Le soudage MIG de l'aluminium peut s'avérer délicat. Il faut de la précision et des techniques spécifiques pour obtenir des soudures solides et propres. Sans les compétences et les conseils appropriés, vous risquez de rencontrer des problèmes tels qu'une mauvaise pénétration, des éclaboussures excessives ou des joints fragiles.
Le soudage MIG de l'aluminium consiste à utiliser un fil-électrode solide pour fusionner des pièces d'aluminium. Elle nécessite un niveau de chaleur plus élevé et une main ferme pour éviter les déformations ou les fissures. Les principales techniques consistent à ajuster la chaleur, à utiliser le bon matériau d'apport et à veiller à ce que le gaz de protection circule correctement. En tant que métal mou, l'aluminium exige de la précision pour éviter des problèmes tels que les brûlures ou l'oxydation.
La maîtrise du soudage MIG de l'aluminium peut améliorer considérablement la qualité et l'efficacité de votre production. Mais pour cela, vous devez connaître les meilleures techniques, astuces et pratiques pour travailler avec ce matériau polyvalent. Examinons plus en détail certains aspects cruciaux.
Peut-on souder de l'aluminium par MIG ?
Oui, vous pouvez souder de l'aluminium au MIG. Le soudage MIG est une méthode populaire pour assembler l'aluminium car il offre une bonne pénétration, une bonne rapidité et une grande facilité d'utilisation. Toutefois, l'aluminium est un matériau plus difficile à souder que l'acier en raison de son faible point de fusion et de sa tendance à s'oxyder rapidement.
Vous devez utiliser l'équipement et les réglages appropriés pour réussir le soudage MIG de l'aluminium. Par exemple, l'aluminium nécessite un fil d'apport différent (généralement ER4043 ou ER5356) et une température plus élevée que l'acier.
En outre, vous devrez utiliser du gaz argon 100% comme gaz de protection pour éviter l'oxydation pendant le processus.
Pourquoi le soudage de l'aluminium est-il difficile ?
Le soudage de l'aluminium n'est pas comme soudage de l'acier. Ses propriétés uniques posent plusieurs problèmes. Tout d'abord, l'aluminium a un point de fusion de 650°C (1200°F), mais sa couche d'oxyde superficielle fond à 2037°C (3700°F). Cela signifie qu'il faut enlever la couche d'oxyde avant de souder, sinon la soudure n'adhérera pas correctement.
L'aluminium conduit également la chaleur beaucoup plus rapidement que l'acier. Cette dissipation rapide de la chaleur nécessite un apport de chaleur plus important pour former une flaque de soudure. Cependant, le point de fusion bas de l'aluminium fait qu'il est facile de brûler le matériau si l'on applique trop de chaleur.
Pour compliquer encore les choses, les soudures en aluminium se contractent d'environ 6% lorsqu'elles refroidissent. Ce retrait peut provoquer des fissures ou des déformations dans le joint. L'équilibre entre l'apport de chaleur, le nettoyage et la gestion du retrait rend le soudage de l'aluminium précis et exigeant.

Quel est l'équipement nécessaire pour souder de l'aluminium au MIG ?
Le soudage MIG de l'aluminium nécessite un équipement spécifique pour garantir la propreté et la solidité des soudures. Vous trouverez ci-dessous quelques outils et matériaux essentiels dont vous aurez besoin pour mener à bien votre projet de soudage de l'aluminium :
Outils de nettoyage
Avant de souder de l'aluminium, il est essentiel de bien nettoyer le métal pour éliminer tous les contaminants, en particulier la couche d'oxyde. Pour préparer la surface, utilisez une brosse métallique en acier inoxydable ou une brosse de nettoyage dédiée à l'aluminium. Évitez d'utiliser la même brosse pour l'acier, car elle peut introduire des contaminants qui affectent la qualité de la soudure.
Barres d'apport de l'alliage approprié
Pour l'aluminium, les alliages d'apport les plus courants sont ER4043 et ER5356. L'ER4043 est souvent utilisé pour le soudage général et offre d'excellentes caractéristiques d'écoulement, tandis que l'ER5356 est plus musclé et est préféré pour les applications où la résistance est plus importante.
