Le pointage fait partie intégrante du soudage et sert de maintien temporaire avant l'exécution du soudage final. Ce guide complet cherche à bien comprendre cette technique critique en couvrant sa définition, son objectif et son importance pendant le soudage.
Comprendre les principes fondamentaux du soudage par points
Le soudage par points constitue la base de projets de soudage réussis. Explorons les concepts fondamentaux qui rendent cette technique inestimable.
Qu'est-ce que le soudage par points ?
Une soudure par points fonctionne comme une soudure par points temporaire - pensez-y comme un point précis qui maintient les pièces de métal ensemble. Ces petites soudures maintiennent les pièces en position tout en assurant un ajustement et un alignement corrects avant la soudure finale.
L'objectif des soudures par points
Le soudage par points crée de petites soudures stratégiques qui fixent temporairement les pièces métalliques en position avant le soudage final. Ces connexions précises agissent comme des goupilles, permettant aux soudeurs d'établir un alignement correct et d'effectuer les ajustements nécessaires.
Soudure par points et soudure complète : Principales différences
Les soudures par points sont plus petites et plus rapides à réaliser que les soudures complètes. Elles sont temporaires, ce qui permet des ajustements. Les soudures complètes sont permanentes et assurent une résistance totale du joint. Les soudures par points permettent de mettre en place la structure, tandis que les soudures complètes terminent le travail.
Comment fonctionne le soudage par points ?
Le soudage par points est une technique de soudage temporaire utilisée pour maintenir des pièces métalliques en place avant le soudage final. Voici un guide détaillé étape par étape :
Étape 1:Préparer le matériel
- Nettoyez soigneusement les surfaces métalliques pour éliminer la saleté, la rouille ou les débris qui pourraient gêner la soudure.
- Veillez à ce que les pièces soient exemptes d'huile ou de graisse afin d'éviter toute contamination.
Étape 2:Positionner et serrer les pièces
- Aligner les pièces conformément aux spécifications de conception.
- Utilisez des pinces ou des fixations pour les maintenir fermement en place pendant le processus de soudage.
Étape 3:Mise en place de l'équipement de soudage
- Choisir la technique de soudage appropriée (MIG, TIG ou Stick) en fonction des matériaux et des exigences du projet.
- Ajustez les réglages de la machine à souder pour réduire l'apport de chaleur afin d'éviter les déformations.
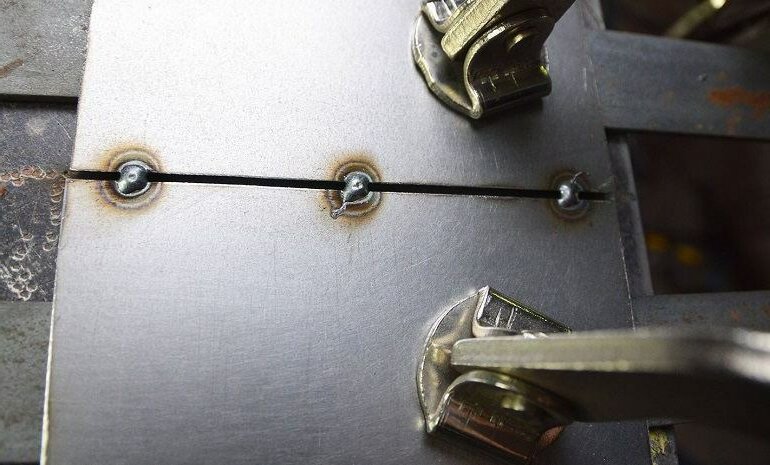
Étape 4:Réaliser la soudure d'attente
- Commencez par une extrémité du joint et appliquez une petite soudure par points.
- Veiller à ce que la taille et l'espacement des points de soudure soient constants pour assurer l'uniformité.
Étape 5:Inspecter et ajuster
- Vérifier l'alignement après chaque soudure par points pour s'assurer que les pièces restent correctement positionnées.
- Effectuer les ajustements nécessaires avant de procéder au soudage final.
