Elegir el método de electroerosión adecuado es esencial cuando su proyecto necesita cortar metales duros o hacer formas complejas. Decidirse puede ser difícil, pero conocer las diferencias entre la electroerosión por hilo y la electroerosión por penetración ayuda mucho. Cada método tiene sus propias aplicaciones, y elegir el adecuado puede ahorrar tiempo, dinero y dolores de cabeza más adelante.
La electroerosión por hilo utiliza un hilo fino para cortar el metal con chispas eléctricas. Es ideal para trabajos finos y detallados. La electroerosión por penetración utiliza electrodos perfilados para quemar el material, lo que resulta adecuado para cavidades profundas. La electroerosión por hilo proporciona cortes precisos y bordes limpios. La electroerosión por penetración es adecuada para piezas más gruesas y características internas complejas. La elección depende de la forma, el tamaño y la precisión de la pieza.
Tanto la electroerosión por hilo como la de penetración resuelven problemas diferentes. Para tomar la decisión correcta, debe tener en cuenta cómo funciona cada una y en qué destaca.
¿Qué es la electroerosión por hilo?
Electroerosión por hilo son las siglas de Wire Electrical Discharge Machining (mecanizado por descarga eléctrica de alambre). Utiliza un fino alambre metálico como electrodo. Este hilo crea chispas eléctricas para cortar el metal. El hilo no toca el material. En su lugar, la chispa hace el trabajo.
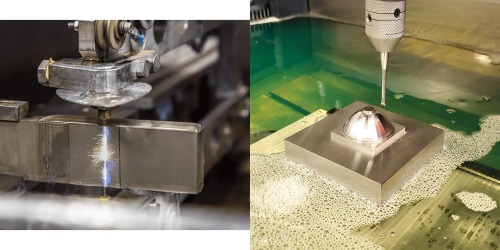
Todo el proceso tiene lugar en un tanque lleno de agua desionizada. Esto ayuda a controlar la chispa y a enfriar la pieza. El hilo se desplaza por una trayectoria programada, guiado por un sistema CNC.
Un alambre, generalmente de latón o cobre cincado, se desplaza entre dos bobinas. Atraviesa la pieza sin entrar en contacto físico. Una chispa salta del alambre al metal, fundiendo y vaporizando pequeños trozos de metal.
La máquina lava constantemente la zona con agua, eliminando los residuos y manteniendo limpio el corte. El hilo se alimenta continuamente para que se mantenga afilado y preciso.
La electroerosión por hilo es lenta pero muy precisa. Es perfecta para cortar formas complejas en materiales duros.
Materiales adecuados para la electroerosión por hilo
La electroerosión por hilo funciona mejor con materiales conductores. El metal debe soportar una corriente eléctrica. Esto incluye:
- Acero para herramientas
- Acero inoxidable
- Titanio
- Tungsteno
- Aluminio
- Carburo
- Inconel
No funciona en materiales no conductores como el plástico o la cerámica.
Ventajas e inconvenientes de la electroerosión por hilo
Pros:
- Corta formas complejas con una precisión de ±0,0001″.
- Ninguna fuerza física reduce la distorsión de la pieza.
- Funciona en materiales endurecidos sin recocido.
Contras:
- Más lento que el fresado para formas sencillas.
- Limitado a cortes pasantes (sin agujeros ciegos).
- Mayores costes de explotación debido al consumo de alambre.
Aplicaciones comunes de la electroerosión por hilo
La electroerosión por hilo se utiliza cuando la precisión y los detalles finos son fundamentales. Los usos más comunes son:
- Herramientas y troqueles: Punzones, moldes, matrices de extrusión.
- Médico: Herramientas quirúrgicas, componentes de implantes.
- Aeroespacial: Álabes de turbina, piezas del sistema de combustible.
- Automotor: Engranajes, sensores, piezas de prototipo.

¿Qué es la electroerosión por penetración?
Electroerosión por plomo también se denomina electroerosión por espolón o electroerosión por cavidad. Utiliza un electrodo de forma personalizada para "hundirse" en una pieza metálica. Este método da forma a la pieza sin herramientas de corte. En su lugar, se basa en la erosión por chispas para eliminar el material.
El electrodo y la pieza no se tocan. Las chispas eléctricas saltan entre ellos en un entorno controlado. La forma del electrodo determina la forma o el detalle final de la cavidad.
En primer lugar, se fabrica un electrodo sólido de cobre o grafito. A este electrodo se le da la forma de la cavidad deseada. A continuación, la máquina introduce el electrodo en la pieza metálica. Las descargas eléctricas crean chispas que queman el metal.
El proceso se realiza en un fluido dieléctrico, normalmente aceite, que ayuda a controlar la chispa y a eliminar las partículas. El electrodo se erosiona muy poco y la mayor parte del material eliminado procede de la pieza.
La electroerosión por penetración funciona mejor cuando es necesario repetir la misma forma, como en la fabricación de moldes o matrices.
Materiales adecuados para la electroerosión por penetración
La electroerosión por penetración funciona con todos los materiales conductores. Entre ellos se incluyen:
- Aceros para herramientas
- Aceros inoxidables
- Acero endurecido
- Titanio
- Inconel
- Carburo
- Aluminio
El material debe conducir la electricidad. Al igual que la electroerosión por hilo, esto excluye los materiales no conductores.
Ventajas e inconvenientes de la electroerosión por penetración
Pros:
- Maneja formas 3D profundas y complejas.
- Sin fuerzas de corte (adecuado para piezas delicadas).
- Acabados superficiales finos (tan bajos como Ra 0,1 µm).
Contras:
- Más lento que el fresado CNC para características sencillas.
- El desgaste de los electrodos aumenta el coste de los trabajos de gran volumen.
- Requiere una configuración especializada para obtener resultados óptimos.
Aplicaciones habituales de la electroerosión por penetración
La electroerosión por penetración se utiliza para crear piezas con cavidades profundas o complicadas. Es popular en:
- Moldes y matrices: Moldes de inyección, matrices de forja.
- Aeroespacial: Orificios de refrigeración de los álabes de la turbina.
- Automotor: Engranajes de transmisión, inyectores de combustible.
- Médico: Moldes de implantes, herramientas microquirúrgicas.