Le bon gaz
Lors du soudage MIG de l'aluminium, le gaz de protection est essentiel pour protéger le bain de soudure de la contamination et de l'oxydation. Contrairement à l'acier, qui utilise un mélange d'argon et de dioxyde de carbone, l'aluminium nécessite du gaz argon 100%. Ce gaz permet de créer un arc propre et stable et empêche l'aluminium de réagir avec l'air.
Comment souder de l'aluminium avec MIG ?
Le soudage MIG de l'aluminium nécessite une technique précise, une préparation et des réglages adéquats. Voici un guide étape par étape pour vous aider dans votre démarche :
Étape 1: Préparer l'espace de travail
Commencez par installer une zone propre et bien ventilée. Veillez à ce que votre surface de soudage soit plane et stable afin d'éviter toute déformation pendant le soudage.
Étape 2: Nettoyer l'aluminium
Comme indiqué précédemment, l'aluminium forme naturellement une couche d'oxyde qui peut empêcher une fusion correcte. Utilisez une brosse métallique en acier inoxydable dédiée à l'aluminium pour éliminer cette couche de la surface.
Étape 3:Setup the Welder
Configurez votre soudeur MIG en fonction des paramètres appropriés :
- Tension et ampérage: Régler la machine en fonction de la conductivité thermique plus élevée de l'aluminium et de son point de fusion plus bas. Une tension plus élevée est souvent nécessaire.
- Vitesse de dévidage du fil: Réglez la vitesse de dévidage du fil en fonction de la tension. Commencez par un réglage moyen et ajustez si nécessaire.
- Débit de gaz: Assurez-vous que vous utilisez le gaz argon 100% pour le blindage. Réglez le débit de gaz à environ 20-30 pieds cubes par heure (CFH), en fonction de l'environnement de soudage.
Étape 4:Préchauffer l'aluminium (si nécessaire)
Pour réduire le choc thermique, il convient de préchauffer légèrement le métal pour les matériaux en aluminium plus épais.
Étape 5:Démarrer la soudure
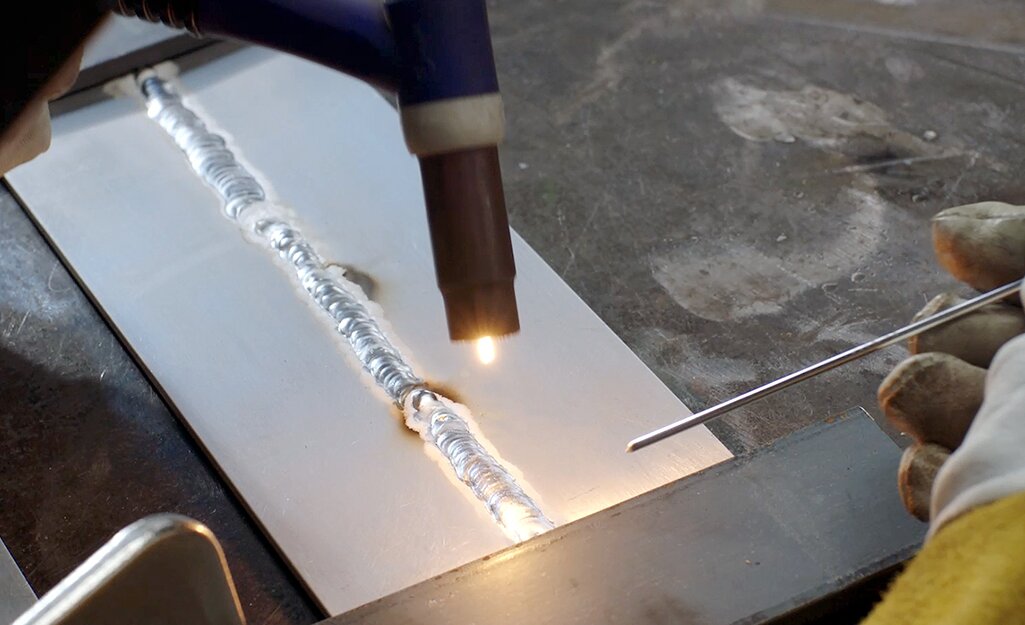
Positionner le pistolet MIG à un angle de 10 à 15 degrés par rapport à la verticale, avec la buse orientée dans le sens de la marche. Établir l'arc en appuyant sur la gâchette et en déplaçant la torche le long du joint de manière régulière.
