エンジニアが部品を設計する際、しばしば問題に遭遇する。クリアランスが大きすぎると、部品が緩く感じたり、ノイズが発生したり、すぐに摩耗したりします。また、クリアランスが小さすぎると、部品の組み立てが難しくなったり、故障の原因になったりします。このような問題を避けるため、エンジニアは標準的なはめあいを使用します。はめあいとは、2つの部品がどの程度きつく、またはゆるく接続されるべきかを定義するものです。
適切なものを選ぶことで、時間の節約、無駄の削減、パフォーマンスの向上につながる。さまざまなタイプを見てみよう。
メカニカル・アセンブリにおけるフィットとは?
はめあいとは、機械的な組み立てに不可欠な要素である。2つの部品(多くの場合、穴とシャフト)がどのように接続され、どのように機能するかを表します。はめあいによって、部品が自由に動くか、きつくロックされるか、あるいはその中間に留まるかが決まる。
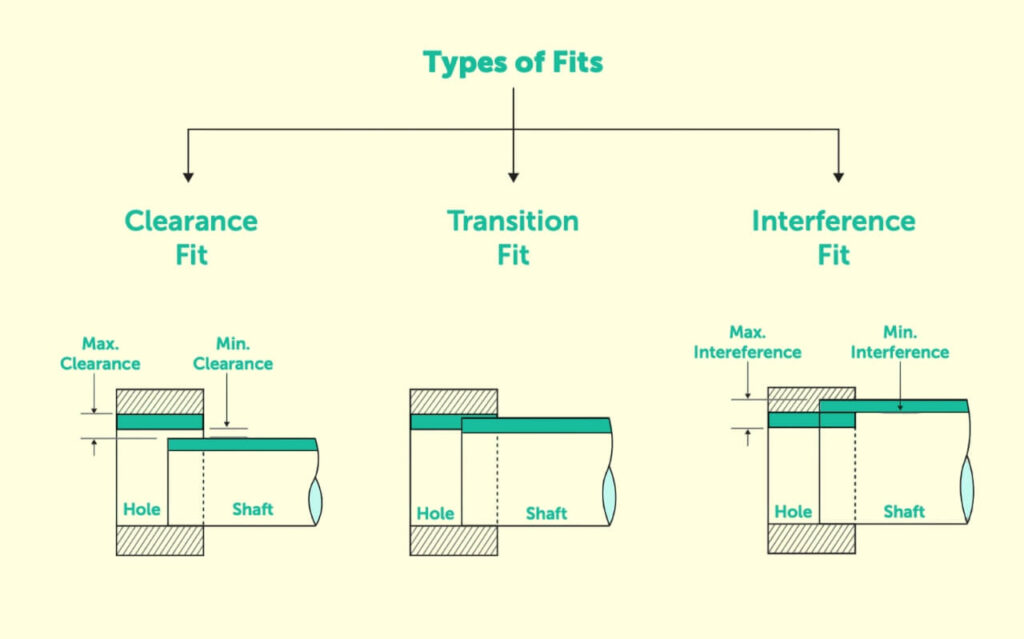
典型的な例は、穴の中にあるシャフトだ。穴が大きければ、シャフトは動くことができる。これがクリアランスフィットである。シャフトが大きければ、シャフトは穴に押し込まれる。これが干渉嵌めである。サイズが非常に近い場合、わずかな隙間やわずかな圧力が許容されることがあります。これがトランジション・フィットです。
適切なフィットは、パーツの作業内容によって異なります。ベアリングは、回転するためにクリアランス・フィットが必要です。プレスされたギアは、固定されるために干渉フィットが必要です。トランジション・フィットは、部品が一直線に並ぶ必要があるが、制御された組み立てが可能な場合に有効である。それぞれのタイプには役割があり、選択を誤ると、強度、精度、寿命が低下します。
ホールシステムとシャフトシステムの関係
エンジニアは、ホールシステムとシャフトシステムという2つの中心的なシステムを使ってフィットを適用する。
ホール方式では、穴のサイズは固定されたまま、シャフトのサイズを変えてさまざまなフィットを作る。穴のサイズは標準的な工具でコントロールしやすいため、これが最も一般的な方法である。
シャフト・システムでは、シャフトのサイズは固定されたままだが、穴のサイズはその代わりに変化する。このシステムはあまり一般的ではありませんが、シャフトが多くの用途で均一でなければならない場合に便利です。どちらのシステムもエンジニアに柔軟性を与えます。製造の限界と性能の必要性のバランスをとるのに役立ちます。
公差とクリアランスの役割
公差は、部品サイズの許容されるばらつきを設定する。正確な数値で作られる部品はないため、公差は最大と最小の限界を定義します。これらの限界は、部品があるべきように動くか、プレスされるか、整列するかを決定します。
クリアランスとは、2つの部品の間の空間のこと。クリアランスが大きいということは、穴が大きいということであり、その穴は動きやすい、あるいは動きやすいことを意味する。 アセンブリ.マイナスのクリアランスは、シャフトが大きく、タイトなフィットを強いられることを意味する。トランジション・フィットは、測定されたサイズによって、小さなプラスまたはマイナスのクリアランスを持つことができます。
メカニカル・アセンブリのはめあいの種類
適切なフィットを選択することは、機械設計の不可欠な部分です。それぞれが特定の目的を果たし、独自のバリエーションがあります。
干渉フィット
アン 干渉フィット シャフトが穴より大きい場合に発生する。この場合、部品同士を合わせるには、プレスするか、加熱するか、冷却する必要がある。クリアランスがマイナスのため、表面同士が押し付け合い、強い摩擦が生じて動きが妨げられる。これが、干渉フィットがプレスフィットや摩擦フィットとも呼ばれる理由である。
これを実現する一般的な方法は、機械的または油圧的な力による圧入である。もうひとつの方法は、部品を一時的に加熱または冷却してサイズを変える収縮嵌めである。温度が元に戻ると、部品はしっかりと固定される。