Electroerosión por hilo frente a electroerosión por penetración: ¿cuáles son las diferencias?
Ambos métodos utilizan chispas eléctricas para dar forma al metal. Pero la forma en que lo hacen -y para lo que son mejores- difiere en aspectos clave.
Proceso de mecanizado
La electroerosión por hilo corta la pieza utilizando un hilo fino que se desplaza a lo largo de una trayectoria. Funciona como una sierra de cinta, pero utiliza chispas en lugar de una cuchilla.
La electroerosión por penetración utiliza un electrodo perfilado que se introduce en la pieza para formar cavidades o moldes. No corta, sino que da forma al interior.
Precisión y tolerancia
La electroerosión por hilo ofrece una mayor precisión. Puede alcanzar tolerancias tan ajustadas como ±0,0001 pulgadas, por lo que resulta ideal para perfiles detallados y esquinas estrechas.
La electroerosión por penetración es precisa, pero no tanto como la electroerosión por hilo. Las tolerancias típicas son de ±0,0002 pulgadas. Es mejor para trabajos en cavidades profundas o complejas.
Alambre de electrodo
La electroerosión por hilo utiliza un hilo alimentado continuamente, normalmente de latón o recubierto de cobre. El hilo actúa como herramienta de corte y está siempre en movimiento.
La electroerosión por penetración utiliza un electrodo sólido hecho a medida, a menudo de grafito o cobre. La forma de este electrodo coincide con la geometría de la pieza deseada.
Capacidad de arranque de material
La electroerosión por hilo elimina material a lo largo de un único plano o trayectoria. Destaca en el corte de perfiles rectos o contorneados.
La electroerosión por penetración puede eliminar grandes volúmenes en el interior de una pieza. Es más adecuada para materiales gruesos o características profundas.
Flexibilidad de diseño
La electroerosión por hilo se limita a cortes pasantes o piezas con perfiles abiertos. No puede realizar cavidades cerradas ni agujeros ciegos.
La electroerosión por penetración puede realizar cavidades cerradas, agujeros ciegos y contornos tridimensionales. Ofrece más libertad en el diseño interno.
Velocidad de mecanizado
La electroerosión por hilo es más lenta para piezas gruesas. Funciona mejor en secciones finas o piezas de menos de 12 pulgadas de grosor.
La electroerosión por penetración elimina más material con mayor rapidez, especialmente en cavidades profundas. Es mejor para trabajos pesados, pero sigue siendo más lento que el fresado.
Coste
La electroerosión por hilo es más rentable para formas abiertas o sencillas. Sus costes de preparación son menores, ya que no necesita un electrodo personalizado.
La electroerosión por penetración puede ser más cara, sobre todo para trabajos de una sola pieza. El coste del electrodo y el tiempo de preparación se acumulan. Sin embargo, resulta rentable para trabajos de moldes repetidos o complejos.
Electroerosión por hilo frente a electroerosión por penetración: elección del método adecuado
Elegir el método de electroerosión adecuado depende del trabajo. Hay que tener en cuenta la forma de la pieza, el coste y la precisión del resultado.
Tipo de proyecto y geometría de la pieza
Utilice la electroerosión por hilo cuando necesite cortar una pieza. Es ideal para esquinas afiladas, paredes finas y contornos complejos, así como para fabricar matrices, punzones o engranajes.
Elija la electroerosión por penetración para piezas con cavidades cerradas, cajeras profundas o formas internas complejas. Es mejor para moldes, herramientas y piezas gruesas que requieren características internas detalladas.
Presupuesto y escala de producción
La electroerosión por hilo tiene menores costes de preparación. No es necesario un electrodo a medida. Es mejor para tiradas cortas o trabajos únicos en los que el tiempo y el coste son importantes.
La electroerosión por penetración cuesta más al principio debido a los electrodos a medida. Pero si se fabrican grandes lotes o moldes repetidos, el coste se reduce y resulta más eficiente.
Acabado superficial y precisión deseados
La electroerosión por hilo produce superficies más lisas y tolerancias más ajustadas. Es ideal para aplicaciones que requieren un borde limpio y medidas exactas.
La electroerosión por penetración también puede producir acabados lisos, pero puede requerir pulido. Es precisa pero no tan afilada como la electroerosión por hilo para perfiles exteriores detallados.
Conclusión
Tanto la electroerosión por hilo como la electroerosión por penetración ofrecen un mecanizado preciso de piezas metálicas complejas. La electroerosión por hilo es la mejor para cortar perfiles detallados y bordes afilados. Funciona bien para cortes pasantes y tolerancias estrechas. La electroerosión por penetración es mejor para cavidades profundas y formas internas. Sirve para piezas más gruesas y moldes a medida. La elección correcta depende de las necesidades de forma, precisión y volumen de su proyecto.
¿Necesita ayuda para elegir el mejor proceso de electroerosión para su pieza? Contáctenos ahora para obtener asistencia experta y un presupuesto rápido.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Acero inoxidable antihuellas: cómo funciona y cómo elegirlo

OEM vs. Fabricación por contrato: Cómo elegir el modelo adecuado para su proyecto

Coste de instalación frente a coste unitario en la fabricación de chapa metálica
