ重要なのか、より良い結果を得るためにどのように曲げ代を使うことができるのかを説明します。
曲げ代がどのように機能するのかを明確に理解するためには、曲げ代に影響を与える主な要因を見ていく必要があります。また、曲げ代を計算する簡単な方法も確認する必要があります。最後に、実践的な例をいくつか見てみましょう。これで、毎回正確な曲がりを作ることができるようになります。
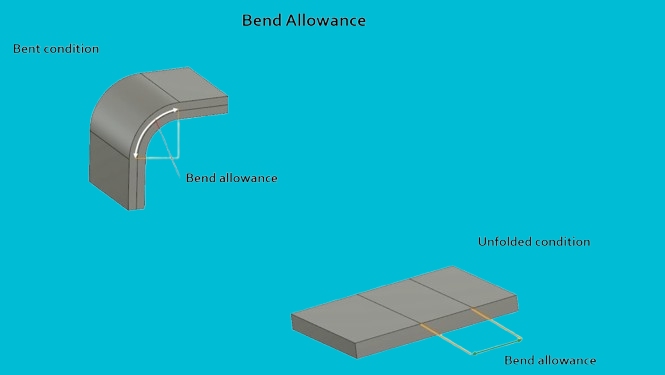
曲げ代とは、曲げ線と曲げ線の間の金属の曲がった長さのこと。曲げ部分にどれだけの材料が必要かを示します。金属が曲がるとき、外側はわずかに伸び、内側は圧縮されます。曲げ代はその変化を測定します。
曲げ代は、材料の種類、厚さ、曲げ角度、内半径などの要素によって異なります。部品を曲げるたびに長さが増えるので、それを無視すると間違ったサイズになってしまいます。曲げ代を計算することで、曲げる前に平面パターンを調整することができます。これにより、完成品が正しく仕上がるようになります。
板金を正確に曲げるには、材料の内部で何が起こっているかを知る必要があります。これらの変化は、最終部品の形状、長さ、フィット感に影響します。
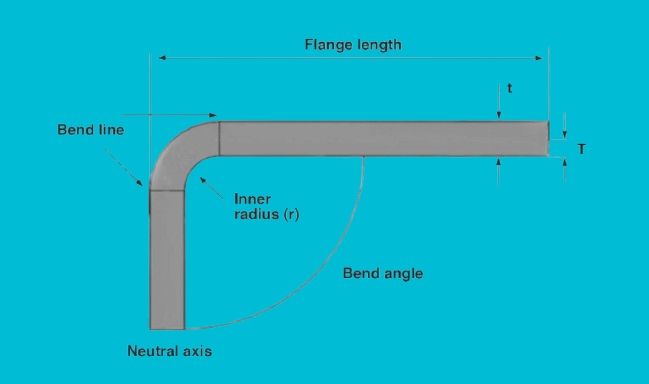
ベンドラインは曲げの開始点を示す。この線の片側では、金属は圧縮される。反対側は伸びる。両者の間にあるのが中立軸です。この線は、金属が曲がっても同じ長さを保ちます。
ほとんどのベンドでは、中立軸はベンドの内側に向かってずれる。中心ではありません。例えば、厚さ1.0mmの鋼材の90°ベンドでは、中立軸は内面から約0.4mmの位置にあることが多い。この値は、材料の種類や曲げ半径によって変化します。
について Kファクター は中立軸の位置を定義する。この式で計算される:
K = t / T
一般的なKファクターの値:
例えば、厚さ2mmの冷間圧延鋼板を加工し、測定したKファクターが0.45だったとします。中立軸は内面から0.9mmの位置にあります。このデータは、フラットパターンの長さ計算を正確に保つのに役立ちます。
曲げ加工に必要な材料の量には、いくつかの要因が影響します。それぞれの要因によって、成形中の金属の伸び縮みが変わります。
金属によって伸び方は様々です。アルミニウムのような柔らかい素材は、より簡単に曲がり、より小さな力で済みます。ステンレス・スチールのような硬い金属は、より大きな力を必要とし、次のようなことがあります。 スプリングバック 曲げたらもっと。
例えば、アルミニウム5052は曲げやすく、曲げ代を小さくすることが多い。ステンレス304は曲げに強く、割れを防ぐために曲げ半径を大きくする必要があります。材料の延性と引張強度は、圧力下でどのように反応するかが鍵となります。
高炭素鋼を曲げる場合は、曲げすぎや部品の歪みを避けるため、許容範囲を増やす必要があります。金属の機械的特性を常に考慮してください。
厚いシートほど曲げ時に伸びる。厚みが増すと、曲げ面積が長くなります。つまり、より高い曲げ代が必要になります。
例えば、厚さ3mmの鋼板を90°曲げる場合、同じ角度と半径の場合、厚さ1mmの鋼板よりも長い曲げ代が必要になります。これは一般的なルールですが、厚みが増すと曲げ代も増えます。
また、厚いシートは中立軸を内面から遠ざける。これはKファクターに直接影響し、フラットパターンを長くします。必ず実際の厚みで測定または計算してください。
について 曲げ半径 は曲げの内側カーブ。半径が小さいと外面がより伸びるため、曲げ代が増える。半径が大きいと伸びが少なくなり、曲げ代が少なくてすみます。
例えば、1.5 mmの鋼板を1.5 mmの半径で曲げる場合、同じ鋼板を3 mmの半径で曲げる場合よりも多くの曲げ代が必要になります。半径が小さいと、特に硬い材料では割れが生じる危険性があります。
曲げ半径を板厚に合わせるのが良い方法です。軟鋼の場合、通常、板厚と同じ半径(1T) が安全である。アルミニウムの場合は、もっと小さくてもよいことが多いが、ステンレス鋼の場合は、1.5T以上の半径を検討すること。
