Les fabricants ont souvent du mal à assembler des pièces métalliques de manière efficace et fiable. Les méthodes de soudage traditionnelles peuvent être lentes, coûteuses et nécessiter des opérateurs hautement qualifiés. Le soudage par résistance électrique (ERW) offre une solution à ces défis. Ce procédé allie vitesse, précision et rentabilité pour diverses applications d'assemblage de métaux.
Le soudage par résistance électrique est un procédé qui permet d'assembler des pièces métalliques en les traversant à l'aide d'un courant électrique tout en exerçant une pression. La résistance à ce courant génère de la chaleur qui fait fondre le métal aux points de contact. En refroidissant, le métal en fusion forme une liaison solide entre les pièces.
Vous êtes curieux de savoir comment fonctionne le soudage par résistance dans la pratique ? Explorons les détails de cette technique de soudage. Nous verrons ses applications, ses avantages et les raisons pour lesquelles il s'agit d'une méthode de choix pour de nombreuses industries.
Types de soudage par résistance électrique
Le soudage par résistance électrique se présente sous différentes formes. Chaque type a ses propres applications et avantages.
Soudage par points
Définition et applications du soudage par points
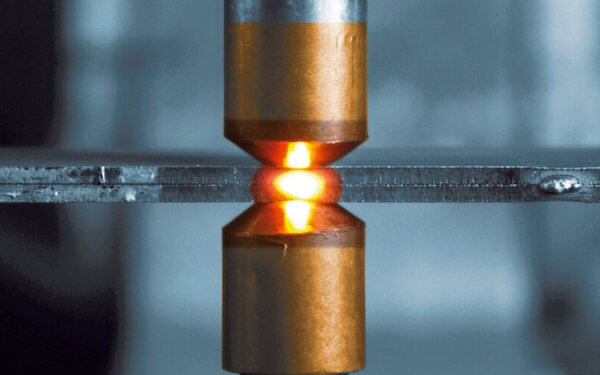
Soudage par points joint des feuilles de métal en des points spécifiques. Elle utilise des électrodes en cuivre pour appliquer une pression et faire passer un courant électrique à travers le métal. La chaleur générée fait fondre le métal et crée un point de soudure lorsqu'il est refroidi. Cette méthode est largement utilisée dans la construction automobile, la production d'appareils électroménagers et l'assemblage électronique.
Avantages essentiels du soudage par points
Le soudage par points présente plusieurs avantages. Il est rapide, ce qui le rend idéal pour la production en grande quantité. Le processus est facilement automatisé, ce qui améliore la cohérence et l'efficacité. Les soudures par points sont solides et propres, et ne nécessitent que peu ou pas d'entretien. finition. Cette méthode fonctionne bien avec différents métaux, notamment l'acier, l'aluminium et les alliages de nickel.
Soudage de joints
Qu'est-ce que le soudage de joints ?
Le soudage à la molette est une version continue du soudage par points. Il utilise des électrodes en forme de roue qui roulent le long du joint, créant une série de soudures par points qui se chevauchent. Il en résulte un long cordon de soudure continu. Selon l'application, le processus peut être intermittent ou continu.
Utilisations typiques du soudage de joints
Le soudage de joints se distingue dans les applications nécessitant des joints longs et étanches. Il est couramment utilisé pour produire des réservoirs de carburant, des fûts et des tuyaux. L'industrie alimentaire utilise le soudage à la molette pour les boîtes de conserve et les conteneurs. On la retrouve également dans la fabrication de radiateurs et d'échangeurs de chaleur. Le soudage à la molette permet d'obtenir des joints solides et fiables pour les produits qui doivent être étanches à l'eau ou à l'air.
Soudage par projection
En quoi le soudage par projection diffère-t-il des autres méthodes ?
Soudage par projection se distingue des autres méthodes ERW. Elle utilise des zones surélevées, ou saillies, sur l'une des pièces à usiner. Ces saillies se concentrent sur le courant et la pression de soudage. Lorsque le courant passe, les saillies s'effondrent et forment la soudure. Cette technique permet un contrôle précis de la taille et de l'emplacement de la soudure.
