
医療機器OEMとは:知っておくべきすべてのこと
医療機器相手先ブランド製造業者(OEM)は、他の企業のために医療機器を設計・製造する企業である。自社ブランドで製品を販売することはない。その代わり、製品を市場に送り出すために必要な技術的・生産的作業を行う。OEMは、初期段階の開発、プロトタイプテスト、規制遵守、大規模製造をサポートすることができる。
医療機器相手先ブランド製造業者(OEM)は、他の企業のために医療機器を設計・製造する企業である。自社ブランドで製品を販売することはない。その代わり、製品を市場に送り出すために必要な技術的・生産的作業を行う。OEMは、初期段階の開発、プロトタイプテスト、規制遵守、大規模製造をサポートすることができる。

付加価値組み立ては、単に部品を組み立てるだけではありません。それは、いくつかのステップを1つのサービスに統合するプロセスです。サブアセンブリー、配線、固定、梱包のために異なるベンダーに部品を送る代わりに、1つのプロバイダーが同じ屋根の下ですべてを処理します。これにより、ハンドオフが減り、生産がスムーズに流れます。
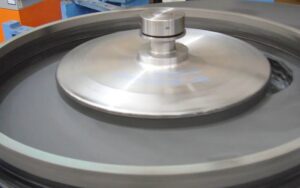
ラッピングは、2つの表面を研磨材でこすり合わせるプロセスです。研磨材はパウダー、ペースト、スラリーなどがあります。ワークピースから微量の材料を取り除きます。ラッピングの目的は、滑らかな表面を作り、わずかな形状誤差を修正し、正確な寸法を得ることです。
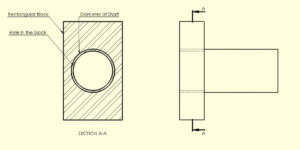
はめあいとは、機械的な組み立てに不可欠な要素である。2つの部品(多くの場合、穴とシャフト)がどのように接続され、どのように機能するかを表します。はめあいによって、部品が自由に動くか、きつくロックされるか、あるいはその中間に留まるかが決まる。

蒸気研磨は、化学蒸気を使用してプラスチック部品の表面を滑らかにする仕上げ工程です。このプロセスは、部品を密閉されたチャンバー内に置くことから始まります。塩化メチレンのような化学物質が蒸気になるまで加熱されます。この蒸気がプラスチックに接触すると、わずかに溶けて外層を再形成する。この再形成により、粗い点、傷、小さな跡が埋まる。

光輝浸漬陽極酸化は化学的仕上げ工程である。まず、部品を洗浄し、脱脂します。その後、金属を滑らかで光沢のある状態にする化学浴に入れます。その後、部品を陽極酸化処理し、保護酸化層を形成します。最後に、この層を密閉し、表面の耐食性と輝きを維持します。

PVDFコーティングは、ポリフッ化ビニリデン樹脂から作られた高性能の保護層です。優れた耐候性、耐薬品性、色持ちで知られています。腐食、紫外線、摩耗から表面を保護します。

ホーニングは研磨砥石を使用して少量の材料を除去し、表面仕上げを向上させるが、ラッピングは表面間の研磨スラリーに依存して高精度を実現する。ホーニングは、公差の厳しい円筒形の部品に適しています。ラッピングは、平らな面や極めて高い精度が必要な場合に適しています。どちらの加工も摩擦を減らし、耐久性を向上させ、高性能部品をサポートします。

受託組立とは、外部のパートナーと協力して、部品、サブアセンブリー、完成品を組み立てることである。顧客は部品を供給することも、プロバイダーに調達を依頼することもできる。その後、プロバイダーは与えられた指示に従って製品を組み立てる。この方法によって、企業はコストを抑え、リスクを低減し、本来の業務に集中することができる。

アルミニウム圧延とは、アルミニウムのインゴットまたはスラブを、回転するローラーを使ってより薄い形状にプレスすることです。圧延方法にもよりますが、アルミニウムは通常、加熱または室温に保たれた大きなブロックから始まります。ローラーが押し下げられると、金属が圧迫されて引き伸ばされ、正確な厚さとサイズの平らな板になります。

アルミニウム等級は、その中心元素によって合金をグループ化した番号付きシリーズです。各シリーズは異なる特性を提供します。例えば、6000シリーズは強度と溶接性に優れています。適切な等級は、強度、耐食性、加工のしやすさなどのニーズをバランスよく満たしています。

エポキシ・コーティング・アルミニウムは、アルミニウムをエポキシ樹脂の薄い均一な層で覆ったものです。樹脂は表面にしっかりと接着し、強靭な保護シェルを形成します。このシェルは、湿気、化学薬品、摩耗に対するバリアとして機能します。また、表面に滑らかな仕上げを施し、透明または着色することができます。

ジオメット・コーティングは、亜鉛とアルミニウムのフレークから作られる水性の保護膜です。金属部品の表面に薄く均一な膜を形成します。この層は水分、塩分、化学物質を遮断し、錆や摩耗を防ぐのに役立ちます。クロムのような重金属を含まないため、作業員にとって安全であり、環境にも優しい。

亜鉛メッキ鋼板のスタンピングは、亜鉛メッキ鋼板をカスタム部品に成形するプロセスです。スタンピングの前に、スチールは亜鉛の薄い層でコーティングされ、錆や表面の損傷を防ぐバリアを形成します。スタンピング工程では、金型とプレス機を使用して、鋼板を特定の形状に切断、曲げ、作成します。

ターンキー製造とは、エンド・ツー・エンドのサービスである。ターンキー・アプローチとは、顧客がすべてを管理するメーカーにプロジェクトを引き渡すことを意味する。プロバイダーは、製品設計、プロトタイプ作成、材料調達、生産、組み立て、テスト、梱包を監督します。顧客は、使用または販売の準備が整った最終製品を受け取る。

OEMはOriginal Equipment Manufacturerの略で、ODMはOriginal Design Manufacturerを意味する。OEMはバイヤーのデザインに基づいて商品を生産することに重点を置く。一方、ODMは、自社のデザインから製品を開発し、他社のブランドで販売する。どちらのアプローチも、企業がアイデアを市場に投入するのに役立つが、コントロール、コスト、柔軟性において違いがある。