La conception des filetages peut sembler simple, mais de nombreuses pièces à commande numérique échouent parce que les filetages n'ont pas été planifiés correctement. Un filetage mal conçu peut se dénuder, se désaligner ou rendre l'assemblage difficile. Il en résulte une perte de temps et une augmentation des coûts. Les ingénieurs et les concepteurs se demandent souvent quel type de filetage, quel pas ou quelle profondeur convient le mieux à un matériau ou à une application donnée.
Ce guide montre comment concevoir des filetages solides, précis et faciles à usiner. Vous apprendrez à sélectionner le bon type de filetage, à garantir un engagement correct et à éviter les erreurs qui peuvent ralentir la production ou endommager les pièces. En suivant ces étapes, vous pourrez fabriquer plus efficacement des pièces CNC fiables.
Une bonne conception des filetages constitue la base de tout composant assemblé. Nous allons décomposer les idées clés afin que vous puissiez créer des fils qui fonctionnent bien et qui sont simples à usiner.
Principes de base de la géométrie des fils
Avant de concevoir des filets, il est utile de comprendre le fonctionnement de leur géométrie. Les filets sont plus que de simples rainures en spirale. Ils présentent des caractéristiques spécifiques qui déterminent leur forme, leur résistance et leur ajustement.
Éléments clés d'un fil de discussion
Un fil en 3D peut sembler simple, mais il est défini par plusieurs caractéristiques géométriques qui doivent fonctionner ensemble avec précision :
- Diamètre primaire : Il s'agit du plus grand diamètre mesuré à travers les crêtes du filet. Par exemple, un filet UNC 1/4"-20 a un diamètre primaire de 6,35 mm (0,25 in).
- Diamètre mineur : Il s'agit du plus petit diamètre mesuré à travers les racines du filet. Pour un filet UNC de 1/4"-20, il est d'environ 5,16 mm (0,203 in). Le petit diamètre détermine la résistance du noyau de la fixation.
- Pas: La distance entre une crête de filet et la suivante. Dans les filetages métriques, M6 × 1,0 a un pas de 1,0 mm. Dans les filetages unifiés, 1/4"-20 signifie 20 filets par pouce (TPI), soit un pas d'environ 1,27 mm.
- Angle du filet : L'angle entre les flancs du filet. Les filetages métriques et unifiés utilisent un angle de 60°, les filetages Acme un angle de 29° et les filetages Whitworth un angle de 55°. Cet angle affecte la façon dont la charge est répartie et la contrainte exercée sur les flancs du filet.
- Diamètre du pas : Diamètre auquel la largeur de l'arête du filet est égale à la largeur de la rainure. Il s'agit de la dimension la plus critique pour un ajustement et un engagement corrects. Par exemple, un filet M10 × 1,5 6H a une tolérance de ±0,13 mm sur le diamètre du pas.
- Crête et racine : Le sommet est la partie supérieure du filet, et la racine est la partie inférieure. Les racines pointues peuvent provoquer des points de contrainte, c'est pourquoi des normes telles que ISO et ANSI fixent des rayons de racine minimaux pour éviter les fissures sous des charges répétées.
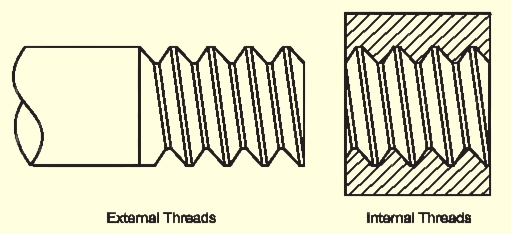
Filets internes et externes
Les filetages peuvent être internes (femelles) ou externes (mâles). Ils ont la même géométrie, mais les méthodes d'usinage et la résistance diffèrent.
- Filets externes sont réalisés sur des boulons, des arbres ou des goujons. Ils peuvent être coupés ou roulés. Les filets roulés sont standard dans les fixations à haute résistance. Le roulage augmente la résistance à la fatigue de 20-30% et améliore l'état de surface, ce qui rend l'assemblage plus fluide.