Défis à relever
Bien qu'essentielle, la soudure par points s'accompagne de son propre lot de difficultés qui peuvent affecter la qualité et la fiabilité de la soudure finale. Il est essentiel de comprendre ces problèmes pour obtenir de bons résultats.
Distorsion et désalignement
Les soudures par points placées trop loin les unes des autres ou dans des séquences inappropriées peuvent entraîner une distorsion des joints et un mauvais alignement des pièces. Cela est particulièrement problématique pour les joints longs ou les matériaux minces.
Zones de fissuration et de fragilité
Un refroidissement rapide ou un apport de chaleur insuffisant pendant le soudage par points peut créer des zones fragiles et sensibles aux fissures dans la zone affectée thermiquement (ZAT). Ces fissures peuvent se propager pendant le soudage final ou sous l'effet d'une contrainte.
Stress résiduel
Le soudage par points introduit un échauffement et un refroidissement localisés qui peuvent créer des contraintes résiduelles dans la pièce. Ces contraintes peuvent entraîner des déformations, des fissures ou un affaiblissement des joints.
Qualité inégale des soudures
Des soudures de pointage inégales dues à un mauvais serrage, à des angles incorrects ou à une mauvaise technique peuvent entraîner des joints faibles qui ne parviennent pas à s'aligner lors du soudage final.
Dépannage et prévention
- Espacement et séquence appropriés: L'espacement des soudures d'agrafage est régulier et suit une séquence équilibrée pour contrôler la distorsion.
- Contrôle du préchauffage et du refroidissement: Préchauffer les matériaux si nécessaire et les laisser refroidir lentement pour éviter les zones fragiles.
- Serrage et alignement: Utiliser des pinces ou des fixations sûres pour maintenir l'alignement et réduire les mouvements pendant le soudage.
Types de points de soudure
Le soudage par points est un procédé polyvalent qui fait appel à diverses techniques adaptées à des applications spécifiques. Chaque type de soudure par points répond à un objectif unique : assurer un alignement correct, la stabilité et une distorsion minimale pendant le processus de soudage.
Soudures par points
Les soudures par points sont de petites soudures en forme de points placées à des endroits stratégiques le long du joint. Elles sont couramment utilisées pour une fixation temporaire et sont idéales pour les matériaux minces ou lorsqu'un apport de chaleur minimal est nécessaire. Les points de soudure sont rapides à appliquer et faciles à casser si des ajustements sont nécessaires.
Soudures en continu
Les soudures par points en continu consistent à créer une série de points très rapprochés sur toute la longueur du joint. Cette méthode offre une meilleure tenue et est particulièrement utile pour les matériaux plus épais ou les joints longs qui nécessitent une stabilité supplémentaire.
Soudures d'angle et de bordure
Les soudures d'angle et de bord sont utilisées pour fixer les pièces métalliques dans les angles ou le long des bords. Ces soudures permettent d'aligner correctement les joints qui forment des angles, tels que les joints en T ou les assemblages en L, et de maintenir l'intégrité structurelle pendant le soudage final.
Soudures bout à bout
Les soudures bout à bout sont appliquées pour aligner deux pièces métalliques bout à bout. Ces soudures permettent de maintenir l'écart et l'alignement corrects dans les assemblages bout à bout, ce qui est essentiel pour obtenir des soudures finales solides et uniformes dans des applications telles que les pipelines ou la fabrication de tôles.
Matériaux utilisés pour le soudage par points
Le soudage par points est un procédé polyvalent qui peut être appliqué à une large gamme de métaux. Le choix du matériau et du métal d'apport joue un rôle crucial pour garantir des soudures solides, précises et sans distorsion.
Métaux couramment soudés par points
Les métaux les plus couramment utilisés pour le soudage par points sont les suivants :
- Acier
- Acier inoxydable
- Aluminium
- Fonte
- Cuivre et Laiton
- Alliages de titane et de magnésium
Choisir le bon matériau d'apport pour le soudage par points
Le choix du bon matériau d'apport est essentiel pour assurer la compatibilité avec le métal de base et obtenir des soudures par points solides :
Compatibilité avec les métaux de base:
- Utiliser des métaux d'apport qui correspondent aux propriétés du matériau de base ou qui les complètent (par exemple, ER70S-6 pour l'acier doux et ER4043 pour l'aluminium).
