Nella produzione moderna, l'alluminio è apprezzato per il suo elevato rapporto resistenza/peso. Tuttavia, per un fabbricante, è un metallo "temperamentale". A differenza dell'acciaio dolce, che è relativamente indulgente, l'alluminio ha una struttura cristallina unica che lo rende incline a bucce d'arancia, gallerie e fratture catastrofiche se affrontato in modo non corretto.
Per ottenere una piegatura perfetta, è necessario bilanciare tre variabili tecniche: la tempra della lega, il raggio di curvatura interno e la direzione della grana. Questa guida fornisce i dati pratici e la logica fisica necessari per eliminare gli scarti, ridurre i costi di produzione e garantire l'integrità strutturale.

Conoscere le leghe di alluminio e la loro curvabilità
Nella piegatura dell'alluminio, la serie di leghe definisce la chimica, ma la tempra (lo stato di durezza) determina se il pezzo sopravviverà alla pressa piegatrice.
5052 vs. 6061: equilibrio tra resistenza e formabilità
- 5052-H32 (lo standard industriale): Questo alluminio legato al magnesio è il gold standard per la piegatura delle lamiere. La tempra H32 (temprata e stabilizzata) offre un'eccellente duttilità. Raramente si fessura in caso di raggi standard ed è ideale per le custodie e le staffe elettroniche complesse.
- 6061-T6 (La sfida strutturale): La 6061 è molto ricercata per la sua resistenza strutturale, ma allo stato T6 è fragile. Il tentativo di piegare a raggio stretto la 6061-T6 porta spesso alla rottura immediata. Richiede un raggio da 3 a 6 volte il suo spessore o un trattamento termico specializzato.
Scambi ingegneristici
- -O (ricotto): È lo stato più morbido, più facile da piegare, ma manca di rigidità strutturale.
- -T4 vs. -T6: Se il vostro progetto richiede un'elevata resistenza, ma la tempra T6 causa alti tassi di scarto, considerate la possibilità di scegliere la 6061-T4. È molto più formabile del T6 e si indurisce naturalmente nel tempo, oppure può essere invecchiato artificialmente in T6 dopo la piegatura per ripristinare la piena resistenza.
Un consiglio da professionista: La comprensione del Mill Test Report (MTR) è fondamentale per l'approvvigionamento. L'alluminio si indurisce naturalmente con l'età; il materiale che è rimasto in un magazzino per mesi mostrerà una maggiore resistenza allo snervamento e una maggiore imprevedibilità. ritorno a molla rispetto al brodo fresco.
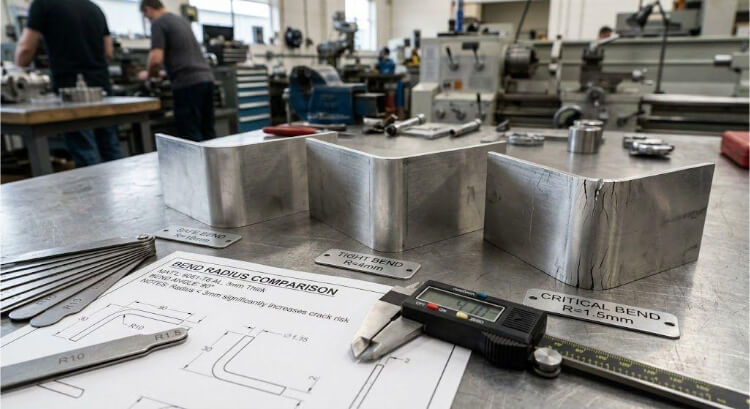
Raggio minimo di curvatura: La fisica della prevenzione dei guasti
L'errore più comune nella progettazione dell'alluminio è quello di specificare un raggio interno troppo acuto. Quando l'alluminio viene piegato, la superficie esterna è sottoposta a una tensione estrema. Se il raggio è troppo piccolo, i grani di metallo si separano, provocando un cedimento strutturale.
"Buccia d'arancia" e crepe strutturali
Prima che l'alluminio si rompa, la superficie spesso sviluppa un aspetto strutturato e ruvido, noto come buccia d'arancia.
