Lorsque vos pièces de tôle ne se plient pas comme prévu, cela peut tout perturber : l'alignement des trous, les dimensions et l'assemblage final. Cela se produit généralement parce que le facteur K n'est pas correct. Il influe sur la manière dont les modèles plats sont calculés et sur le résultat de la pièce finie. Si vous n'utilisez pas le bon facteur K, vous obtiendrez des pièces pliées qui ne correspondent pas à votre modèle ou à votre dessin.
Le facteur K est un chiffre qui indique où l'étirement se produit pendant le pliage. Il indique jusqu'où l'axe neutre se déplace dans la tôle. Lorsque vous pliez une tôle, l'extérieur s'étire et l'intérieur se comprime. Le facteur K se situe entre les deux. Il vous aide à calculer la quantité de matériau dont vous avez besoin pour obtenir des modèles plats précis. Si le facteur K est erroné, votre pièce ne se pliera pas comme vous l'avez prévu.
Si vous souhaitez un meilleur ajustement, des tolérances plus étroites et moins de surprises, vous devez prêter attention à ce chiffre.
Qu'est-ce que le facteur K dans la tôlerie ?
Le facteur K est le rapport qui indique où se situe l'axe neutre dans l'épaisseur du métal pendant le pliage. Lorsque le métal se plie, la partie supérieure se comprime et la partie inférieure s'étire. Quelque part entre ces deux forces se trouve une ligne dont la longueur ne change pas. Il s'agit de l'axe neutre.
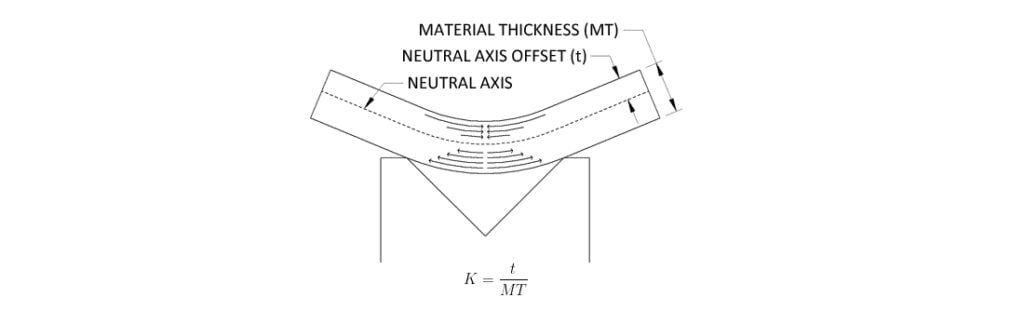
Le facteur K exprime le rapport entre le décalage de l'axe neutre (t) et l'épaisseur du matériau (MT). Ce calcul est essentiel car il influence la façon dont la tôle est manipulée, pliée et découpée pour répondre à des spécifications précises. L'image ci-dessous montre comment le pli se comprime en haut et s'étire en bas.
La science derrière le facteur K de la tôle
Lorsque vous pliez du métal, la surface intérieure est comprimée. La surface extérieure s'étire. Quelque part entre les deux, il y a une ligne dont la longueur ne change pas. Cette ligne est l'axe neutre.
Le facteur K indique la position de cette ligne en tant que fraction de l'épaisseur totale. Un facteur K de 0,5 signifie qu'elle se trouve au milieu. Un facteur K de 0,3 signifie qu'elle est plus proche de l'intérieur.
La position exacte dépend du matériau, rayon de courbureet la méthode de pliage.
Comment le facteur K affecte-t-il le pliage de la tôle ?
Si votre facteur K est erroné, votre motif plat sera erroné. Il en résulte des trous aux mauvais endroits, des bords qui ne s'alignent pas ou des pièces qui ne s'emboîtent pas.
Un facteur K faible allonge le motif plat. Un facteur K élevé le raccourcit. L'obtention d'une valeur correcte permet d'obtenir des pièces précises sans retouches.
La relation entre le facteur K et l'axe neutre
L'axe neutre se déplace en fonction de la façon dont le métal se plie. Les courbes plus serrées et les métaux plus durs le rapprochent de l'intérieur.
Le facteur K indique la distance entre cet axe et la surface intérieure. Si vous connaissez l'emplacement de l'axe neutre, vous pouvez calculer tolérance de pliage et la déduction de la courbure. Cela vous aide à concevoir des pièces qui correspondent à ce qui sort de l'usine. presse plieuse.
