青銅は強靭で耐食性に優れ、機械加工に最適です。高精度で耐久性のある部品を作るのに役立ちます。多くの産業がそのユニークな特性のために青銅に依存しています。しかし、何が青銅をそれほど特別なものにしているのでしょうか?そしてどのように加工するのでしょうか?それを分解してみましょう。
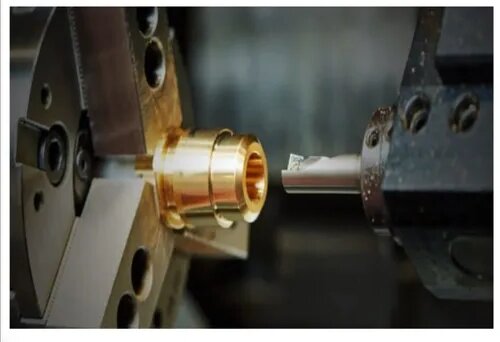
青銅の機械加工は、旋盤、フライス盤、またはCNCマシンのようなツールを使用して青銅を部品に成形することを含む。青銅は強く、腐食に強く、高摩擦環境でも機能するため、ベアリング、ギア、海洋部品に最適です。青銅の加工には、品質と精度を確保するための技術と適切なツールが必要です。
青銅の機械加工が、あなたのプロジェクトにどのような利点をもたらすか、興味はありませんか?このガイドでは、材料特性、加工方法、より良い部品を作るための実践的なヒントについて説明します。
青銅の機械加工は、特定の形状やコンポーネントを作成するために青銅ワークピースから材料を除去するプロセスです。フライス加工、旋盤加工、ドリル加工、タッピング加工などが含まれます。それぞれの技術は、青銅のユニークな特性を効果的に使用するために、特定のツールと設定を必要とします。
ブロンズにはいくつかの重要な利点があり、多くの用途に使用されています。そのユニークな特性の組み合わせは、他の金属とは一線を画しています。
青銅は特に海洋および屋外の環境の腐食に対して非常に抵抗力があります。鋼鉄のように錆びることはなく、さらに劣化から金属を保護するパティーナを形成し、過酷な条件下でも青銅部品を何十年も長持ちさせます。
ブロンズは、他の多くの金属よりも加工が早い。ブロンズを加工する場合、工具の摩耗は一般的に少なく、ほとんどの合金は、大規模な後処理なしで優れた表面仕上げを達成することができます。
青銅は強度と延性のバランスがとれている。鋼ほどの強度はありませんが、多くの用途に十分な強度を提供する一方、もろさは少なくなっています。熱伝導率が高いため、熱を伝える必要のある部品に最適です。
青銅合金にはいくつかの種類があり、それぞれが特定の用途に適したユニークな特性を持っています。これらの違いを知ることは、正しい材料を選ぶのに役立ちます。
リン青銅は銅、スズ、0.5-1%のリンを含む。強度が高く、バネ性に優れ、耐疲労性に優れています。この合金は機械加工がよく、滑らかな仕上がりになります。
アルミニウム青銅は銅とともに5-12%アルミニウムを含みます。この合金は、高強度、優れた耐摩耗性、特に海水中での優れた耐食性を提供します。機械加工は他の青銅より複雑ですが、ヘビーデューティー用途の耐久性のある部品を生産します。
シリコン青銅は約3-4%のシリコンを含み、鋳造性と溶接性に優れています。優れた耐食性と適度な強度があります。この合金は鋭利な工具でよく加工し、きれいな切削ができます。
鉛入り青銅は、1-11%の鉛を含み、切削時に切屑ブレーカ ーとして作用し、被削性を向上させる。小さくて除去しやすい切りくずを生成し、切削速 度の高速化を可能にします。
青銅の加工には、慎重な計画と実行が必要です。以下の手順に従って、高品質な結果を達成し、工具の寿命を延ばしましょう。
異なる青銅合金はユニークな特性を持っています。有鉛青銅は優れた加工性を提供しますが、アルミニウム青銅はより鋭い工具と低速を必要とします。強度、耐摩耗性、アプリケーションのニーズに基づいて合金を選択します。
青銅には超硬工具か高速度鋼工具を使用する。超硬は長持ちし、より複雑な合金を扱える。鋭く、ハイポジティブレーキの工具は、切削 力を低減し、切りくず処理を改善します。