- Lo standard di qualità: Il "crazing" (leggera strutturazione della superficie) è comune nelle leghe più dure, ma diventa un guasto se un'unghia può incastrarsi nella crepa. Nelle applicazioni aerospaziali o mediche, la buccia d'arancia è un difetto da respingere perché crea concentrazioni di tensioni in cui si innescano cricche da fatica in presenza di vibrazioni operative.
Riferimento tecnico: Guida al raggio interno minimo (r)
Per garantire la riuscita della piegatura senza microfratture, utilizzare il rapporto R/t (raggio/spessore):
| Spessore del materiale (t) | 5052-H32 Raggio minimo | 6061-T6 Raggio minimo |
|---|---|---|
| 1,0 mm | 1,0 mm | 3,0 mm |
| 2,0 mm | 2,5 mm | 6,0 mm |
| 3,0 mm | 4,0 mm | 10,0 mm |
| 6,0 mm | 9,0 mm | 25,0 mm |
La fisica delle curve "strette
Non progettate mai un angolo interno "tagliente" per l'alluminio. Un punzone affilato agisce come un cuneo, innescando un micro strappo all'apice della curva. Specificate sempre il raggio più ampio consentito dal vostro assemblaggio. Un raggio maggiore non solo migliora l'integrità strutturale, ma rende anche più prevedibile il ritorno elastico, con conseguente maggiore coerenza dimensionale e minori costi di messa a punto.
Il ruolo della direzione del grano nella piegatura dell'alluminio
Nella fabbricazione delle lamiere, l'alluminio non è un materiale isotropo (cioè non si comporta allo stesso modo in tutte le direzioni). Durante il processo di laminazione, il metallo è sottoposto a un'enorme pressione, che allunga la sua struttura cristallina interna lungo la direzione del rullo. Ignorare questa "direzione dei grani" durante la fase di nesting CAD è la causa principale di cricche imprevedibili.
La fisica dei confini dei grani
Pensate alla struttura delle venature dell'alluminio come alle venature di un pezzo di legno.
- Piegatura longitudinale: Se si allinea la linea di piegatura parallelamente alla direzione di laminazione, si piega lungo i confini di questi cristalli allungati. La tensione di trazione spinge i grani a separarsi, agendo quasi come una linea di lacerazione perforata. Questo aumenta drasticamente la probabilità di una forte spellatura o di una frattura completa, soprattutto nei temperamenti più duri.
- Curvatura trasversale (trasversale): Orientando la linea di piegatura perpendicolarmente alla fibratura, la sollecitazione di piegatura viene distribuita sulle fibre lunghe del metallo anziché tra di esse. Questo è l'orientamento più forte possibile e consente di ottenere raggi più stretti senza compromettere il pezzo.
Il compromesso a 45 gradi per i layout complessi
Gli ingegneri si trovano spesso di fronte a un dilemma: cosa fare se un pezzo (come un involucro di una scatola) deve essere piegato in più direzioni perpendicolari? Non è possibile piegare in senso trasversale per ogni flangia.
- La soluzione: Ruotare il layout del modello piatto di 45 gradi rispetto alla venatura del foglio.
- L'economia: Sebbene il nesting dei pezzi con un angolo di 45 gradi possa ridurre leggermente la resa della materia prima (quanti pezzi si inseriscono in un singolo foglio), elimina virtualmente il tasso di scarto associato alle curve longitudinali fessurate. In Shengen, il nostro team di ingegneri valuta ogni modello piatto per bilanciare l'utilizzo ottimale del materiale con l'affidabilità strutturale, assicurandovi di non pagare per pezzi fallati.
Gestione del ritorno elastico e della precisione dimensionale
Ottenere un angolo perfetto di 90 gradi sullo schermo è facile; per ottenerlo sulla pressa piegatrice occorre tenere conto della memoria elastica dell'alluminio. Quando la forza di piegatura viene rimossa, il materiale tenta di tornare allo stato piatto originale, un fenomeno noto come ritorno elastico.
