金属製造業では、溶接やファスナーを使わずに部品を確実に接合することが常に課題となっている。エンジニアは、時間の経過とともに緩み、機器の故障やコストのかかるダウンタイムにつながる部品に悩まされることがよくあります。干渉フィットは、正確に計算された寸法差を使用して、強力で永久的な接合部を作成し、信頼性の高いソリューションを提供します。
干渉フィットは、制御された応力によって機能する。アッセンブリは、一方の部品を相手側の穴よりわずかに大きく設計することで、部品をロックする均一な圧力を作り出します。この機械的結合は動きを排除し、高トルク負荷に対応し、激しい振動や熱サイクルの下でもアライメントを維持します。
干渉フィットのニュアンスは、興味をそそる複雑なものです。以下のセクションでは、それらを効果的に実行する方法を具体的に紹介します。
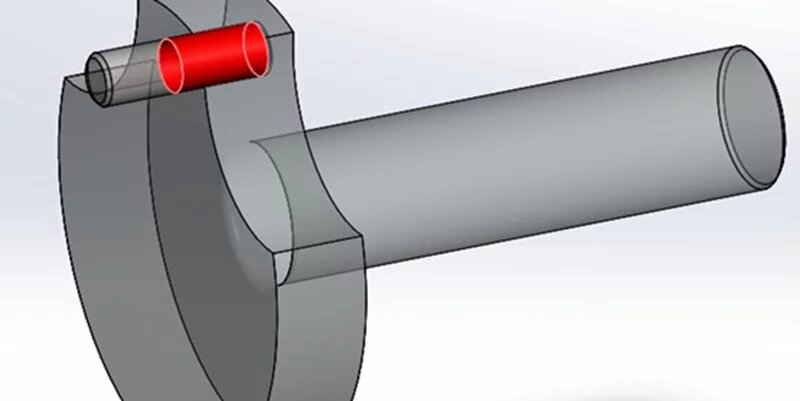
干渉はめあい、圧めあい、摩擦はめあいは、意図的に重なり合うように設計された2つの相手部品を含む締結方法です。部品同士を押し込むと、この重なりが摩擦によって密着したアセンブリーを作り出します。
干渉フィットの主な特徴は、シャフトのような内側の部品の寸法が、穴のような外側の部品の寸法を上回ることです。その結果、2つの部品の間に負のクリアランスが生じる。
部品の接合は、ハンマーでたたいたり、油圧プレスで大きな力を加えたりして行う。組み立て中に破損してはならないデリケートな部品の場合、一方の部品を冷却して収縮させてからはめ込むこともできる。この方法は、組み立てを容易にする。部品が室温に戻ると膨張し、シュリンク・フィットと呼ばれる確実な接合部が形成される。
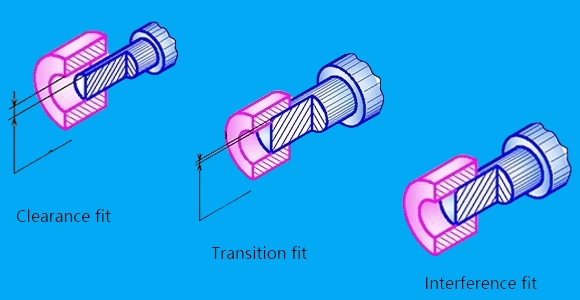
工学では、はめあいは2つの部品の結合の緊密さによって分類される。主な種類は以下の3つ:
この嵌め合いにより、嵌め合い部分の間に隙間ができ、自由な動きが可能になる。内側の部品は外側の部品より小さく、常に隙間があることを保証します。このタイプは、簡単な作業が要求される用途に最適です。 アセンブリ と分解。
前述したように、この嵌め合いでは寸法が重なり合い、内側の部分が外側の部分より大きくなる。これにより、分離しにくい強固な接続が実現し、安定性と強度が重要な用途に適している。
このフィットは、クリアランス・フィットと干渉フィットの中間に位置する。製造上のばらつきにより、わずかな干渉または最小限のクリアランスを許容します。トランジション・フィットは、ある程度の動きを許容しながらも、正確なアライメントを必要とする用途に有用です。
公差は、2つの部品がどの程度適合するかを決定する上で極めて重要である。公差は、製造中の各部品の寸法ばらつきの許容限度を定義します。干渉フィットの場合、精密な公差は、製造上の不完全性を考慮した後でも、部品が意図した重なりを維持することを保証します。
材料特性は、干渉フィットの性能に大きく影響します。主な要因は以下の通りです:
弾性の高い素材は、圧力を受けても変形し、元の形状に戻るため、安定したフィット感が得られます。逆に弾性の低い素材は、過度な力が加わると永久変形を起こす可能性があります。
材料の硬さは、組み立て時の相互作用に影響する。硬い材料は、変形に強いため、よりタイトなフィットを作る傾向がある。柔らかい材料は組み立てが容易ですが、時間の経過とともに摩耗する可能性があります。
