滑らかな表面と精密な公差を達成しようとすると、エンジニアはしばしば困難に直面します。粗い仕上げは、摩擦を増加させ、摩耗を引き起こし、部品の性能を低下させ、コストと時間の浪費につながります。ラッピングは、これらの問題に対処する確実な方法を提供します。精度と表面品質を向上させ、部品の性能向上と長寿命化に貢献します。
ラッピングは最初は複雑に見えるかもしれない。しかし、その仕組みを理解すれば、このプロセスは簡単で実用的なものになります。ラッピングがどのように機能するのか、そしてなぜエンジニアがラッピングに頼るのか、ぜひ読み進めてほしい。
ラッピングは、2つの表面を研磨材でこすり合わせるプロセスです。研磨材はパウダー、ペースト、スラリーなどがあります。ワークピースから微量の材料を取り除きます。ラッピングの目的は、滑らかな表面を作り、わずかな形状誤差を修正し、正確な寸法を得ることです。
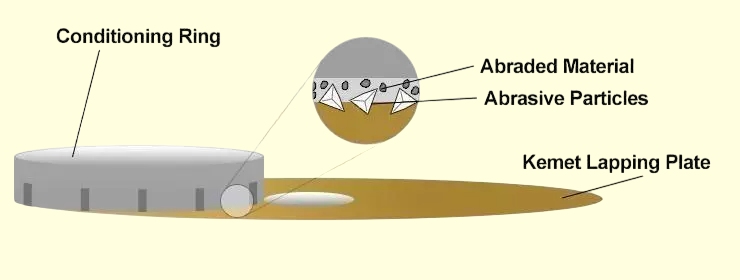
ラッピングでは、ワークピースは研磨スラリーが塗布されたラッピングプレートまたは工具の上に置かれます。ワークピースとラッピング面は、通常は制御されたパターンで互いに動きます。砥粒は小さな切削工具のような役割を果たし、高い部分をゆっくりと削って表面を滑らかにします。
ラッピングは、正確な結果を生み出すシンプルな原理に基づいています。高精度を達成するための基本的な力学に依存しています。
ラッピングの秘密は、ワークとラッピングプレートの間に研磨粒子を均一に広げることにあります。表面が互いに動くと、粒子は高い部分を摩耗し、低い部分を研磨します。この工程により、うねりの少ない平坦度の高い表面が形成されます。ラッピングはミクロン単位の公差に達することができるため、精度が重要な用途に最適です。
砥粒はラッピングの心臓部です。砥粒にはさまざまなサイズと材質があり、複雑なワークと希望する仕上げに応じて選択します。粗い砥粒は材料を素早く除去し、細かい砥粒は表面を鏡のように磨き上げます。
キャリア液も同様に重要である。通常、油や水は研磨粒子を浮遊状態に保ちます。研磨粒子をラッププレート全体に均一に広げます。また、熱や摩耗した材料の微粒子を取り除きます。これにより、切断が一定に保たれ、ラップの目詰まりが防止されます。
粗い部品を精密部品に変えるには、簡単なプロセスが必要です。以下の手順に従って、その方法を学んでください。
ラッププレートの準備から始める。定盤を研磨剤でこすり、コンディショニング(ドレッシング)する必要がある。こうすることで、新しい砥粒を保持できる表面ができる。次に、適切な研磨スラリーを選ぶ。研磨剤の種類と粒度を、素材と要求される仕上げに合わせます。スラリーを定盤全体に均一に広げます。
ラップ・プレートの上にワークを置き、軽く安定した圧力をかけます。クロスハッチまたは8の字パターンでワークを動かし、表面上の摩耗を均一にします。研磨粒子は小さな切削工具として機能し、通過するたびに薄い材料層を除去します。作業者はしばしば、材料を素早く除去するために粗い砥粒から始め、その後、より微細な砥粒に切り替えて使用します。 研磨.この一連の作業によって、表面は望ましい滑らかさになる。
ラッピング後、ワークには使用済みのスラリーが塗布される。溶剤で十分に洗浄し、研磨剤の痕跡をすべて取り除きます。その後、部品の精度を検査する。光学式平坦度計やレーザー干渉計で平坦度を測定し、プロフィロメーターで表面仕上げをチェックする。最終的な部品は、厳しい寸法と平滑度の基準を満たさなければならない。
ラッピングは、部品、精度のレベル、生産ニーズに応じて、さまざまな方法で行うことができます。それぞれの手法には、コントロール、スピード、精度において利点があります。
手作業によるラッピングでは、作業者は研磨スラリーを塗布した平板の上に被加工物を置き、円運動または8の字運動で被加工物を手で動かします。この方法はコントロール性に優れ、小さな部品に適している、 プロトタイプまたは微調整が必要な作業に適している。しかし、手作業によるラッピングは時間がかかり、オペレーターの技量に左右されるため、大量生産には向かない。