干渉フィットのきつさは、通常-0.001mmから-0.042mmの範囲の重なり具合に依存する。このカテゴリーの中にも、いくつかのレベルがあります:
- プレスフィット - 中程度の強度のジョイントに使用される、より軽い干渉フィット。
- ドライビング・フィット - 組み立てに力や温度を必要とする、より強力なフィット。
- 強制フィット - 最もタイトな形状で、通常は永久的なもので、部品の損傷を避けるために精密な公差が要求される。
干渉フィットは、振動や負荷がかかっても滑りにくいギア、ブッシュ、頑丈なジョイントに最適です。
クリアランスフィット
クリアランス・フィットは、穴がシャフトより大きい場合に起こる。これによりわずかな隙間が生じ、部品同士が相対的に動くことができる。クリアランスがあるため、組み立ては簡単で、特別な工具も必要ありません。
クリアランス・フィットは、回転、スライド、または自由な動きを必要とするジョイントで有用である。例えば、ピボット・ジョイントのピンとフレームは、連結したまま回転できるようにするためにクリアランスが必要です。クリアランスは通常+0.025mmから+0.089mmの範囲です。
サブタイプの違いにより、よりコントロールしやすくなる:
- ゆったりとしたランニングフィット - クリアランスが高く、パーツに顕著な遊びを与え、動きやすい。
- フリーランニングフィット - ルーズランニングに似ているが、高速回転と熱膨張に適している。精度は落ちる。
- クローズ・ランニング・フィット - よりタイトなクリアランスにより、高速移動を可能にしながら、より良いポジショニングを実現。
- スライディング・フィット - 高精度で、一方向にしか動かない最小限のクリアランス。
- ロケーション・フィット - 正確なアライメントのための非常にタイトなクリアランス。スムーズな動作のために潤滑が必要な場合が多い。
クリアランスフィットは、滑らかな動きと簡単な組み立てが優先されるベアリング、プーリー、カップリングによく使われる。
トランジションフィット
あ トランジションフィット クリアランスと干渉の間に位置する。正確な寸法によっては、部品にわずかな隙間が生じたり、わずかに重なったりすることがあります。このため、トランジション・フィットは、部品が正確に位置合わせされ、制御された組み立てや分解が必要な場合に便利です。
クリアランスの範囲は、通常+0.023mmから-0.018mmである。このグループには、2つの一般的なタイプがあります:
- 似たようなフィット感 - 隙間や干渉がほとんどなく、非常に軽くフィットする。組み立ては柔らかい木槌を使って手でできることが多い。
- 固定フィット - ややタイトで、組み立てには通常プレス工具が必要。
トランジション・フィットは、完全に永久的でなくとも正確なアライメントが必要な機械部品によく使用される。精度と組み立ての容易さのバランスを提供します。
| フィットのタイプ | ホールベース | シャフトの基礎 | フィット・タイプ | アプリケーション |
|---|---|---|---|---|
| クリアランスフィット | 穴のサイズは固定、シャフトは小さく | シャフトサイズは固定、穴は大きくする | 緩い動きから自由な動きへ | ベアリング、プーリー、スライディングジョイント |
| トランジションフィット | 穴サイズは固定、シャフトは微調整 | シャフトサイズ固定、ホール微調整 | ゼロに近いクリアランス、軽いプレス | 位置決めピン、カップリング、マシンアライメント |
| 干渉フィット | 穴のサイズは固定、シャフトは大型化 | シャフトサイズは固定、穴は小さく | タイトプレス、ネガティブクリアランス | シャフト上のギア、ブッシング、パーマネントジョイント |
フィットの基準とシステム
これらのシステムは、公差と適合を定義するための共通言語をエンジニアに提供します。これらのシステムにより、設計者は混乱を避けることができ、製造者は一貫性のある交換可能な部品を提供することができます。
