MIG-сварка алюминия может быть непростой задачей. Она требует точности и особых приемов для получения прочных и чистых сварных швов. Без соответствующих навыков и советов вы можете столкнуться с такими проблемами, как плохое проплавление, большое количество брызг или слабые швы.
MIG-сварка алюминия предполагает использование электрода из сплошной проволоки для сплавления алюминиевых деталей. Она требует более высокого уровня нагрева и твердой руки, чтобы предотвратить деформацию или растрескивание. Основные приемы включают регулировку нагрева, использование правильного присадочного материала и обеспечение надлежащего потока защитного газа. Будучи мягким металлом, алюминий требует точности, чтобы избежать таких проблем, как прогар или окисление.
Овладение навыками MIG-сварки алюминия может значительно повысить качество и эффективность вашего производства. Но для этого вам необходимо знать лучшие техники, советы и приемы работы с этим универсальным материалом. Давайте углубимся в некоторые важнейшие аспекты.
Можете ли вы сварить алюминий методом MIG?
Да, вы можете сваривать алюминий методом MIG. MIG-сварка - популярный метод соединения алюминия, поскольку она обеспечивает хорошее проникновение, скорость и простоту использования. Однако алюминий - более сложный материал для сварки, чем сталь, из-за низкой температуры плавления и склонности к быстрому окислению.
Для успешной MIG-сварки алюминия необходимо использовать правильное оборудование и настройки. Например, для алюминия требуется другая присадочная проволока (обычно ER4043 или ER5356) и более высокая температура нагрева, чем для стали.
Кроме того, в качестве защитного газа необходимо использовать аргон 100%, чтобы предотвратить окисление во время процесса.
Почему сварка алюминия сложна
Сварка алюминия не похожа на сварочная сталь. Его уникальные свойства создают несколько проблем. Во-первых, температура плавления алюминия составляет 1200°F (650°C), но его поверхностный оксидный слой плавится при 3700°F (2037°C). Это означает, что перед сваркой необходимо удалить оксидный слой, иначе сварной шов не будет скреплен должным образом.
Алюминий также проводит тепло гораздо быстрее, чем сталь. Такая быстрая теплоотдача требует большего нагрева для образования сварочной лужи. Однако низкая температура плавления алюминия позволяет легко прожечь материал, если приложить слишком много тепла.
Дополнительную сложность создает то, что алюминиевые сварные швы при охлаждении сжимаются примерно на 6%. Эта усадка может привести к образованию трещин или деформации шва. Баланс между подачей тепла, очисткой и управлением усадкой делает сварку алюминия точной и сложной.

Какое оборудование необходимо для MIG-сварки алюминия?
Для MIG-сварки алюминия требуется специальное оборудование, обеспечивающее чистоту и прочность сварных швов. Ниже перечислены основные инструменты и материалы, которые понадобятся для успешной сварки алюминия:
Инструменты для уборки
Перед сваркой алюминия необходимо тщательно очистить металл, чтобы удалить все загрязнения, особенно оксидный слой. Чтобы подготовить поверхность, используйте проволочную щетку из нержавеющей стали или специальную щетку для очистки алюминия. Пожалуйста, не используйте ту же щетку для стали, так как это может привести к загрязнению, которое повлияет на качество сварки.
Наполнительные стержни из соответствующего сплава
Для алюминия распространенными присадочными сплавами являются ER4043 и ER5356. ER4043 часто используется для сварки общего назначения и обеспечивает отличные характеристики текучести, в то время как ER5356 более мускулистый и предпочтителен в тех случаях, когда прочность более важна.
Правильный газ
При MIG-сварке алюминия защитный газ необходим для защиты сварочной ванны от загрязнения и окисления; в отличие от стали, где используется смесь аргона и углекислого газа, для алюминия требуется аргоновый газ 100%. Это помогает создать чистую, стабильную дугу и предотвращает реакцию алюминия с воздухом.
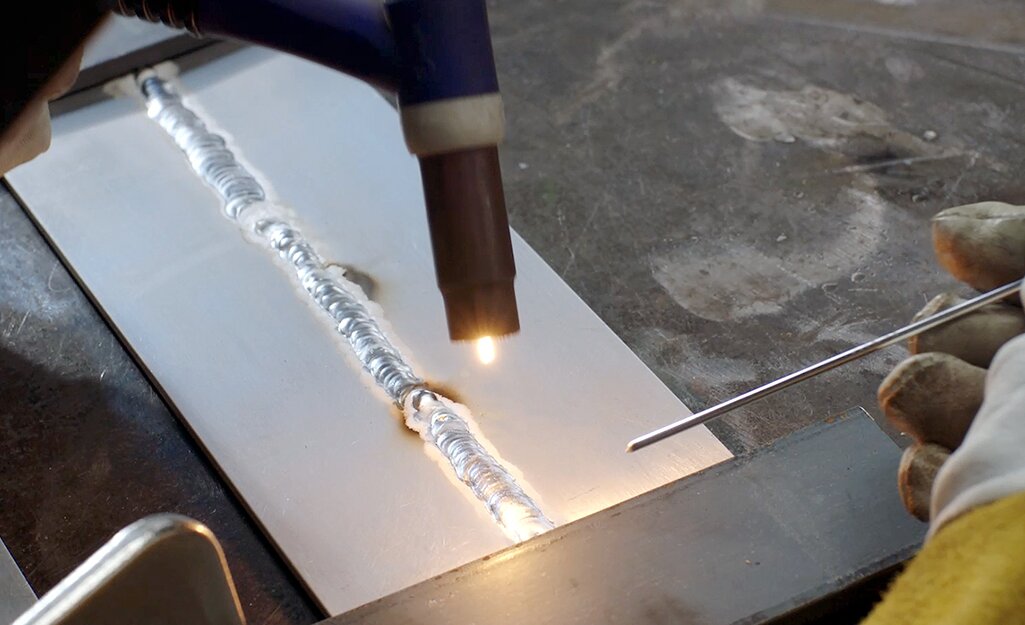
Как сварить алюминий с помощью MIG?