Industries courantes utilisant le soudage par projection
L'industrie automobile fait largement appel au soudage par projection, qui est utilisé pour fixer les écrous, les boulons et les goujons à la tôle. Le secteur de l'électronique l'utilise pour les connexions de batteries et les composants mineurs. assemblée. Les fabricants d'appareils électroménagers utilisent le soudage par projection pour les pièces internes et les pièces de rechange. fermetures. Il est également utilisé dans la production d'appareillages électriques et de transformateurs.
Soudage par étincelle
Explication du procédé de soudage par étincelage
Le soudage par étincelage est un procédé ERW unique. Il consiste à réunir deux pièces métalliques sous pression. Un courant élevé traverse le point de contact, créant une chaleur intense. Cette chaleur fait fondre le métal et le fait s'évaporer. Les pièces sont forcées de s'assembler au fur et à mesure que l'éclair se produit, formant une soudure solide sur la section transversale.
Où le soudage par étincelage est le plus efficace
Le soudage par étincelage permet d'assembler des pièces symétriques de grande taille. Il est idéal pour le soudage des rails de chemin de fer, la création de pipelines continus et la fabrication d'essieux automobiles. L'industrie aérospatiale utilise le soudage par étincelage pour les pièces de moteurs à réaction. Il est également pratique pour assembler des métaux dissemblables, ce qui le rend très utile dans la fabrication spécialisée.
Soudage par résistance à haute fréquence (HFRW)
Vue d'ensemble du HFRW
Le procédé HFRW utilise des courants électriques à haute fréquence pour créer des soudures. La haute fréquence concentre la chaleur à la surface du métal. Cela permet un soudage rapide et efficace sans chauffer l'ensemble de la pièce. Le HFRW produit des soudures nettes et étroites avec un minimum de zones affectées par la chaleur.
Applications de HFRW dans la fabrication de tuyaux
Le procédé HFRW est l'une des méthodes les plus utilisées dans la fabrication de tuyaux. Elle permet de créer des joints longitudinaux dans les tuyaux en acier. Ce procédé permet de souder des tuyaux à grande vitesse, ce qui le rend idéal pour la production de masse. Le procédé HFRW produit des tuyaux avec des cordons de soudure internes et externes lisses, ce qui est essentiel pour les applications dans les domaines du pétrole et du gaz, du transport de l'eau et du soutien structurel.
Comment fonctionne le soudage par résistance électrique
Le soudage par résistance électrique (ERW) est un procédé fascinant qui combine des principes électriques et mécaniques. Examinons son fonctionnement et ses éléments clés.
La science derrière le soudage par résistance électrique
Le procédé ERW repose sur un concept simple mais puissant : la résistance électrique. Lorsqu'un courant électrique circule dans un conducteur, il rencontre une résistance qui génère de la chaleur. Dans le cas du soudage par résistance, nous utilisons cette chaleur pour fondre et assembler les métaux. Le procédé concentre le courant au point de contact entre les pièces métalliques, créant ainsi une zone de chaleur localisée idéale pour le soudage.
Comprendre la production de chaleur dans les fils en acier inoxydable
La production de chaleur dans les fils en acier inoxydable repose sur le principe du chauffage par effet Joule. Lorsque le courant traverse le métal, il rencontre une résistance. La chaleur produite dépend du courant, de la résistance et du temps. En contrôlant ces variables, les soudeurs peuvent obtenir une température précise pour différents métaux et épaisseurs. La chaleur fait fondre le métal au niveau du joint, créant un bain de soudure qui se solidifie en une liaison solide.
Le rôle de la pression dans les procédés ERW
La pression joue un rôle crucial dans le traitement des déchets radioactifs. Elle a deux objectifs principaux. Premièrement, elle assure un bon contact entre les pièces métalliques, ce qui est essentiel pour le passage du courant et la production de chaleur. Deuxièmement, la pression permet de chasser les impuretés et les oxydes de la zone de soudure.