Exigences en matière de procédés de soudage:
- Pour Soudage TIGChoisissez des baguettes d'apport dont le diamètre est adapté à l'épaisseur du matériau.
- Pour Soudage MIGLe choix de la taille des fils permet d'équilibrer l'apport de chaleur et la vitesse de dépôt.
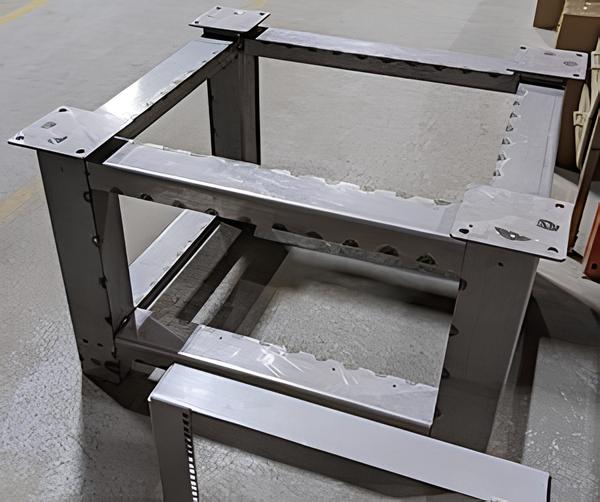
Soudure par points dans la construction en acier de construction
Les soudures par points sont essentielles dans les constructions métalliques telles que matériel d'échafaudage. Ils maintiennent les poutres et les colonnes en place. Les punaises permettent d'effectuer des ajustements avant le soudage final. Elles aident à gérer les tensions pendant le processus de construction. Une fixation correcte garantit l'intégrité de la structure.

Facteurs influençant la qualité de la soudure par collage
La qualité des soudures par points dépend de plusieurs facteurs critiques, notamment les réglages thermiques, la sélection des électrodes et l'épaisseur du matériau. Un contrôle et une compréhension appropriés de ces éléments garantissent des soudures par points solides, précises et sans distorsion.
Réglages de chaleur et leur impact sur la soudure
L'apport de chaleur joue un rôle essentiel dans le soudage par points. Une chaleur insuffisante peut conduire à des soudures faibles avec une mauvaise pénétration, tandis qu'une chaleur excessive peut provoquer un gauchissement ou une brûlure, en particulier sur les matériaux minces.
Il est essentiel de régler l'ampérage de la machine à souder en fonction de l'épaisseur du matériau. Des réglages de chaleur plus faibles sont recommandés pour les métaux plus fins afin d'éviter les déformations, tandis que des réglages plus élevés sont nécessaires pour les matériaux plus épais afin d'obtenir une pénétration adéquate.
Sélection correcte des électrodes
Le choix de la bonne électrode est crucial pour obtenir des soudures par points de qualité. L'électrode doit être compatible avec le métal de base pour assurer une fusion et une résistance adéquates. Par exemple, l'électrode doit être compatible avec le métal de base :
- Métaux minces: Utiliser des électrodes de plus petit diamètre (par exemple, E6013) pour une pénétration peu profonde et un risque réduit de brûlure.
- Métaux plus épais: Optez pour des électrodes à faible teneur en hydrogène (par exemple, E7018) afin d'obtenir une pénétration plus profonde et de minimiser les risques de fissuration.
L'épaisseur du matériau et son effet sur le soudage par points
L'épaisseur du matériau influe directement sur les techniques et les réglages du soudage par points :
- Matériaux minces: Les appareils de ce type nécessitent un ampérage plus faible, des vitesses de déplacement plus rapides et des pointes plus petites pour éviter la surchauffe et la déformation.
- Matériaux épais: Exigez un ampérage plus élevé, des vitesses de déplacement plus lentes et des pointes plus grandes pour assurer une pénétration et une stabilité suffisantes.