- Filets internes sont formés dans les trous percés à l'aide de tarauds ou de fraisage de filets. Par exemple, un filetage M8 × 1,25 nécessite généralement un trou de 6,8 mm. Un trou trop petit rend le taraudage plus difficile, tandis qu'un trou trop grand affaiblit le filetage.
Normes et classifications des filets
Les normes de filetage définissent la manière dont les filets sont mesurés, étiquetés et fabriqués. Elles garantissent la compatibilité entre les pièces fabriquées par différents fabricants.
Norme unifiée de filetage (UN et UNC/UNF)
La norme unifiée de filetage (UN) est largement utilisée aux États-Unis, au Canada et dans plusieurs autres pays. Elle définit des séries de filets grossiers et fins, ce qui garantit des dimensions cohérentes dans tous les secteurs d'activité.
- UNC (Unified National Coarse) Les filets UNC ont moins de filets par pouce (TPI), ce qui les rend plus résistants et plus faciles à assembler. Par exemple, une vis UNC 1/4"-20 a 20 TPI, c'est-à-dire 20 filets par pouce. La conception grossière offre une meilleure résistance à l'arrachement dans les matériaux plus tendres, tels que l'aluminium.
- UNF (Unified National Fine) ont plus de filets par pouce. Une vis 1/4"-28 UNF, par exemple, a 28 TPI. Le pas fin permet une plus grande force de serrage et est idéal pour les matériaux durs ou les applications qui nécessitent des ajustements précis.
- UNEF (Unified National Extra Fine) sont moins courants, mais ils sont utilisés lorsque l'espace d'engagement du filetage est limité, comme dans l'aérospatiale ou les instruments de précision.
Filets métriques ISO
Le système de filetage métrique ISO est la norme mondiale la plus utilisée, régie par les normes ISO 68-1 et ISO 965-1. Il est courant en Europe, en Asie et sur de nombreux marchés internationaux. Au lieu de pouces, elle utilise des millimètres pour toutes les mesures.
Les filetages métriques sont identifiés par la lettre M, suivie du diamètre nominal et du pas. Par exemple, les filets métriques sont identifiés par la lettre M, suivie du diamètre nominal et du pas :
- M8 × 1.25 signifie un diamètre primaire de 8 mm et un pas de 1,25 mm.
- M10 × 1.5 est d'un diamètre de 10 mm avec un pas de 1,5 mm.
Les filetages métriques utilisent le même angle de 60° que les filetages unifiés mais appliquent un système de tolérance différent, noté 6g pour les filetages extérieurs et 6H pour les filetages intérieurs dans les applications standard.
Conception de fils pour la fabrication
La conception d'un bon filetage ne se limite pas au choix de la bonne taille et du bon pas. Les filets doivent également être faciles à usiner, suffisamment résistants pour supporter des charges et d'une qualité constante.
Épaisseur minimale de la paroi et engagement du filetage
Pour les trous ou les pièces à parois minces, il est essentiel de conserver une épaisseur de paroi suffisante. Les parois minces peuvent fléchir pendant l'usinage et risquent de se plier ou de se fissurer sous l'effet de la charge.
La règle générale est de maintenir une épaisseur de paroi d'au moins 1,5 fois le diamètre primaire du filet. Par exemple, un filet M8 (8 mm de diamètre) doit avoir des parois d'au moins 12 mm d'épaisseur. Pour les matériaux plus tendres, comme l'aluminium, l'épaisseur doit être portée à 2 fois le diamètre pour plus de stabilité.
L'engagement du filetage se réfère à la partie de la longueur du filetage qui supporte effectivement la charge. La plupart des applications nécessitent 1 à 1,5 fois le diamètre du filetage pour une résistance totale.
Éviter les contre-dépouilles et les transitions brutales
Les contre-dépouilles et les angles vifs peuvent créer des points faibles et des zones de tension. Les filets doivent se fondre harmonieusement dans la section non filetée afin de réduire les fissures, en particulier sous l'effet de charges répétées.
Utilisez un dégagement de battement ou une rainure de dégagement de filetage pour assurer une terminaison de filetage propre. Une bonne règle est de multiplier par 1,5 le pas de filetage pour la largeur de la gorge, la profondeur étant légèrement supérieure au diamètre du fond de filet.