Calculateur de facteur K
Connaître le facteur K correct permet d'obtenir des modèles plats précis et de réduire les essais et les erreurs lors de la fabrication. Voyons comment il est calculé et ce qu'il révèle sur votre matériau.
Comment calculer le facteur K? ?
Vous pouvez calculer le facteur K à l'aide d'une formule qui tient compte de la surépaisseur de courbure, de l'angle de courbure, de l'épaisseur du matériau et du rayon intérieur. L'équation est la suivante :
K = (180° × BA) / (π × θ × T) - (Ri / T)
Où ?
- K est le facteur K
- BA est la surépaisseur de pliage
- θ est l'angle de courbure en degrés
- T est l'épaisseur du matériau
- Ri est le rayon de courbure intérieur
Une fois que vous avez obtenu ces valeurs, introduisez-les dans la formule. Vous obtiendrez ainsi le facteur K, qui indique la distance entre l'axe neutre et la surface intérieure du pli, en tant que fraction de l'épaisseur de la tôle.
Pour connaître la position réelle de l'axe neutre, il faut multiplier le facteur K par l'épaisseur du matériau :
t = K × T
Calculateur du facteur K
Explication de la formule et de la géométrie du facteur K
Le facteur K provient de la façon dont le métal se comporte lorsqu'il est plié en arc. Le pliage forme une forme circulaire avec un rayon spécifique. Alors que le côté extérieur s'étire et que le côté intérieur se comprime, l'axe neutre conserve la même longueur.
La longueur de l'arc de l'axe neutre est utilisée pour calculer la surépaisseur de pliage. La position de cet axe à l'intérieur du matériau influe sur la longueur de la pièce plate. C'est pourquoi le facteur K est intégré dans les formules de surépaisseur et de déduction de pliage.
Déplacement de l'axe neutre : Ce qu'il nous apprend sur le comportement des matériaux
Si le pli est serré, l'axe neutre se rapproche de la surface intérieure. Si la courbure est plus importante ou si le matériau est plus souple, l'axe se déplace davantage vers le centre. Ce déplacement reflète la façon dont le matériau gère la tension et la compression.
Les matériaux plus durs et les courbes plus serrées créent plus de décalages. Les matériaux plus souples ou les grands rayons de courbure les réduisent. L'observation de ce comportement vous aide à prévoir comment le matériau réagira pendant le pliage.
Tableau du facteur K de la tôle
Un tableau du facteur K fournit des valeurs de référence, généralement comprises entre 0 et 0,5, pour les matériaux courants comme l'acier, l'aluminium et l'acier inoxydable. C'est un point de départ pour la fabrication générale, indiquant les degrés de déformation typiques pour différentes épaisseurs et matériaux.
| Rayon | Souple / Aluminium | Moyen / Acier | Dur / Acier inoxydable |
|---|---|---|---|
| Pliage de l'air | |||
| 0 - Le mont. | 0.33 | 0.38 | 0.4 |
| Mont - 3*Mt. | 0.4 | 0.43 | 0.45 |
| 3*Mont. ->3*Mt. | 0.5 | 0.5 | 0.5 |
| Cintrage inférieur | |||
| 0 - Le mont. | 0.42 | 0.44 | 0.46 |
| Mont - 3*Mt. | 0.46 | 0.47 | 0.48 |
| 3*Mont. ->3*Mt. | 0.5 | 0.5 | 0.5 |
| Monnayage | |||
| 0 - Le mont. | 0.38 | 0.41 | 0.44 |
| Mont - 3*Mt. | 0.44 | 0.46 | 0.47 |
| 3*Mont. ->3*Mt. | 0.5 | 0.5 | 0.5 |
Considérations relatives à la conception et à l'ingénierie
Pour obtenir des pièces précises, les ingénieurs doivent appliquer le bon facteur K au stade de la conception. Cela permet d'éviter les erreurs de production et le gaspillage de matériaux.
Comment choisir le bon facteur K pour les modèles CAO?
Commencez par vérifier la méthode de pliage. Le cintrage à l'air, le cintrage par le bas et le cintrage par le haut nécessitent tous des valeurs K différentes. Prenez ensuite en compte le type et l'épaisseur du matériau. Utilisez un facteur K testé dans le cadre de projets antérieurs ou effectuez un essai de pliage sur votre installation.
