
18/8ステンレス鋼とは?特性、用途、利点
18/8ステンレススチールは、主に鉄、クロム、ニッケルからなる合金です。クロムは錆びにくく、ニッケルは金属の安定性と輝きを維持します。典型的な配合は、18%のクロムと8%のニッケルに、鉄と微量の他の元素をバランスよく加えたものです。これらの異なる元素には、強度を増すために炭素やマンガンが含まれることもある。
18/8ステンレススチールは、主に鉄、クロム、ニッケルからなる合金です。クロムは錆びにくく、ニッケルは金属の安定性と輝きを維持します。典型的な配合は、18%のクロムと8%のニッケルに、鉄と微量の他の元素をバランスよく加えたものです。これらの異なる元素には、強度を増すために炭素やマンガンが含まれることもある。


冷間圧延鋼プレスは、鋼板を金型を使って特定の形状にプレスすることで金属部品を成形する。この工程は室温で行われます。これにより、寸法管理と表面品質が向上します。使用される鋼材はまず冷間圧延され、厚みを減らし強度を向上させるためにローラーに通されます。

CNCフライス加工の費用は、材料の種類、部品の設計、数量、機械時間、労働力によって異なります。平均的な価格は1時間あたり$50から$150です。よりシンプルなアルミ部品はより安価ですが、複雑なステンレス部品やプロトタイプはより高価です。何が価格に影響するかを知ることで、価格をコントロールすることができます。

深絞り金属プレスは金属成形法のひとつである。パンチを使ってシートメタルのブランクをダイに押し込む。パンチが動くと、金属が伸びて内側に流れ込みます。これにより、割れたり薄くなったりすることなく、深みのある部品ができます。この工程は冷間加工で行われるため、熱は加えられない。

曲げ半径とは、曲げの中心から金属の内面までの距離のこと。曲げがどの程度きついか、あるいは広いかを示す。半径が小さいほど、曲げは鋭くなる。半径が大きいと滑らかな曲がりになります。この値は、外側の端ではなく、曲げの内側を基準にしています。

金属鍛造は、圧縮力を利用して金属を成形する製造工程である。金属はまず設定温度まで加熱される。これにより金属は柔らかくなり、加工しやすくなる。次に、プレス、ハンマー、または金型と呼ばれる特殊な型を使って金属を成形します。この工程で、金属内部の結晶粒線が部品の形状に沿う。

アルミ鋳物は、アルミニウムを溶かして型に流し込んだものです。いったん冷えると、鋳型の形になります。このプロセスにより、余分な機械加工をすることなく、細部や複雑な部品を作ることが可能になります。鋳造法はまた、幅広いサイズと形状を可能にします。

ヘリカル・フライス加工は、らせん状の工具経路を使って金属を切削する方法である。カッターは円形の軌道を描きながら、ネジのように下向きに回転する。これにより、切削力が軽減され、熱がこもりにくくなり、切りくずの排出性が向上する。特に硬い素材の穴、ネジ山、ポケットの加工によく使われる。

直接金属レーザー焼結は、金属3Dプリンティングの一種である。レーザーを使って金属粉末を溶かし、固体の層にします。レーザーはデジタル設計ファイルに従います。各層は、最終的な部品が完成するまで、最後の層の上に融合されます。
このプロセスでは、金型や切削工具を必要としない。従来の方法では困難、あるいは不可能な形状を作ることができる。最終的な部品は丈夫で、機能的に使用できる。
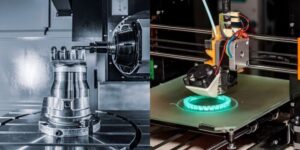
3Dプリンティングは、複雑な設計や迅速なプロトタイプに理想的な、レイヤーごとにパーツを構築します。CNCマシニングは、材料を削り取り、耐久性のある高精度のパーツを作成します。素材、予算、プロジェクトの目標によってお選びください。

ほとんどの金属、プラスチック、木材、紙ベースの製品はレーザー切断が可能です。ただし、PVC、ポリカーボネート、反射金属など、一部の素材は避けるべきである。これらは機械を損傷したり、有害なガスを放出したりする可能性があります。適切な材料の選択は、部品の機能、厚さ、エッジ品質のニーズによって異なります。

CNCレーザー切断は、集光されたレーザービームを使用して材料を切断するプロセスである。CNC」とはコンピュータ数値制御の略である。つまり、切断経路はソフトウェアによって制御されます。
レーザーはデジタル・デザイン・ファイルの指示に基づいて動く。熱で材料を切断します。このプロセスはクリーンで素早く、複雑な形状や細かいディテールに最適です。

SLAでは、より詳細で滑らかな仕上げが可能で、小さくて精密な部品に最適です。FDMは、より安く、より速く、シンプルで大きなデザインに適しています。理想的な選択は、パーツの用途、必要なディテール、予算によって異なります。精度と仕上げが最も重要な場合はSLAを。強度、サイズ、コストがより重要な場合は、通常FDMが勝ちます。

窒化チタン(TiN)はセラミック・コーティングである。メタリックな金色をしており、真空を使って金属表面に塗布される。コーティングは数ミクロンと小さいが、強靭である。
TiNは、摩耗、熱、腐食に耐える強固な外層を形成する。鋼、チタン、カーバイドなどの金属によく密着する。そのため、切削工具、金型、医療機器などに有用である。

ファイバー・レーザー切断は、高出力のレーザー・ビームを使用して金属を切断するプロセスである。ビームは光ファイバーケーブルから照射され、集光された光が表面の小さなポイントに照射される。その光は、材料が溶けるか蒸発するまで加熱する。窒素や酸素などのガスが溶けた材料を吹き飛ばす。これにより、きれいで狭い切り口が残る。