ISOの限界と適合システム
ISOシステムは、世界で最も広く使用されている規格です。公差等級と基本偏差を用いてはめあいを定義する。はめあいは、文字と数字の組み合わせで表記される。文字は公差の位置を示し、数字は公差等級を示します。
例えば、H7/g6は、穴とシャフトの間の特定のクリアランス・フィットを表す。エンジニアはこれらのコードを使用して、部品が組み立てられた後にどのように動作するかを知る。このシステムは、サプライヤーとメーカーが同じルールに従うため、グローバルな取引もサポートします。
ANSI/ASME規格
米国では、エンジニアはANSIやASME規格に従うことが多い。これらのシステムはISOと同じ目的を果たすが、米国の設計および製造慣行を反映している。また、これらの規格は米国の測定単位を使用しているため、現地の産業にとってより実用的である。
ANSI/ASME規格は、航空宇宙、自動車、重機の分野で一般的です。これらの規則を適用することで、企業は設計から検査までの一貫性を確保します。これにより、異なるサプライヤーの部品をミスマッチやエラーなく簡単に組み立てることができます。
ホールベースとシャフトベースの比較
フィットを適用する際、エンジニアはホール・ベース・システムとシャフト・ベース・システムのどちらかを選択する。
- 穴基準方式では、穴の大きさは固定されたままで、シャフトの大きさを調整してさまざまなフィットを作り出す。この方式が最も一般的なのは、ドリルやリーマーといった標準的な工具で穴の寸法を簡単にコントロールできるからである。
- シャフト・ベース・システムでは、シャフトのサイズは固定されたまま、穴のサイズが調整されます。この方法はあまり一般的ではありませんが、シャフトが多くのデザインで同じサイズのままでなければならない場合に実用的です。例えば、標準シャフトを大量に生産する会社では、穴の大きさを変えることを好むかもしれません。
フィット選びのポイント
アセンブリを設計する際、エンジニアは部品がどのように機能し、どのような荷重にさらされ、どのように作られるかを考慮しなければなりません。これらのポイントは、クリアランス、トランジション、干渉フィットのいずれが正しいかを決定するのに役立ちます。
必要な動き
最初の質問は動きです。部品が回転したり、スライドしたり、調整したりする必要がある場合は、通常、クリアランス・フィットが最適です。抵抗が少なく、スムーズな動きを可能にします。ベアリングやスライディングガイドが一般的な例です。
トランジション・フィットは、パーツの位置合わせが必要だが、組み立て時にある程度の柔軟性が必要な場合に有効である。安定性を確保しながら、組み立てを可能にします。干渉フィットは、まったく動いてはならない部品にとって、最も安全なオプションです。
負荷とストレス
部品にかかる力も選択の指針となる。特に滑らかな動きが必要な場合、軽荷重にはクリアランス・フィットがよく合います。重荷重、衝撃、振動には通常、干渉フィットが必要です。タイトなロックはスリップを防ぎ、応力を分散させます。
トランジション・フィットは中間的な選択肢である。パーツのアライメントを保ちながら、適度な負荷に対応できる。素材の強度も不可欠です。弱い素材との干渉が強すぎると、亀裂、曲げ、または持続的な損傷を引き起こす可能性があります。
製造方法
パーツの作り方によって、どのフィットが実用的かが変わってくる。標準的な工具を使用すれば穴の大きさを管理しやすいため、ホールベースシステムが最も一般的です。大量生産には、標準工具に合ったフィットを使用することで、コスト削減と効率向上につながります。
プレス・フィッティングや焼きばめフィッティングのように、干渉フィッティングに適した工程もある。また リーミング または 研削は、トランジション・フィットに必要な精度を達成することができます。エンジニアは、設計ニーズと最も効率的な生産方法にマッチするフィットを選択する必要があります。
フィットの寸法公差を達成するには?