Étape 6:Déplacer la torche en douceur
Déplacez le chalumeau le long du cordon de soudure d'un mouvement régulier et régulier. Pour les matériaux fins, déplacez la torche plus rapidement pour éviter de brûler la soudure.

Quels sont les meilleurs réglages pour le soudage MIG de l'aluminium ?
Il est essentiel d'utiliser les bons réglages de votre poste à souder pour obtenir des soudures MIG solides et propres sur l'aluminium. Les réglages dépendent de facteurs tels que l'épaisseur du matériau, la taille du fil et la position de soudage, mais voici quelques directives générales pour le soudage MIG de l'aluminium :
Tension et ampérage
- Tension: En règle générale, vous devez régler votre poste à souder à environ 18-24 voltsen fonction de l'épaisseur du matériau.
- Intensité de courant: L'aluminium conduit rapidement la chaleur, ce qui nécessite un ampérage plus élevé pour créer une bonne flaque. La règle générale est la suivante 1 ampère par millième de pouce de l'épaisseur du matériau. Par exemple, pour de l'aluminium de 1/8″, il faut environ 100 ampères.
Vitesse de dévidage du fil
La vitesse de dévidage du fil (WFS) doit correspondre à la tension pour obtenir un arc stable. La vitesse de dévidage du fil se situe généralement dans la fourchette suivante 150 à 450 pouces par minute (IPM), en fonction de l'épaisseur de l'aluminium et du diamètre du fil.
Débit de gaz de protection
Utiliser 100% argon pour le blindage des soudures en aluminium. Le débit typique est de 20-30 CFH (pieds cubes par heure).
Dépassement (extension de l'électrode)
Le dépassement est la distance entre la pointe de contact et la pièce à usiner. Pour l'aluminium, la distance entre la pointe et la pièce doit être de 3/8″ à 1/2″.
Quelle est la bonne technique pour le soudage MIG de l'aluminium ?
Le soudage MIG de l'aluminium nécessite une technique spécifique pour tenir compte des propriétés uniques du métal. Voici une description de la méthode appropriée pour garantir des soudures réussies et propres :
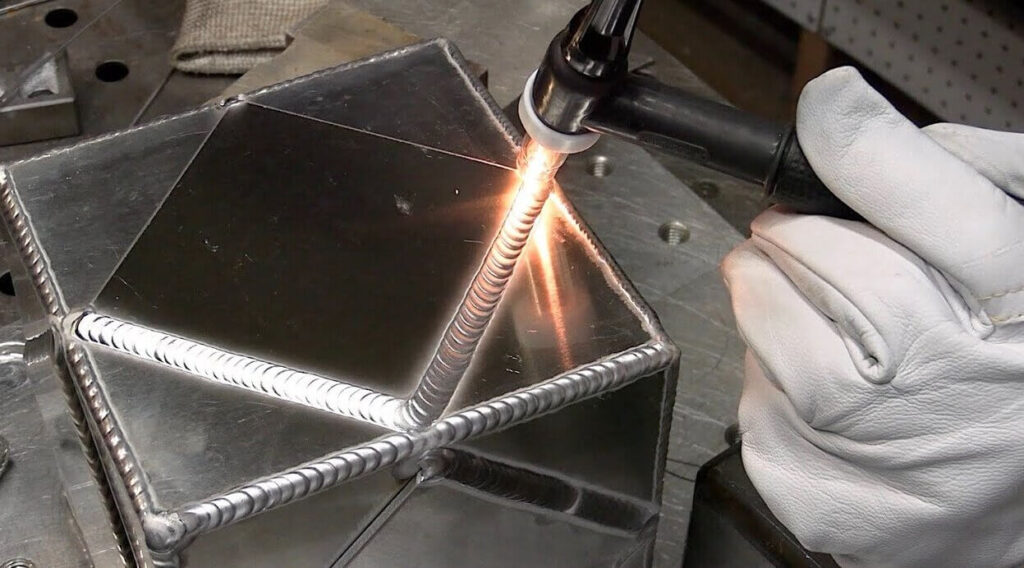
Technique de la poussée (soudage en coup droit)
Pour l'aluminium, utilisez toujours la technique de poussée, en poussant la torche vers la flaque de soudure plutôt qu'en la tirant. Cela permet d'éviter que la chaleur ne soit absorbée trop rapidement, ce qui donne plus de temps à la flaque pour se former.