曲げ角度とは、板を曲げる角度のことで、単位は度。角度が鋭ければ鋭いほど、金属は伸びる。つまり、曲げ角度が大きいほど、より多くの許容量が必要になります。
90°ベンドは、45°ベンドよりもベンドゾーンに多くの材料を必要とする。135°曲げでは、さらに伸び、より長いフラット・レイアウトが必要になります。以下は、半径1mmの鋼板を使った簡単な比較です:
角度が高ければ高いほど、フラットパターンは素材の伸びを補わなければならない。
正確なフラット・パターンを作るには、曲げ代を正しく計算する必要があります。このセクションでは、その方法を順を追って説明します。
最も広く使われている曲げ代の計算式は以下の通り:
BA = (π × A × (R + K × T))/ 180
どこでだ:
この式は中立軸の円弧の長さを示し、正確な結果を得るために平らな長さに加えるものである。
例を見てみよう。
材質アルミニウム 5052-H32
厚さ(T):2 mm
内側半径 (R): 2 mm
曲げ角度(A):90
Kファクター: 0.38
ba = (3.1416 × 90 × (2 + 0.38 × 2))/ 180
2 + (0.38 × 2) = 2.76
3.1416 × 90 × 2.76 = 779.06
779.06 / 180 = 4.33 mm
曲げ代は4.33mm。曲げを考慮し、これをフラットパターンに加えます。
この2つの方法は、曲げられた部品の平らな長さを計画するのに役立つ。どちらも便利ですが、使い方は異なります。
ベンド・アローアンス(BA) は曲げの弧の長さで、中立軸に沿って測る。平らな長さの合計に加えます。曲げ角度、半径、Kファクターがわかっている場合に使用する。
ベンド・デダクション(BD) は、フラット・パターンを得るためにフランジの長さの合計から引く量です。同じベンドに基づきますが、外寸を使用します。
用途 曲げ許容値 曲げの内側から計算する場合、または既知の半径と材料の値から作業する場合。CADやCNCソフトウェアでよりコントロールしやすくなります。
用途 ベンド控除 特に手書きのレイアウトや単純な平面図において、部品の外側から外側までを測定する場合に使用します。フランジの長さがわかっているプレスブレーキ作業でよく使われる。
スタート地点が違うだけで、最終的にはどちらも同じ平坦の長さになる。
ベンド・アローアンスとベンド・ディダクションは、この計算式を使って変換することができる:
BD = FL1 + FL2 - BA - フラット全長
しかし、ほとんどの使用例では、このシンプルなバージョンが使われている:
BD = FL1 + FL2 - フラット長さ
あるいは、もっと一般的なものだ:
フラット長 = FL1 + FL2 - BD
簡単な例を挙げよう:
それからだ:
平らな長さ=30+40-曲げ減点
または
フラットの長さ=30+40+BA-2×アウトサイドセットバック
BAとBDのどちらを選ぶかは、パーツの測定方法や設計方法によって異なります。金型セットアップやCADプロセスに合った方を使用してください。
曲げ代を正しくすることで、フィット感が向上し、スクラップが減り、生産がスムーズになります。ここでは、正確で再現性の高い曲げ加工を維持する方法をご紹介します。
いくつかの再現可能なステップに従うことで、試行錯誤を減らすことができる。一度セットアップを調整すれば、バッチをまたいでも結果は信頼できる。
曲げ代とは、曲げ加工時の材料の伸びを考慮し、平面パターンに追加する長さのことです。曲げ代は、完成品のサイズと形状を正確にするのに役立ちます。材料の種類、厚さ、曲げ角度、曲げ半径、Kファクターなどの要素は、すべて曲げ代に影響します。
正確な板金曲げ加工やプロトタイピングでお困りですか?当社のエンジニアがお客様の次のプロジェクトをサポートいたします。 無料ご相談・お見積もり.
過去10年間、私はさまざまな形態の板金加工に没頭し、さまざまなワークショップでの経験から得たクールな洞察をここで共有してきた。
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。
1営業日以内にご連絡いたします。接尾辞が"@goodsheetmetal.com "のメールにご注意ください。