公差を正しくすることは、フィットを適切に機能させる鍵です。わずかな寸法変化でも、クリアランスフィットが干渉フィットに変わったり、組み立て中に部品が破損したりすることがあります。エンジニアや機械工は正確な方法で寸法を管理し、パーツを限界内に収めることで、このような事態を防いでいます。
重要なステップの一つは、適切な加工プロセスを選択することです。基本的なドリル加工や旋盤加工では、あまり厳しい公差を保てないかもしれません。リーマ加工、研削加工、ホーニング加工、CNC加工などの工程は、より精度の高い加工によく使われます。これらの方法はばらつきを抑え、より安定した結果をもたらします。
正確な測定ツールも欠かせない。ノギス、マイクロメーター、三次元測定機(CMM)は、部品が指定された基準を満たしているかどうかをチェックします。生産中の定期的な検査は、組み立てに至る前にエラーを早期に発見するのに役立ちます。
材料の選択も重要です。金属の中には、機械加工や熱処理中に膨張したり、収縮したり、歪んだりするものがあります。エンジニアは、公差を設定する際にこれらの変化を考慮し、後のはめあい問題を避ける必要があります。
実践的な導入とベストプラクティス
エンジニアと機械工は、設計と製造においてこれらの概念を正しく適用しなければなりません。優れた図面の解釈と一般的な間違いの認識は、スムーズな組み立てを保証し、コストのかかる手戻りを防ぎます。
エンジニアリング図面およびフィットのコールアウトの解釈
エンジニアリングの図面では、はめあいを示すためにコードを使用します。例えば、H7とマークされた穴とg6とマークされたシャフトの組み合わせは、クリアランスフィットを定義します。これらの表記は、ISOやANSI/ASMEのような規格に由来しています。
公差を正しく読み取るには、エンジニアは文字と数字を見なければならない。文字は寸法が基準寸法より上か下かを示し、数値は公差がどの程度厳しいか緩いかを定義します。機械工はこの情報をもとに、適切な加工工程と検査方法を選びます。
明確なコミュニケーションが不可欠です。設計者、機械工、検査官は、全員が同じ標準システムに従わなければなりません。異なる規格が混在していたり、コードを読み違えたりすると、部品が合わなくなることがあります。
よくある落とし穴とその避け方
よくある間違いは、緩すぎたりきつすぎたりするフィットを選ぶことだ。これは、公差が機能や負荷に合っていない場合によく起こります。エンジニアは、選択する前に必ず作業条件をチェックすべきである。
もうひとつの問題は、生産限界の見落としである。フィットによっては、非常にコストのかかる公差や、達成が困難な公差を要求するものもある。使用可能なツールや工程に合ったフィットを選択することで、時間とコストを節約することができます。
材料の挙動も無視しやすい。熱、加工応力、または表面仕上げは、部品の最終的なサイズを変える可能性があります。エンジニアは、公差を定義する際にこれらの要因を考慮しなければなりません。
結論
はめあいとは、機械的な組み立てにおいて、部品がどのように接続され、どのように動くかを制御するものです。クリアランスフィットは自由な動きを可能にし、トランジションフィットはわずかな遊びで正確なアライメントを提供し、干渉フィットはタイトで安全な接続を作成します。エンジニアは、はめあいを理解することで、信頼性が高く、長持ちする製品を設計することができ、組み立ての問題やコストのかかるエラーを回避することができます。
次のプロジェクトで正確なフィットを得る準備はできていますか? お問い合わせ 設計と製造のニーズについてご相談ください。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