Maintenir une longueur d'arc courte
La longueur de l'arc doit être aussi courte que possible sans que la pointe de contact ne touche la pièce. Un arc court permet de mieux contrôler la flaque et d'éviter la surchauffe de l'aluminium.
Contrôle de l'apport de chaleur
L'aluminium conduit la chaleur très rapidement, c'est pourquoi il est essentiel de contrôler l'apport de chaleur. Réglez soigneusement la tension, l'ampérage et la vitesse d'alimentation du fil pour vous assurer que la quantité de chaleur appliquée est adaptée à l'épaisseur du matériau.
Défis courants lors du soudage MIG de l'aluminium
Le soudage MIG de l'aluminium s'accompagne de son propre lot de défis qui nécessitent une attention particulière aux détails et des techniques appropriées pour les surmonter. Voici quelques-uns des problèmes les plus courants auxquels les soudeurs sont confrontés et comment les gérer :
Prévention et correction de la porosité dans les soudures d'aluminium
La porosité se produit lorsque du gaz est piégé dans le bain de fusion, laissant de minuscules trous ou vides dans la soudure. Ce phénomène est particulièrement fréquent dans l'aluminium en raison de sa réactivité avec l'oxygène et l'humidité de l'air.
Pour éviter la porosité, veillez à ce que le débit du gaz de protection soit régulier et suffisant, généralement entre 20 et 30 CFH avec le gaz argon 100%. En outre, nettoyez soigneusement l'aluminium avant de le souder pour éliminer les contaminants tels que l'huile, l'humidité ou la saleté.
Surmonter la distorsion et le gauchissement de l'aluminium
L'aluminium se dilate et se contracte considérablement lorsqu'il est exposé à la chaleur, ce qui le rend susceptible de se déformer pendant le soudage. Les matériaux en aluminium plus minces rendent ce phénomène particulièrement problématique.
Pour réduire les déformations, essayez de travailler par passes courtes et contrôlées et évitez de vous attarder trop longtemps sur une zone. Vous pouvez également serrer le matériau en place ou le préchauffer légèrement (pour l'aluminium plus épais) afin de minimiser les chocs thermiques.
Traitement des couches d'oxyde d'aluminium
L'aluminium forme à sa surface une couche d'oxyde résistante qui fond à une température beaucoup plus élevée que le matériau de base. Si cette couche d'oxyde n'est pas enlevée correctement, elle empêchera une bonne fusion entre les matériaux et entraînera des soudures fragiles.
La meilleure façon de traiter la couche d'oxyde est de nettoyer soigneusement la surface avant le soudage à l'aide d'une brosse métallique en acier inoxydable ou d'un outil de nettoyage abrasif conçu pour l'aluminium.
Conclusion
En raison de ses propriétés uniques, telles que la sensibilité à la chaleur, la conductivité élevée et la couche d'oxyde résistante, le soudage MIG de l'aluminium nécessite une approche prudente. Des techniques, des réglages et des équipements appropriés permettent de surmonter les problèmes courants tels que la porosité, la distorsion et la gestion de la couche d'oxyde.
Si vous êtes prêt à améliorer votre processus de soudage de l'aluminium ou si vous avez besoin de pièces en aluminium de haute qualité pour votre prochain projet, n'hésitez pas à nous contacter. Notre équipe est là pour vous fournir des conseils d'experts et des solutions fiables. Contactez-nous aujourd'hui pour une consultation ou un devis !
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Usinage d'angle : Ce qui détermine le coût et la qualité des pièces

Acier inoxydable résistant aux empreintes digitales : comment fonctionne-t-il et comment le choisir ?

OEM ou fabrication en sous-traitance : Comment choisir le bon modèle pour votre projet
