現代の製造業では、アルミニウムはその高い強度対重量比で珍重されている。しかし、加工業者にとっては「気難しい」金属である。比較的寛容な軟鋼とは異なり、アルミニウムは独特の結晶構造を持っているため、間違った方法で加工すると、オレンジ色の剥離、カジリ、致命的な破壊を起こしやすいのです。
完璧な曲げ加工を実現するには、合金の調質、内部曲げ半径、結晶粒の方向という3つの技術的変数のバランスを取る必要があります。このガイドでは、スクラップをなくし、製造コストを削減し、構造的完全性を確保するために必要な実用的データと物理的論理を提供します。
アルミニウムの曲げ加工では、合金シリーズが化学的性質を決定しますが、テンパー(硬度状態)がプレスブレーキに耐えられるかどうかを決定します。
プロのアドバイス 製造所試験報告書(MTR)を理解することは、調達に不可欠です。アルミニウムは自然に時効硬化するため、倉庫に数ヶ月間保管されていた材料は、より高い降伏強度を示し、より予測不可能になります。 スプリングバック 新鮮なストックよりも。
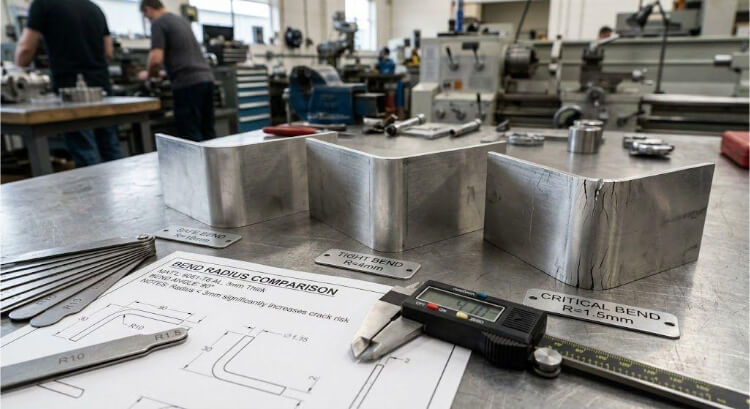
アルミニウムの設計で最もよくある間違いは、鋭すぎる内部半径を指定することです。アルミニウムを曲げると、外面は極度の張力を受けます。半径が小さすぎると、金属粒が分離し、構造的な欠陥につながります。
アルミニウムが折れる前に、表面はしばしばオレンジピールとして知られるざらざらした外観になります。
微小破壊を起こさずに曲げ加工を成功させるには、このR/t(Radius to Thickness)比を使用する:
アルミニウムの内角を「鋭く」設計してはならない。鋭利なパンチはくさびのように作用し、曲げの頂点で微小な裂け目を生じさせます。アセンブリが許容する最大の半径を常に指定してください。半径を大きくすると、構造的な完全性が向上するだけでなく、スプリングバックがより予測しやすくなるため、寸法の一貫性が高まり、セットアップコストの削減につながります。
板金加工において、アルミニウムは等方性材料ではありません(つまり、すべての方向で同じ挙動を示すわけではありません)。圧延工程では、金属は非常に大きな圧力を受け、内部の結晶構造をロールの方向に沿って伸長させます。CADのネスティング段階でこの「結晶粒方向」を無視することは、予測できない割れの主な原因となる。
アルミニウムの木目構造は、木材の木目のようなものだと考えてほしい。
エンジニアはしばしばジレンマに直面する。ある部品(箱型エンクロージャーなど)に複数の直角方向の曲げ加工が必要な場合、どうすればいいのだろうか?すべてのフランジを木目に沿って曲げることはできません。
スクリーン上で完璧な90度の角度を作るのは簡単ですが、プレスブレーキでそれを達成するには、アルミニウムの弾性記憶を考慮する必要があります。曲げ力を取り除くと、材料は元の平らな状態に戻ろうとします。
スプリングバックが発生するのは、曲げ部の外側と内側だけが塑性(永久)変形を起こすためです。材料の中心部は弾性を保ち、工具が持ち上がるとフランジを「引っ張る」。
寸法精度を達成するためには、加工者は意図的に部品を曲げすぎなければならない。例えば、プレスブレーキはフランジを85度まで押すようにプログラムされ、90度まで正確に弛緩する。
アルミニウムは、プレスブレーキ金型に使用される硬化鋼よりもかなり柔らかいです。この物理的な違いは、表面損傷と恐ろしい「カジリ」効果という2つの大きな製造リスクをもたらします。
むき出しのアルミニウムが高いトン数でスチール製Vダイと擦れ合うと、摩擦によって「カジリ」が発生することがあります。
構造上の完全性のために6061-T6が厳密に要求される設計でありながら、同時に厳しい要求がある場合。 曲げ半径 材料の限界を超えた場合、製造者は局所的なアニールによって金属の物理を操作しなければならない。
3D CAD環境では完璧に見える部品も、幾何学的干渉を無視すれば、現場では簡単に高価なスクラップになってしまいます。アルミニウムが曲がるとき、中立軸の外側にある材料は伸びて流れます。設計フィーチャーがこの動きに近すぎると、歪んでしまいます。
穴や溝を曲げ線に近づけすぎることは、組立不良の主な原因である。金属が伸びると、穴は「卵」の形に引っ張られる。
フランジを(幅全体ではなく)部品の中央で曲げる場合、曲げ始めの角は莫大なせん断応力によって裂ける。
単一のプロジェクトで曲げ半径を標準化することは、一貫した品質を向上させるだけでなく、セットアップ時間を短縮します。シャーシのすべてのフランジが3mmの内部半径を使用する場合、プレスブレーキオペレーターがセットアップする必要があるのは、パンチと金型の組み合わせ1つだけです。工具交換の回数を減らすことで、機械のダウンタイムを大幅に削減し、納期の短縮と製造コストの削減につながります。
Shengenでは、これらのエンジニアリング原則をラピッドプロトタイピングと大量生産における10年以上の実地経験と組み合わせています。適切な合金の選択、プレスブレーキ用CADの最適化など、私たちのチームはお客様のプロジェクトが納期通り、仕様内に納品されるようお手伝いいたします。
アルミニウムのひび割れや予測できないスプリングバックでお困りですか?> 曲げ不良で生産が台無しになることはありません。Shengenのエンジニアは、プレスブレーキで最初のヒットを行う前に、すべての半径、結晶粒の方向、および合金のテンパーを確認します。
今すぐCADファイルをアップロード 24時間以内にお見積もりをいたします。初めてでも安心してお任せください。
過去10年間、私はさまざまな形態の板金加工に没頭し、さまざまなワークショップでの経験から得たクールな洞察をここで共有してきた。
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。
1営業日以内にご連絡いたします。接尾辞が"@goodsheetmetal.com "のメールにご注意ください。