温度変化を受けると、さまざまな材料がさまざまな割合で膨張・収縮する。組み立ての際には、この特性を考慮し、時間の経過とともに緩んだり破損したりしないようにする必要があります。
嵌合面の質感は、組立時の摩擦レベルに影響を与える可能性がある。より滑らかな仕上げは、組み立てを容易にするかもしれないが、適切に設計されていない場合、滑りにつながる可能性がある。
メカニカルアセンブリの強固で信頼性の高い接続を確保するためには、干渉フィットの設計が不可欠です。エンジニアは、重要な計算と考慮事項を理解することで、性能と耐久性のために設計を最適化することができます。
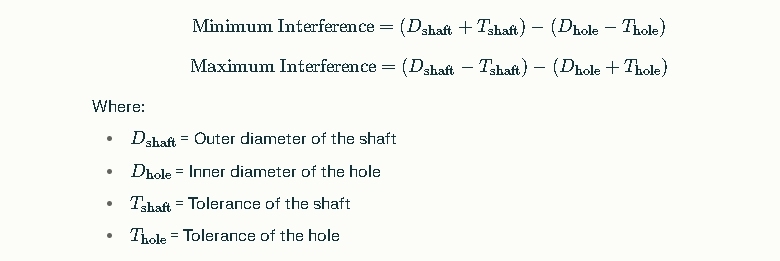
適切な干渉フィットを計算するには、関係する部品の寸法と材料特性を総合的に理解する必要があります。干渉は、シャフトの最大直径と穴の最小直径の差として定義されます。
エンジニアは正確な計算のためにASME/ANSI B4.1のような確立された規格を参照することが多く、干渉を含む様々なタイプのはめあいに関するガイドラインが示されています。
必要な干渉を決定するにあたっては、以下のような要素を考慮することが不可欠である:
これらの計算で使われる一般的な公式には、以下のようなものがある:
干渉フィットを設計する際には、いくつかの重要な点を考慮しなければならない:
干渉嵌合を達成するための製造技術は、様々な用途において強固で信頼性の高いアセンブリを確保するために不可欠です。これらの方法を探ることで、性能を最適化し、耐久性を高めるための効果的な戦略が見えてきます。
干渉嵌合には、用途や材料特性に適したいくつかの方法があります。主な手法には以下のものがあります:
プレスフィットとシュリンクフィットはどちらも干渉嵌合の一種ですが、その用途と方法は大きく異なります:
干渉フィットの適切な適合と機能性を確保するには、いくつかの重要な慣行に注意する必要があります。
まず、部品の材料特性と寸法に基づいて、必要な干渉を正確に計算します。次に、荷重要件、環境条件、公差などの要因を考慮し、望ましい適合を実現します。
組み立て時のアライメントは非常に重要です。アライメントを誤ると、過度の応力が加わり、部品の故障につながる可能性があります。適切な工具と治具を利用し、組立工程全体を通してアライメントを維持する。さらに、適切な潤滑剤を塗布することで、摩擦を減らすことができ、破損のリスクを冒すことなく、望ましい適合を達成することが容易になります。
最後に、組み立て後に徹底的なテストを行い、フィット感が期待される性能を満たしていることを確認する。これには、寸法を測定し、摩耗やずれの兆候がないか検査することが含まれる。
干渉フィットを理解し実施することは、機械アセンブリの強度と信頼性を確保するために極めて重要です。このガイドでは、必要な寸法の計算方法、材料特性の重要性、組み立て時に適切なはめあいを実現するためのベストプラクティスなど、干渉はめあいの原理について説明しました。
お問い合わせ 組立工程を強化したい、または干渉フィットのアプリケーションでサポートが必要な場合は、専門家によるガイダンスとサポートをご利用ください。
過去10年間、私はさまざまな形態の板金加工に没頭し、さまざまなワークショップでの経験から得たクールな洞察をここで共有してきた。
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。
1営業日以内にご連絡いたします。接尾辞が"@goodsheetmetal.com "のメールにご注意ください。