MIG-сварка алюминия требует точной техники, подготовки и правильных настроек. Вот пошаговое руководство, которое поможет вам в этом процессе:
Шаг 1: Подготовьте рабочее пространство
Начните с обустройства чистой, хорошо проветриваемой зоны. Убедитесь, что сварочная поверхность ровная и устойчивая, чтобы избежать деформации во время сварки.
Шаг 2:Очистите алюминий
Как упоминалось ранее, алюминий естественным образом образует оксидный слой, который может препятствовать правильному сплавлению. Для удаления этого слоя с поверхности используйте проволочную щетку из нержавеющей стали, предназначенную для алюминия.
Шаг 3:Настройка сварочного аппарата
Настройте сварочный аппарат MIG на правильные параметры:
- Напряжение и сила тока: Настройте машину с учетом более высокой теплопроводности алюминия и более низкой температуры плавления. Часто требуется более высокое напряжение.
- Скорость подачи проволоки: Установите скорость подачи проволоки в соответствии с напряжением. Начните со среднего значения и регулируйте по мере необходимости.
- Поток газа: Убедитесь, что для защиты используется аргоновый газ 100%. Установите расход газа на уровне 20-30 кубических футов в час (CFH) в зависимости от условий сварки.
Шаг 4:Разогрейте алюминий (если необходимо)
Чтобы уменьшить тепловой удар, следует предварительно слегка нагреть металл для более толстых алюминиевых материалов.
Шаг 5:Начать сварку
Расположите пистолет MIG под углом 10-15 градусов от вертикали, направив сопло по направлению движения. Установите дугу, нажав на спусковой крючок и плавно и равномерно перемещая горелку вдоль соединения.
Шаг 6:Плавно перемещайте факел
Плавными, последовательными движениями перемещайте горелку вдоль сварного шва. Для тонких материалов двигайтесь быстрее, чтобы избежать прожога.

Какие настройки лучше всего подходят для MIG-сварки алюминия?
Использование правильных настроек на вашем сварочном аппарате для получения прочных и чистых швов MIG на алюминии имеет решающее значение. Настройки зависят от таких факторов, как толщина материала, размер проволоки и положение сварки, но вот некоторые общие рекомендации по MIG-сварке алюминия:
Напряжение и сила тока
- Напряжение: Как правило, вы должны настроить сварочный аппарат на температуру около 18-24 вольтв зависимости от толщины материала.
- Сила тока: Алюминий быстро проводит тепло, поэтому для создания хорошей лужицы требуется большая сила тока. Общее эмпирическое правило гласит 1 ампер на тысячную долю дюйма толщины материала. Например, для алюминия толщиной 1/8″ вам потребуется около 100 ампер.
Скорость подачи проволоки
Скорость подачи проволоки (WFS) должна соответствовать напряжению для получения стабильной дуги. Скорость подачи проволоки обычно находится в диапазоне От 150 до 450 дюймов в минуту (IPM), в зависимости от толщины алюминия и диаметра проволоки.
Поток защитного газа
Используйте 100% аргон газ для защиты алюминиевых сварных швов. Типичный расход составляет 20-30 CFH (кубических футов в час).
Выдвижение (удлинение электрода)
Выступ - это расстояние между контактным наконечником и заготовкой. При работе с алюминием расстояние между наконечником и заготовкой должно составлять 3/8″ - 1/2″.