Équipements critiques utilisés dans le domaine du traitement des déchets radioactifs
Le procédé ERW s'appuie sur un équipement spécialisé pour obtenir des résultats précis. Les principaux composants sont les suivants :
- Alimentation électrique : Fournit le courant électrique nécessaire au soudage.
- Électrodes : Conduire le courant vers les pièces et appliquer une pression.
- Système de contrôle: Gère le flux de courant, la synchronisation et l'application de la pression.
- Système de refroidissement : Prévient la surchauffe des équipements et des pièces à usiner.
- Agencements: Maintenir les pièces en place pendant le soudage.

Matériaux adaptés au soudage par résistance électrique
Le soudage par résistance électrique (ERW) est polyvalent en termes de matériaux. Cependant, tous les métaux ne se prêtent pas de la même manière à ce procédé. Voyons quels sont les matériaux qui se prêtent le mieux au soudage par résistance électrique et pourquoi.
Métaux pouvant être soudés avec le procédé ERW
L'ERW fonctionne bien avec toute une série de métaux. L'acier est le plus courant, mais il existe d'autres options. D'autres matériaux conviennent également :
- Acier à faible teneur en carbone
- Acier inoxydable
- Alliages de nickel
- Alliages d'aluminium
- Alliages de cuivre
- Alliages de titane
Le facteur critique est la résistivité électrique. Les métaux ayant une résistivité modérée sont les plus efficaces. Ils génèrent suffisamment de chaleur pour le soudage sans nécessiter un courant excessif.
Avantages de l'utilisation de l'acier dans le procédé ERW
L'acier est le matériau de prédilection pour l'ERW. Il offre plusieurs avantages :
- Propriétés électriques constantes
- Bonne conductivité thermique
- Haute résistance après soudage
- Grande disponibilité
- Rentabilité
La résistance électrique de l'acier est idéale pour le soudage par résistance électrique. Elle génère efficacement de la chaleur au point de soudure, ce qui permet d'obtenir des soudures solides et fiables. Différentes qualités d'acier peuvent être soudées pour répondre à diverses applications.
Avantages du soudage par résistance électrique
Efficacité et rapidité élevées
- Effectue des soudures en quelques secondes, ce qui permet d'atteindre des taux de production élevés
- Idéal pour les opérations de fabrication en série
- Les systèmes automatisés assurent le soudage en continu avec un minimum de temps d'arrêt
- Réduction des coûts de main-d'œuvre et augmentation de la productivité globale
Distorsion minimale des matériaux
- produit des soudures avec des zones affectées par la chaleur plus petites que beaucoup d'autres méthodes
- Le chauffage localisé minimise la distorsion du matériau environnant.
- Indispensable pour maintenir l'intégrité des pièces à parois minces
- Moins de traitement post-soudure est nécessaire, ce qui permet d'économiser du temps et des ressources.
Efficacité énergétique dans le processus de soudage
- Il utilise efficacement l'énergie électrique en générant de la chaleur directement au point de soudure.
- Minimise le gaspillage d'énergie par rapport aux méthodes qui chauffent de plus grandes surfaces
- Requiert moins d'énergie globale que d'autres techniques de soudage
- Réduction des coûts d'exploitation et de l'impact sur l'environnement
Coût-efficacité des REG pour la production à grande échelle
- Les coûts d'installation initiaux sont compensés par la rapidité et l'efficacité de la production en grande série.
- Réduction des coûts de main-d'œuvre grâce au niveau élevé d'automatisation possible
- Permet d'utiliser des matériaux plus fins dans certaines applications, réduisant ainsi les dépenses en matières premières
- La précision minimise les rebuts et les reprises, ce qui réduit encore les coûts de production.

Défis et limites du soudage par résistance électrique
Limites d'épaisseur des matériaux soudables
- Convient le mieux aux matériaux d'épaisseur fine à moyenne, généralement jusqu'à 3 mm.
- Difficulté à souder des matériaux plus épais en raison de l'augmentation de la puissance nécessaire
- Un chauffage inégal peut se produire dans les pièces plus épaisses, ce qui entraîne des soudures irrégulières.