Il limite elastico dell'alluminio
Il ritorno elastico si verifica perché solo le superfici esterne e interne della piegatura subiscono una deformazione plastica (permanente). Il nucleo del materiale rimane elastico e "tira" indietro le flange una volta che l'utensile si solleva.
- Poiché l'alluminio ha un modulo di elasticità inferiore a quello dell'acciaio, presenta un ritorno elastico significativamente maggiore.
- Variazione di temperatura: Un pezzo morbido in 5052-H32 potrebbe arretrare solo di 2 o 4 gradi. Un pezzo rigido in 6061-T6 può arretrare di 10 o più gradi.
Strategie di compensazione nella produzione
Per ottenere la precisione dimensionale, i fabbricanti devono intenzionalmente piegare il pezzo in eccesso. Ad esempio, la pressa piegatrice può essere programmata per spingere una flangia a 85 gradi in modo che si rilassi esattamente a 90 gradi.
- Piegatura ad aria: Il metodo standard del settore per l'alluminio. Poiché la lamiera entra in contatto solo con la punta del punzone e con le due spalle dell'attrezzatura a V, l'operatore (o il sistema CNC) può facilmente regolare la profondità del punzone per compensare le variazioni del ritorno elastico senza modificare l'attrezzatura fisica.
- Il costo nascosto dell'incoerenza: Il ritorno elastico varia a causa di lievi variazioni dello spessore e della durezza del materiale nei diversi lotti di fresatura. La costante regolazione della pressa piegatrice per "inseguire" l'angolo corretto riduce l'efficienza della produzione e aumenta i costi di allestimento. Mantenendo una rigorosa tracciabilità dei lotti di materiale e utilizzando presse piegatrici CNC all'avanguardia, Shengen blocca in anticipo le variabili corrette del fattore K e del ritorno elastico, assicurando che il millesimo pezzo sia preciso come il primo.
Considerazioni speciali per la piegatura di 6061-T6
L'alluminio è molto più morbido dell'acciaio temprato utilizzato per gli utensili delle presse piegatrici. Questa differenza fisica introduce due grandi rischi di produzione: il danneggiamento della superficie e il temuto effetto "galla".
La fisica dei guasti di scagliatura e anodizzazione
Quando l'alluminio nudo sfrega contro un utensile a V in acciaio con un elevato tonnellaggio, l'attrito può causare la "galla", un processo in cui microscopiche particelle di alluminio si staccano e si saldano a freddo all'utensile in acciaio.
- Lo standard di qualità: Se l'utensile non viene lucidato o protetto, questo accumulo provocherà graffi profondi in ogni pezzo successivo. Anche se un graffio può sembrare un problema estetico minore, è un difetto critico per i pezzi che richiedono finiture secondarie. Durante il processo di anodizzazione, questi micrograffi intrappolano soluzioni acide, che in seguito fuoriescono e creano striature nere permanenti o guasti localizzati del rivestimento.
- La soluzione e l'efficienza dei costi: Per evitare questo inconveniente, i fabbricanti utilizzano utensili "No-Mar". L'applicazione di una pellicola di uretano per impieghi gravosi sopra la matrice a V agisce come una barriera elastica, impedendo il contatto metallo-metallo. Shengen utilizza utensili lucidati con precisione e pellicole protettive in uretano come standard per tutti i componenti estetici in alluminio. Questo elimina la necessità di una costosa lucidatura manuale secondaria, riducendo direttamente il costo per pezzo.
Il dilemma del 6061-T6: ricottura localizzata
Quando un progetto richiede rigorosamente il 6061-T6 per l'integrità strutturale, ma richiede anche una stretta raggio di curvatura che supera i limiti del materiale, i fabbricanti devono manipolare la fisica del metallo attraverso una ricottura localizzata.
- Il processo: Gli operatori utilizzano un pastello speciale per indicare la temperatura o il "metodo della fuliggine" (applicando fuliggine di acetilene e riscaldando fino a bruciarla a circa 400°C). Ciò altera temporaneamente la struttura cristallina in corrispondenza della linea di piegatura, rendendola altamente duttile.