Si vous n'êtes pas sûr, commencez par 0,4 comme valeur de référence pour le cintrage à l'air. Ajustez ensuite la valeur en fonction des résultats de cintrage et des commentaires sur le matériau.
Utilisation du facteur K dans un logiciel de conception de tôles
La plupart des programmes de CAO disposent d'outils intégrés pour conception de tôles. Dans SolidWorks, vous pouvez définir le facteur K directement dans la fonction de tôlerie. Fusion 360 vous permet également de saisir le facteur K lors de la définition des règles de pliage.
Utilisez le facteur K pour calculer automatiquement la surépaisseur de pliage. Cela vous permet d'aplatir des pièces dans votre modèle tout en conservant des dimensions finales précises. Veillez à ce que la valeur corresponde à votre configuration de pliage réelle.
Erreurs à éviter lors de l'utilisation de valeurs incorrectes du facteur K
Un mauvais facteur K entraîne des erreurs dans les modèles plats. Il en résulte des courbes qui ne respectent pas les dimensions cibles. Les trous peuvent être mal alignés. Les languettes peuvent ne pas s'ajuster.
Évitez de copier les facteurs K de projets non apparentés. Ne vous fiez pas aux valeurs par défaut, à moins qu'elles ne correspondent à votre processus. Sauter des essais de pliage ou ignorer le comportement réel du matériau peut coûter du temps et de l'argent par la suite.

Méthodes pratiques pour déterminer le facteur K
Le facteur K le plus fiable provient de votre atelier. Ces méthodes pratiques vous aident à faire correspondre la conception aux résultats réels.
Tests empiriques : Mesurer le facteur K dans votre atelier
Découpez un échantillon de votre tôle. Marquez une distance connue en travers. Ensuite, pliez-la selon l'angle et le rayon que vous prévoyez d'utiliser. Après le pliage, mesurez l'arc extérieur et comparez-le à votre longueur initiale.
Utilisez les résultats du pliage pour calculer l'emplacement de l'axe neutre. À partir de là, vous pouvez déterminer votre facteur K réel. Cette méthode est plus précise que l'utilisation d'estimations approximatives.
Utilisation de coupons d'essai de pliage pour affiner le facteur K
Un coupon de pliage est une petite pièce de tôle utilisée uniquement à des fins de test. Il vous permet de vérifier la qualité et la précision du pliage sans risquer d'endommager des pièces entières.
Pliez plusieurs coupons avec les mêmes paramètres que ceux que vous prévoyez d'utiliser en production. Mesurez-les et ajustez votre facteur K dans le modèle CAO pour qu'il corresponde au résultat réel du pliage. C'est le moyen le plus rapide de composer des modèles plats.
Tableaux de référence et normes industrielles
Si vous ne pouvez pas effectuer de tests, utilisez un tableau de facteur K standard comme point de départ. De nombreux fournisseurs d'outillage, manuels de presse plieuse ou groupes industriels publient des tableaux basés sur le matériau, le rayon de courbure et le type d'outillage.
Ces valeurs sont proches mais pas toujours exactes. Utilisez-les comme guide, puis affinez-les par des essais. Des normes telles que DIN ou ANSI peuvent également suggérer des facteurs K pour des configurations spécifiques.
Conclusion
Le facteur K est un petit nombre qui fait une grande différence dans le pliage des tôles. Il vous indique où se situe l'axe neutre et vous aide à calculer des modèles plats précis. L'utilisation du bon facteur K permet d'améliorer l'ajustement des pièces, de réduire les déchets et d'éviter les retouches coûteuses. Il varie en fonction du matériau, de l'épaisseur, de la méthode de pliage et de l'outillage. Testez et ajustez toujours pour obtenir les meilleurs résultats dans la fabrication réelle.
Besoin d'aide pour des pièces de tôlerie personnalisées ou pour la conception d'un modèle plat précis ? Contactez notre équipe d'ingénieurs dès aujourd'hui-Nous veillerons à ce que vos courbes soient parfaites dès la première fois.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Acier inoxydable résistant aux empreintes digitales : comment fonctionne-t-il et comment le choisir ?

OEM ou fabrication en sous-traitance : Comment choisir le bon modèle pour votre projet

Coûts d'installation et coûts unitaires dans la fabrication de tôles
