板金公差とは?
板金公差とは、部品のサイズ、形状、または特徴的な位置における許容可能なばらつきの限界のことです。測定値が意図した設計からどの程度ずれてもよいかを定義します。公差は、部品の長さ、幅、穴のサイズ、曲げ角度などの寸法に適用されます。公差は、部品が仕様を満たしているか、作り直す必要があるかをメーカーが判断するのに役立ちます。正確な公差がないと、部品がうまくフィットしなかったり、機能しなかったりします。
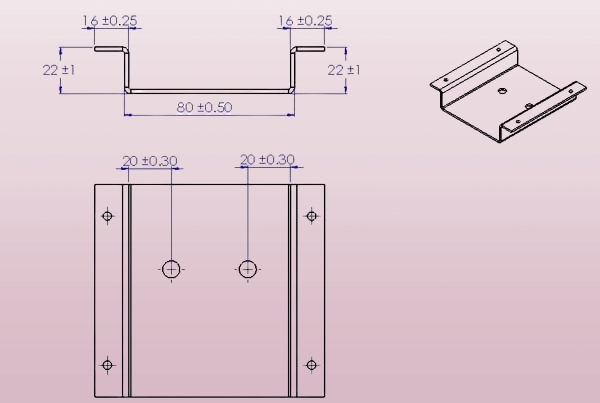
公差は通常、技術図面上では「±」値で表される。例えば、ある部品が50mm±0.2mmと記載されている場合、49.8mmと50.2mmの間にあることを意味します。これらの値は、メーカーが部品の一貫性を保つのに役立ちます。これらの値は、製造前に設定され、製造工程の指針となります。
板金加工において公差が重要な理由
公差は、部品がどのように作られ、どのように組み合わされ、どのように機能するかに影響します。部品が公差仕様に適合していない場合、正しく組み立てられない可能性があります。あるいは磨耗が早まるかもしれない。さらに悪いことに、現場で故障するかもしれません。
公差が厳しいほど、より精密な設備と慎重な加工が必要となる。これには通常、より多くの時間と費用がかかる。一方、公差が緩いとコストは下がりますが、最終製品の機能に影響を与える可能性があります。
適切な公差の設定はバランスです。目標は、生産における費用対効果を確保しながら、部品を許容範囲内に維持することである。これは特に大量生産において言えることで、ちょっとしたミスでも大きな損失につながりかねません。
公差の基準は誰が決めるのか?
通常、業界標準が公差の指針となる。米国では、多くのメーカーがANSIまたはASMEの規格に従っています。例えば、ASME Y14.5は、幾何学的寸法公差(GD&T)の一般的な規格です。
板金加工では、ISO規格や社内のガイドラインを参考にすることも多い。顧客が最終製品の機能に基づいて公差を指定することもある。
トレランシングの中核概念
公差を適用する前に、公差が真に意味するものを理解することが不可欠です。これらの基本的な考え方は、生産工程で部品がどのように測定され、どのように受け入れられるかを形作ります。
公称寸法と実測値
呼び寸法とは、図面に書かれた理想的な目標寸法のことです。設計者がその部品に求める寸法です。
実際の寸法は、部品が出来上がった後のものです。常に多少のばらつきがあります。毎回正確な数値を出す機械はありません。そこで公差が生まれる。
例えば、公称穴サイズは5.00mmかもしれない。加工後の寸法は5.02mmかもしれない。公差が±0.05mmであれば、その穴は4.95mmから5.05mmの範囲に収まるため、許容範囲となる。
公差を示すにはさまざまな方法がある:
- 一方的な寛容 は、一方向のみの変動を許容する。例えば、10.00 mm +0.10/-0.00は、部品を少し大きくすることはできますが、小さくすることはできません。
- 二国間寛容 は、両方向の変動を許容する。例えば、10.00mm ±0.05は、9.95mmと10.05mmの間であることを意味する。
- 許容限界 は、9.95 mm - 10.05 mm のように、上限と下限を直接示す。この方が検査時に確認しやすい。
適切なタイプの選択は、部品の機能によって異なります。しっかりとフィットする必要がある機能もあれば、もっと遊びを持たせる必要がある機能もあります。
幾何学的寸法と公差(GD&T)の理解
GD&Tは、サイズだけでなく、形状、方向、位置を管理するシステムです。
特別な記号を使用して、性能に影響を与えることなく部品がどの程度変化するかを示します。例えば、穴は丸く、まっすぐで、特定のゾーンで中央にある必要があるかもしれない。
単に「この穴を10mm±0.1にしろ」と言うのではなく、GD&Tでは「この穴は、サイズが変わってもこの丸い許容範囲内に収まらなければならない」と言うかもしれない。
GD&Tは、筐体や可動アセンブリのように、部品が正確に組み合わされなければならない場合に役立ちます。GD&Tは、検査を容易にし、部品がその通りに機能することを保証します。