自動ラッピングマシンは、機械システムまたはCNC制御を使用して、プレートを横切ってワークを移動させます。一貫した圧力、速度、動きを適用し、精度と再現性を向上させます。CNCシステムはまた、正確なパラメーターでプログラムすることができ、人為的ミスを減らすことができる。これらのマシンは、効率性と一貫性が不可欠な、中規模から大規模の生産に最適です。
片面ラップ加工は、部品の片面を一度に加工します。ワークピースはラップ定盤の上に置かれ、研磨材は露出した上面に作用します。標準的で汎用性の高い方法です。
両面ラップは、部品の両面を同時に加工します。この機械は、回転する対向する2枚のラッププレートの間にキャリアで部品を保持します。この方法では、両面の平行度が非常に高くなります。また、シリコンウエハーや精密ベアリングのような大ロットの部品を処理する場合、より高速に処理することができます。
いくつかの重要なパラメータが、ラッピングの品質と効率を制御します。これらの要因を調整することで、エンジニアは除去率、表面の滑らかさ、寸法精度をコントロールすることができます。
表面速度と圧力は、材料除去の主な原動力である。
エンジニアは、部品の品質を損なうことなく精度を達成するために、これらの設定のバランスをとる。
研磨粒子は、ラッピングのための切削工具として機能する。
粒子の大きさが一定であることが重要である。粒度分布が不均一だと、傷や不規則な仕上げが現れます。ほとんどのプロセスでは、作業者は粗い研磨材から始め、要求される仕上げに達するまで、より細かい等級へとステップダウンしていきます。
潤滑剤や冷却剤は、研磨材を浮遊させ、自由に動くようにします。摩擦を減らし、熱を制御し、屑を洗い流します。
適切な潤滑がないと、粒子がワークピースに固まったり食い込んだりして、キズや不均一な切削、表面品質の低下を招きます。清潔でよく手入れされたスラリーは、再現性のある高精度の結果を保証します。
ラッピングの成功は、プロセスのセットアップがいかに部品にマッチしているかにかかっています。主な要因には、材料の種類、研磨剤の選択、ラッププレートの状態が含まれます。それぞれが表面精度と仕上げ品質に直接的な役割を果たします。
被加工物の硬度と靭性によって、ラッピングに対する反応が決まる。
研磨剤の選択は、被加工物と仕上げ要求の両方に適合していなければなりません。
ラッププレートは研磨材を運び、材料除去の質を決定する。
ラッピングは、部品が非常に滑らかな表面と正確なサイズを必要とする場合に使用されます。標準的な機械加工では不可能な仕上げや公差を実現できるため、高性能部品には欠かせません。
ラップ加工は、表面を極めて滑らかに、時にはナノメートルレベルまで仕上げることができます。微細な砥粒を使用することで、研磨されたような、あるいは鏡のような外観を得ることができます。典型的な例 表面粗さ Raは0.1~0.01ミクロンで、材質と研磨剤によって異なる。
ラッピングの主な強みの一つは平坦性である。このプロセスは、大きな表面であっても数ミクロン以内の平坦度を維持することができます。圧力、研磨剤のサイズ、加工時間を注意深く管理すれば、非常に厳密なサイズコントロールも可能です。
ラッピングは、極めて平坦で滑らかで正確な表面を実現する、エンジニアリングにおける精密仕上げプロセスです。キャリア媒体に懸濁させた研磨粒子を使用して、材料を徐々に除去していきます。適切なセットアップ、研磨剤の選択、検査により、一貫した高品質の結果が得られます。
部品に精密で高品質な表面が必要な場合、 チームへのお問い合わせ ラッピングがお客様の技術要件をどのように満たすことができるか、ご相談ください。
過去10年間、私はさまざまな形態の板金加工に没頭し、さまざまなワークショップでの経験から得たクールな洞察をここで共有してきた。
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。
1営業日以内にご連絡いたします。接尾辞が"@goodsheetmetal.com "のメールにご注意ください。