スポット溶接とは何ですか?どのように機能しますか?
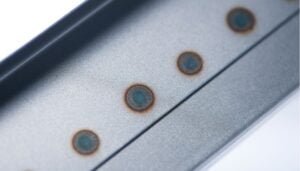
スポット溶接は、金属板の接合に使われる抵抗溶接の一種である。2枚の金属の接触点に熱を加えることで機能する。この熱は、大電流が金属を通過する際に発生する。熱は接触点の金属を溶かし、溶接部を形成する。
このプロセスでは、2つの銅合金電極を使用する。これらの電極は、金属板をつなぎ合わせるために圧力をかけながら、小さなスポットに電流を集中させる。加圧により、溶接中のシートは所定の位置に保持される。スポット溶接は通常、厚さ0.5~3ミリの板に使用される。