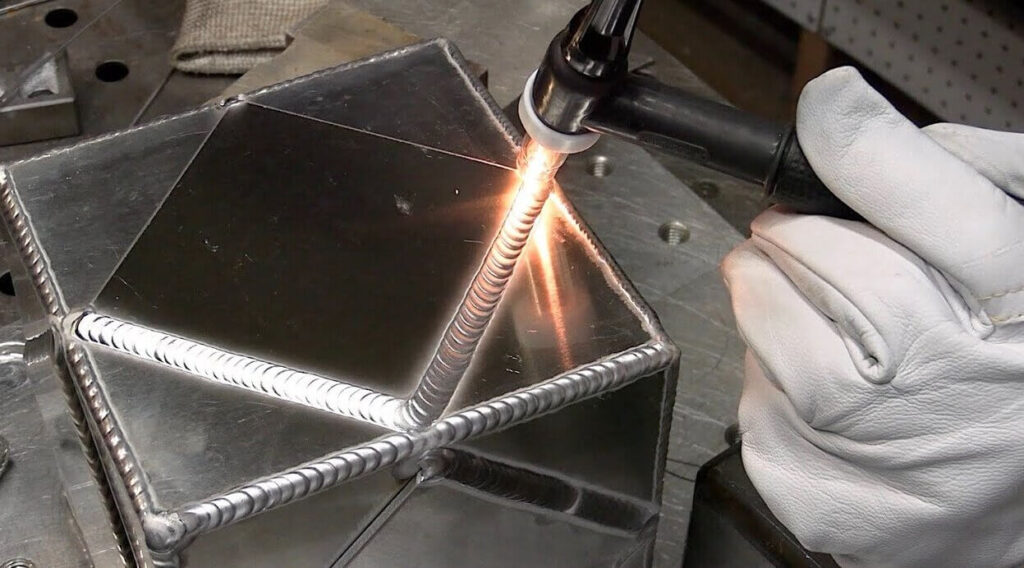
Какая техника подходит для сварки алюминия MIG?
MIG-сварка алюминия требует особой техники, учитывающей уникальные свойства металла. Ниже приводится описание правильного метода для обеспечения успешного и чистого сварного шва:
Техника толкания (сварка передней рукой)
При работе с алюминием всегда используйте технику "толкания": толкайте горелку к сварочной луже, а не тяните ее. Это поможет избежать слишком быстрого поглощения тепла и даст луже больше времени для формирования.
Поддерживайте короткую длину дуги
Держите длину дуги как можно короче, чтобы контактный наконечник не касался заготовки. Короткая длина дуги поможет вам лучше контролировать лужу и избежать перегрева алюминия.
Контроль Тепловой поток
Алюминий очень быстро проводит тепло, поэтому контроль подачи тепла имеет решающее значение. Тщательно отрегулируйте напряжение, силу тока и скорость подачи проволоки, чтобы обеспечить необходимое количество тепла для толщины материала.
Общие проблемы при сварке алюминия методом MIG
MIG-сварка алюминия сопряжена с целым рядом трудностей, требующих внимания к деталям и правильной техники. Вот некоторые из наиболее распространенных проблем, с которыми сталкиваются сварщики, и способы их решения:
Предотвращение и устранение пористости в алюминиевых сварных швах
Пористость возникает, когда газ задерживается в расплавленной сварочной ванне, оставляя в ней крошечные отверстия или пустоты. Это особенно характерно для алюминия из-за его реактивности с кислородом и влагой в воздухе.
Для предотвращения пористости убедитесь, что расход защитного газа стабилен и достаточен, обычно он составляет 20-30 CFH при использовании аргона 100%. Кроме того, перед сваркой тщательно очистите алюминий от загрязнений, таких как масло, влага или грязь.
Преодоление деформации и коробления алюминия
Алюминий значительно расширяется и сжимается под воздействием тепла, что делает его склонным к короблению и деформации во время сварки. Тонкие алюминиевые материалы делают это особенно проблематичным.
Чтобы уменьшить искажения, старайтесь работать короткими, контролируемыми проходами и не задерживаться на одном участке слишком долго. Вы также можете зажать материал на месте или слегка подогреть его (для более толстого алюминия), чтобы минимизировать тепловой удар.
Работа со слоями оксида алюминия
Алюминий образует на своей поверхности прочный оксидный слой, который плавится при гораздо более высокой температуре, чем основной материал. Если этот оксидный слой не будет удален правильно, он будет препятствовать хорошему сплавлению материалов и приведет к слабым сварным швам.
Лучший способ справиться с оксидным слоем - тщательно очистить поверхность перед сваркой с помощью проволочной щетки из нержавеющей стали или абразивного инструмента, предназначенного для очистки алюминия.
Заключение
Благодаря своим уникальным свойствам, таким как термочувствительность, высокая электропроводность и прочный оксидный слой, MIG-сварка алюминия требует тщательного подхода. Правильные методы, настройки и оборудование позволяют преодолеть такие распространенные проблемы, как пористость, деформация и управление оксидным слоем.
Если вы готовы усовершенствовать процесс сварки алюминия или вам нужны высококачественные алюминиевые детали для вашего следующего проекта, обращайтесь к нам. Наша команда готова предоставить экспертные советы и надежные решения. Связаться с нами сегодня для получения консультации или предложения!
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Лазерная текстуризация металлов: подготовка, оптимизация производства и контроль затрат

Электрооцинкованная сталь: руководство по изготовлению и выбору

Перфорация против лазерной резки: Стоимость, скорость и преимущества DFM