- Il compromesso ingegneristico: Se da un lato il riscaldamento localizzato risolve il problema della piegatura, dall'altro fa scendere permanentemente la tempra in quella zona specifica a uno stato "O" (ricotto). Se quella curva è un punto portante dell'assemblaggio, gli ingegneri devono tenere conto di questa perdita localizzata di resistenza allo snervamento o specificare un processo di invecchiamento artificiale post-saldatura per ripristinare le proprietà T6.
Progettazione per la produzione (DFM) Suggerimenti per la piegatura dell'alluminio
Un pezzo che sembra perfetto in un ambiente CAD 3D può facilmente trasformarsi in un costoso scarto in officina se l'interferenza geometrica viene ignorata. Quando l'alluminio si piega, il materiale all'esterno dell'asse neutro si allunga e scorre. Se le caratteristiche del progetto sono troppo vicine a questo movimento, si distorcono.
La regola 2t per il posizionamento dei fori
Il posizionamento di un foro o di una scanalatura troppo vicino a una linea di piegatura è la causa principale dei guasti di assemblaggio. Quando il metallo si allunga, il foro viene tirato a forma di "uovo".
- La fisica del fallimento: Se un foro si trova all'interno della zona di deformazione, la sollecitazione di flessione si concentra sul bordo del foro, causando un cedimento irregolare del materiale. Questo non distorce solo il foro, ma indebolisce l'intera curva.
- Lo standard DFM: Mantenere sempre il bordo di qualsiasi foro a una distanza di almeno 2 volte lo spessore del materiale (2t) dall'inizio del raggio di curvatura. Per i componenti aerospaziali di alta precisione, spesso si consiglia di mantenere una distanza di 3t per garantire l'assoluta stabilità dimensionale e prevenire il rigonfiamento laterale del materiale.
Rilievi di curvatura per flange
Se si piega una flangia al centro di un pezzo (anziché su tutta la larghezza), gli angoli in cui inizia la piegatura si strapperanno a causa dell'immensa sollecitazione di taglio.
- La soluzione: Progettare un rilievo di curvatura - una piccola tacca tagliata nel modello piatto alle estremità della linea di curvatura. La larghezza del rilievo deve essere almeno pari allo spessore del materiale e deve estendersi leggermente oltre il raggio di curvatura. In questo modo si isolano le forze di stiramento, permettendo al metallo di piegarsi in modo pulito.
L'economia della standardizzazione
Standardizzare i raggi di curvatura in un unico progetto non solo migliora la qualità, ma riduce anche i tempi di preparazione. Se ogni flangia del telaio utilizza un raggio interno di 3 mm, l'operatore della pressa piegatrice deve impostare solo una combinazione di punzone e stampo. Riducendo il numero di cambi utensile, si riducono drasticamente i tempi di fermo macchina, con conseguente accelerazione dei tempi di consegna e riduzione dei costi di produzione.
Nota finale di Shengen
In Shengen, combiniamo questi principi ingegneristici con oltre un decennio di esperienza pratica nella prototipazione rapida e nella produzione di massa. Che abbiate bisogno di aiuto nella scelta della lega giusta o nell'ottimizzazione del CAD per la pressa piegatrice, il nostro team è qui per garantire che il vostro progetto sia consegnato in tempo e nel rispetto delle specifiche.
Lotta contro l'alluminio incrinato o il ritorno elastico imprevedibile? > Non lasciate che una cattiva piegatura rovini la vostra produzione. In Shengen, i nostri ingegneri esaminano ogni raggio, direzione della grana e tempera della lega prima del primo colpo sulla pressa piegatrice.
Caricate i vostri file CAD oggi stesso per una revisione gratuita del DFM e ottenere un preventivo rapido entro 24 ore. Costruiamolo bene la prima volta.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Texturizzazione laser dei metalli: preparazione, progettazione orientata alla produzione (DFM) e controllo dei costi

Acciaio elettrozincato: guida alla lavorazione e alla scelta

Punzonatura e taglio laser: Costi, velocità e compromessi DFM