Évitez les angles internes aigus près des filets. Utilisez plutôt des congés ou des chanfreins. Un rayon de 0,5 à 1,0 mm permet généralement de répartir uniformément les contraintes. Les transitions douces permettent également aux outils CNC de sortir proprement, ce qui améliore l'état de surface et réduit les bavures.
Sélection de la profondeur de filetage appropriée
Pour les filetages unifiés et métriques à 60°, la profondeur standard est de 0,613 × le pas. Par exemple, un filet M6 × 1,0 a une profondeur théorique de 0,613 mm. Dans la pratique, les machinistes réduisent souvent la profondeur de 5-10% pour améliorer le mouvement de l'outil et assurer un ajustement correct des jauges.
Des fils profonds dans trous borgnes peuvent piéger les copeaux et le liquide de refroidissement, ce qui risque d'endommager les outils. Pour éviter cela, laissez un relief plat au fond du trou ou utilisez le fraisage de filets pour améliorer le dégagement des copeaux.
Pour les trous borgnes, la longueur totale du filetage doit être inférieure d'au moins 1,5 pas à la profondeur du trou. Cela permet de laisser de l'espace pour les copeaux et d'éviter les collisions avec l'outil.
Erreurs de conception du fil conducteur à éviter
Même les concepteurs expérimentés peuvent commettre de petites erreurs qui entraînent des problèmes importants dans le domaine du filetage CNC. Reconnaître ces erreurs courantes vous permet de concevoir des filetages précis et faciles à usiner.
Tolérances trop serrées
De nombreux concepteurs pensent que des tolérances plus serrées sont synonymes de meilleure qualité. Ce n'est pas toujours le cas. Les tolérances serrées augmentent le temps d'usinage, usent les outils plus rapidement et peuvent rendre l'assemblage plus difficile.
Pour la plupart des pièces, les ajustements standard conviennent bien : 2A/2B pour les filetages unifiés et 6g/6H pour les filetages métriques. Des ajustements plus serrés ne sont nécessaires que pour un alignement précis ou une étanchéité à haute pression.
Par exemple, un filetage M10 × 1,5 avec un ajustement 6H offre déjà une précision de ±0,13 mm. Essayer de le serrer à ±0,05 mm augmente généralement les coûts sans améliorer les performances. Cela augmente également les taux de rejet lors de l'inspection.
Les tolérances serrées peuvent entraîner le grippage des pièces lors de l'assemblage, en particulier lorsque des revêtements tels que l'aluminium sont utilisés. Revêtement en zinc ou anodisation sont appliqués. Ces traitements peuvent ajouter 5 à 15 µm par surface. Les tolérances pratiques réduisent le stress de l'outil, améliorent la cohérence et réduisent les retouches.
Engagement insuffisant du fil
L'engagement du filetage est la partie du filetage qui supporte la charge. Un engagement trop faible peut entraîner le dénudage ou le desserrage des filets.
Règle générale : 1× le diamètre nominal pour l'acier, 1,5× pour les métaux plus tendres comme l'aluminium ou le laiton. Par exemple, un filetage M8 × 1,25 doit s'engager sur au moins 8 mm dans l'acier ou 12 mm dans l'aluminium.
La majeure partie de la charge est supportée par les premiers filets engagés - plus de 80% dans les trois premiers filets. L'augmentation de l'engagement améliore rarement la résistance, mais augmente le temps d'usinage et l'usure de l'outil.
Pour les pièces à parois minces, assurez-vous qu'il y a suffisamment de matière derrière le filetage pour éviter les fissures. Pour les plastiques ou les inserts, envisagez des inserts hélicoïdaux ou des douilles filetées pour renforcer le filetage.
Ignorer l'accès ou le dégagement des outils
Les filets ont besoin d'espace pour que les outils puissent couper et sortir en douceur. Un mauvais accès peut entraîner des collisions, des filetages incomplets ou des dommages aux éléments voisins.