- Peut nécessiter d'autres méthodes de soudage pour les applications lourdes
Problèmes potentiels liés à la qualité des soudures
- Risque de fusion incomplète si les paramètres de soudage ne sont pas correctement réglés
- Possibilité de défauts internes non visibles en surface
- Susceptibilité à la contamination par des oxydes de surface ou des revêtements
- Difficultés à obtenir une qualité de soudure constante sur de longs joints
Préparation nécessaire avant le soudage
- Nécessite des surfaces propres et exemptes d'oxyde pour une qualité de soudure optimale
- Il peut être nécessaire de dégraisser ou de nettoyer chimiquement les pièces à usiner.
- L'alignement précis des pièces est essentiel à la réussite du soudage
- Le besoin potentiel d'un équipement de fixation ou de positionnement spécialisé
Maintenance de l'équipement ERW
- Inspection régulière et remplacement des roues d'électrodes ou des pointes de contact
- Étalonnage périodique des paramètres de soudage pour maintenir la cohérence
- Nettoyage et entretien des systèmes d'alimentation et de contrôle
- Temps d'arrêt potentiel pour les réparations ou les ajustements de l'équipement
Conclusion
Le soudage par résistance électrique est une méthode puissante et efficace pour assembler les métaux. Il offre rapidité, précision et rentabilité, ce qui le rend idéal pour de nombreuses applications de fabrication. Bien que le soudage par résistance électrique soit limité par l'épaisseur des matériaux et qu'il nécessite une préparation minutieuse, ses avantages l'emportent souvent sur ces difficultés. Le soudage par résistance continue d'évoluer au fur et à mesure que la technologie progresse, élargissant ses capacités et ses applications dans tous les secteurs.
Avez-vous besoin d’un fabricant de pièces en tôle fiable ? Shengen est l'endroit où aller. Nous sommes spécialisés dans la découpe laser, le pliage, la finition de surface et l'usinage CNC de tôles. Contacter Shengen Aujourd'hui, demandez l'aide de professionnels !
FAQ
Quelle est la différence entre le soudage ERW et le soudage à l'arc ?
Le soudage par résistance électrique utilise la résistance électrique pour générer de la chaleur, tandis que le soudage à l'arc crée un arc électrique entre une électrode et la pièce à souder. Le soudage par résistance électrique est plus rapide et convient mieux aux matériaux minces, tandis que le soudage à l'arc traite les matériaux plus épais et offre une plus grande polyvalence dans les types de joints.
Tous les métaux peuvent-ils être soudés par résistance électrique ?
Tous les métaux ne conviennent pas au procédé ERW. Il fonctionne mieux avec les métaux qui ont une résistance électrique modérée, comme l'acier. Certains métaux non ferreux peuvent être soudés mais peuvent nécessiter des techniques spéciales. Les métaux très conducteurs, comme le cuivre pur, sont difficiles à souder.
Quel est l'impact du procédé ERW sur l'efficacité de la production dans l'industrie automobile ?
Le soudage par résistance augmente considérablement l'efficacité de la production automobile. Il permet un soudage rapide et automatisé des panneaux de carrosserie et des composants. La vitesse et la régularité du soudage par résistance à la traction permettent une production en grande quantité, réduisant le temps d'assemblage et les coûts de main-d'œuvre tout en maintenant la qualité.
Quelle est la tension pour le soudage par résistance électrique ?
La tension pour l'ERW varie en fonction de l'application spécifique et de l'épaisseur du matériau. Elle est généralement comprise entre 4 et 12 volts. En revanche, le courant est plus important dans le cas du soudage par résistance, puisqu'il varie de 1 000 à 100 000 ampères. La combinaison d'une faible tension et d'un courant élevé est essentielle à l'efficacité du soudage par résistance.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Acier inoxydable résistant aux empreintes digitales : comment fonctionne-t-il et comment le choisir ?

OEM ou fabrication en sous-traitance : Comment choisir le bon modèle pour votre projet

Coûts d'installation et coûts unitaires dans la fabrication de tôles