振動を避けるため、ワークを適切に固定してください。工具のオーバーハングを最小限に抑えた剛性の高いセットアップを使用してください。適切なクランプは安定性を確保し、加工中のびびりを防ぎます。
オーバーヒートを防ぐため、適度な速度と送りを維持する。有鉛青銅は高速加工が可能ですが、より複 雑な合金は低速加工が必要です。速すぎると工具が摩耗し、遅すぎると表面仕上げが悪くなります。
クーラントは熱の蓄積を抑え、工具寿命を延ばします。切屑の流れを良くし、切削をスムーズにするために、油性潤滑剤を使用する。鉛入り青銅の場合、過度のクー ラントは、ビルドアップエッジ形成の 原因となるので避けること。
旋削加工には、すくい角の大きい鋭利なチップを使用する。クライム加工は、フライス加工の摩擦と熱を低減する。ドリル加工では、切り屑の詰まりを防ぐため、ペッキングサイクルでゆっくりとした送りを使用する。
青銅は、快削材種で小さな切屑を生成する。複雑な合金は、適切な速度と工具形状で、長くて筋状の制御切屑を生成することができる。研磨やリーマ加工は、精密部品の表面仕上げを改善する。
青銅は様々な加工方法で成形することができる。それぞれの加工法には利点があり、特定の用途に適しています。ここでは、最も一般的な技術の内訳を説明します:
正しい工具の選択は、ブロンズ加工での成功に劇的な影響を与えます。スマートな工具の決定は、より少ない労力でより良い部品につながります。
適切な切削工具は、ブロンズ加工をより効率的にし、より良い表面仕上げを生み出します。工具の材質と形状は、どちらも工具の性能に重要な役割を果たします。
いくつかの工具材料はブロンズと相性が良く、それぞれに利点がある:
工具コーティングでは、TiNはブロンズ加工に優れた耐摩耗性を提供する。しかし、多くの機械工は、ブロンズ用の非コーティング工具を好む。
適切な速度と送りは、生産性を最大化しながら、加工硬化と工具の損傷を防ぎます。適切なパラメータは、ブロンズタイプと工具材料によって異なります。
一般的な青銅合金の切削速度(超硬工具使用時):
鉛入りブロンズ(C83600):
リン青銅(C51000):
アルミニウム青銅(C95400):
シリコンブロンズ(C87300):
HSS工具の場合は、これらの速度を40~50%下げてください。
フィードレートも作業によって異なる:
これらの範囲は出発点です。特定の機械、工具の状態、ワークピースの要件に基づいて調整してください。
青銅の加工には、独自の課題が伴います。これらの問題とその対処法を理解することで、より良い結果を達成し、工具寿命を延ばすことができます。
青銅のユニークな特性は、それが様々な産業のための汎用性の高い材料です。ここではここでは、機械加工された青銅部品が様々な分野でどのように使用されているかをご紹介します。
青銅の機械加工は、耐久性のある高品質の部品を作るための多用途で不可欠なプロセスです。そのユニークな特性は、産業機械から海洋機器に至るまで、あらゆるもののための最初の選択肢となっています。異なる青銅合金を理解し、適切な工具を選択し、ベストプラクティスに従うことで、正確で効率的な結果を得ることができます。
専門家の指導や高品質のブロンズ加工をお探しなら、私たちにお任せください。 お問い合わせ 今すぐご相談ください。
過去10年間、私はさまざまな形態の板金加工に没頭し、さまざまなワークショップでの経験から得たクールな洞察をここで共有してきた。
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。
1営業日以内にご連絡いたします。接尾辞が"@goodsheetmetal.com "のメールにご注意ください。