Les tarauds et les fraises à fileter à commande numérique ont besoin d'un dégagement axial et radial. Pour les trous borgnes, laissez un espace non fileté de 1,5 pas de filet au fond pour le dégagement des copeaux. Sans cet espace, les copeaux peuvent bloquer l'outil et le casser.
Par exemple, le filetage d'un trou borgne M10 × 1,5 exige que la profondeur du trou soit supérieure d'au moins 1,5 mm au diamètre de l'ensemble du filet. Pour les filetages extérieurs près des épaulements, ajoutez une rainure de battement d'au moins 1,5 fois la largeur du pas et légèrement plus profonde que la racine du filet.
Vérifiez les trajectoires des outils dans votre modèle 3D. Les éléments trop proches des filets peuvent bloquer l'accès. L'ajout d'un léger chanfrein ou d'un relief à l'entrée aide le taraud ou la fraise à démarrer proprement et réduit les bavures.
Spécification des filetages sur les dessins techniques
La qualité d'un filetage bien conçu dépend de sa documentation. Des repères, des définitions de tolérances et des notes d'inspection appropriés garantissent des résultats cohérents pour chaque lot de production.
Des repères clairs et sans ambiguïté sur les fils
Les repères de filetage décrivent le type, la taille, le pas et la classe d'ajustement. Elles doivent être conformes aux normes internationales telles que ASME Y14.6 ou ISO 965-1. Des repères clairs aident les machinistes à comprendre rapidement quels outils et processus utiliser.
Pour les fils unifiés, le format est typiquement :
1/4-20 UNC-2B
- 1/4 → Diamètre principal (pouces)
- 20 → Filets par pouce (TPI)
- UNC → Série de filets (Unified National Coarse)
- 2B → Classe d'ajustement (filetage intérieur)
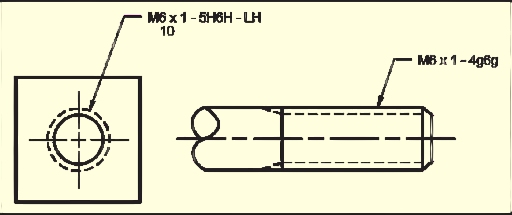
Pour les fils métriques, le format est le suivant :
M10 × 1,5 - 6H
- M10 → Diamètre principal (mm)
- 1.5 → Pas (mm)
- 6H → Classe de tolérance du filetage intérieur
Indiquez si le fil est traversant ou borgne. Des notes telles que "THRU" ou "DEPTH 15 mm" évitent toute confusion lors de la programmation de la CNC.
Inclure les finitions de surface ou le placage dans l'appel si nécessaire. Par exemple :
M8 × 1.25 - 6H, APRÈS ZINGAGE
Cela permet aux machinistes de tenir compte de l'épaisseur du revêtement lorsqu'ils coupent le filet.
Définition des tolérances de classe de filetage pour l'ajustement et la fonction
Les tolérances de filetage contrôlent l'étanchéité de l'assemblage des pièces. Le choix de la bonne classe peut avoir un impact significatif sur l'assemblage, la capacité de charge et la fabricabilité.
Les filets unifiés vont de 1A/1B (lâche) à 3A/3B (serré) :
- 1A/1B : La forme libre permet un montage rapide, idéal pour les environnements non critiques ou sales.
- 2A/2B : Adaptation standard à la plupart des pièces industrielles.
- 3A/3B : Ajustement de haute précision pour l'aérospatiale, l'instrumentation ou les applications hydrauliques.
Un numéro de grade et une lettre identifient les filetages métriques. Par exemple :
- 6H (interne) / 6g (externe) : Ajustement standard à usage général.
- 5H/5 G : Un ajustement plus serré pour les pièces de haute précision.
- 7H/7g : Ajustement plus lâche pour un assemblage plus facile.
Par exemple, M12 × 1,75 - 6H/6g offre un bon équilibre entre précision et facilité d'assemblage, avec une tolérance de diamètre de pas d'environ ±0,15 mm. Évitez de spécifier des tolérances trop strictes à moins que cela ne soit nécessaire, car elles augmentent l'usure de l'outil et le temps d'inspection sans apporter de gains de performance significatifs.