Avantages de la soudure par points
Le soudage par points est une technique essentielle dans la fabrication des métaux. Elle offre de nombreux avantages qui améliorent l'efficacité, la précision et la qualité globale des projets de soudage.
Amélioration de la précision et de l'intégrité structurelle
Le soudage par points assure un alignement précis des composants, ce qui est essentiel pour obtenir des soudures finales précises et de haute qualité. Des points de soudure bien placés empêchent les mouvements pendant le processus de soudage, ce qui préserve les espaces entre les joints et l'intégrité structurelle.
Efficacité en termes de temps et de coûts
Le soudage par points réduit la nécessité de recourir à des systèmes de serrage et à des montages complexes, ce qui simplifie le processus d'installation. Il permet également aux soudeurs de fixer rapidement les pièces en place, ce qui permet de gagner du temps lors de l'assemblage.
Réduire les reprises et les rebuts
En maintenant l'alignement et en évitant les erreurs pendant le soudage, le soudage par points minimise la probabilité de défauts ou de mauvais alignements qui nécessiteraient des travaux de reprise. Cela permet de réduire le gaspillage de matériaux et de diminuer le risque de mise au rebut de composants précieux, ce qui améliore l'efficacité du projet et réduit les coûts globaux.
Conclusion
Le soudage par points est une étape essentielle de la fabrication des métaux, qui permet d'améliorer la précision, de réduire les distorsions et d'accroître l'efficacité. En maîtrisant les techniques et en comprenant les facteurs qui influencent sa qualité, vous pouvez garantir des soudures fiables et de haute qualité pour vos projets.
Vous avez des questions sur la manière de relever des défis spécifiques en matière de soudage ou d'améliorer votre processus de fabrication ? Si vous recherchez des conseils d'experts ou une assistance pour votre prochain projet, n'hésitez pas à nous contacter. nous contacter-Nous sommes là pour vous aider.
FAQs:
Quelle est la différence entre une soudure par points et une soudure normale ?
Une soudure par points est une petite soudure temporaire utilisée pour maintenir les composants métalliques en place avant le soudage final. En revanche, une soudure normale est une soudure permanente et continue conçue pour assurer la solidité et la durabilité de la structure.
Quand souder par points ?
Le soudage par points permet de maintenir les pièces en position pendant les premières étapes de l'assemblage. Elle est essentielle pour les projets impliquant des géométries complexes, des composants de grande taille ou des matériaux susceptibles de se déformer. Elle est également idéale lorsque les pinces ou les dispositifs de fixation ne peuvent être utilisés efficacement.
Qu'est-ce qu'un Bridge Tack Weld ?
Une soudure par points en pont est appliquée lorsqu'il y a un espace entre deux composants, comme dans le cas du soudage de tuyaux ou de joints mal alignés. De petites pointes sont alternées de chaque côté de l'espace afin d'éviter la surchauffe et la déformation. Ces soudures comblent temporairement l'écart jusqu'à ce que la soudure finale soit terminée.
Peut-on souder de l'aluminium par points ?
Oui, l'aluminium peut être soudé par points, mais il doit être manipulé avec précaution en raison de sa conductivité thermique élevée et de son point de fusion bas. L'utilisation d'un matériau d'apport est recommandée pour des soudures plus solides, car l'aluminium sans matériau d'apport peut se fissurer sous l'effet de la contrainte thermique. Le soudage TIG est souvent préféré pour des soudures précises de l'aluminium.
Peut-on souder par points l'acier inoxydable ?
Oui, l'acier inoxydable peut être soudé efficacement. Il est essentiel que l'assemblage soit serré et sans espace pour éviter tout gauchissement ou toute déformation due à la chaleur. Pour obtenir des points de soudure nets sans surchauffer le matériau, il est généralement nécessaire d'utiliser des pointes de chaleur rapides et élevées.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Acier électro-galvanisé : guide de fabrication et de sélection

Poinçonnage ou découpe laser : Coût, vitesse et compromis DFM

Usinage d'angle : Ce qui détermine le coût et la qualité des pièces