Communiquer les exigences en matière d'inspection et de qualité
L'inspection garantit la qualité des filetages et l'ajustement correct des pièces. Des notes d'inspection claires sur les dessins assurent la cohérence du contrôle de la qualité.
Les exigences standard en matière d'inspection sont les suivantes
- Test des jauges Go/No-Go : Vérifie l'ajustement fonctionnel des filetages internes et externes.
- Mesure du diamètre du pas : Garantit un engagement correct. Mesuré à l'aide d'une méthode à trois fils ou d'un micromètre à filets, généralement à ±0,02 mm pour les pièces de précision.
- Finition de la surface : Important pour un engagement en douceur. Les valeurs typiques sont comprises entre Ra 1,6 µm et Ra 3,2 µm, en fonction de l'application.
- Contrôle visuel : Vérifie qu'il n'y a pas de bavures, de filetages incomplets ou de marques d'outils.
Pour les composants critiques, incluez des notes telles que
LES FILETAGES DOIVENT ÊTRE INSPECTÉS À L'AIDE D'UNE JAUGE GO/NO-GO DE CLASSE 2B
ou
100% INSPECTION DU FILETAGE REQUISE POUR LE PREMIER ARTICLE
Inserts : Alternatives au filetage
Parfois, les filetages traditionnels ne sont pas le meilleur choix. Des parois minces, des matériaux souples ou des exigences de résistance élevées peuvent rendre le taraudage difficile ou peu fiable. Les inserts filetés constituent une alternative solide et durable. Ils augmentent la capacité de charge, prolongent la durée de vie des pièces et réduisent l'usure des outils CNC. Les inserts facilitent également la maintenance et le remplacement.
Avantages de l'utilisation d'inserts
- Amélioration de la force : Les inserts permettent à un petit trou dans un matériau souple de supporter la même charge qu'un filet d'acier plus large.
- Durabilité : Ils résistent à l'arrachement même après des assemblages répétés, en particulier dans les pièces soumises à de fortes vibrations.
- Flexibilité : Les inserts endommagés peuvent être remplacés sans qu'il soit nécessaire de remplacer la pièce entière.
- Efficacité de l'usinage : Les filets taillés dans les plaquettes réduisent l'usure de l'outil par rapport au taillage direct dans le matériau de base.
Considérations sur la conception
- Le diamètre du trou doit correspondre aux recommandations du fabricant de l'insert.
- L'épaisseur de la paroi autour de l'insert doit être suffisante pour éviter les fissures lors de l'installation.
- Spécifier clairement le type d'insert, la méthode d'installation, la profondeur et l'orientation sur les dessins techniques.
Les inserts filetés constituent une solution pratique pour les matériaux souples, les parois minces ou les applications à forte charge. Ils allient résistance, fiabilité et facilité d'assemblage, ce qui en fait une alternative solide au filetage conventionnel dans les pièces à commande numérique.
Faites passer la conception de votre fil à la vitesse supérieure
La conception de filets pour l'usinage CNC ne doit pas être compliquée. En vous concentrant sur la géométrie, l'engagement, les tolérances et la fabricabilité des filets, vous pouvez créer des pièces à la fois solides et précises, et faciles à assembler. Évitez les erreurs courantes telles que des tolérances trop serrées, un engagement insuffisant et un mauvais accès à l'outil, afin de gagner du temps, de réduire les coûts et de garantir des performances fiables.
Si vous avez besoin de l'aide d'un expert pour optimiser la conception de vos filets ou si vous avez besoin de pièces CNC de précision, contactez notre équipe dès aujourd'hui. Nous pouvons examiner vos dessins, suggérer des améliorations et vous aider à transformer vos conceptions en composants de haute qualité, susceptibles d'être fabriqués. Ne laissez pas une mauvaise conception des filetages ralentir vos projets - obtenez des conseils professionnels dès maintenant.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Texturation au laser des métaux : préparation, conception pour la fabrication (DFM) et maîtrise des coûts

Acier électro-galvanisé : guide de fabrication et de sélection

Poinçonnage ou découpe laser : Coût, vitesse et compromis DFM
