Cuando doblas metal, a veces no se queda donde quieres. Se le da forma hasta un ángulo determinado, se libera la fuerza y, de repente, se mueve hacia atrás. Este problema, conocido como springback, puede comprometer la precisión y hacer perder tiempo. Si alguna vez ha tenido que trabajar con piezas que no se ajustaban a las especificaciones después de doblarlas, es probable que la causa sea la recuperación elástica. ¿Cuál es la causa y cómo se puede solucionar?
Esta guía explica qué es el springback, los factores que influyen y cómo controlarlo. Obtendrá pasos claros que podrá aplicar de inmediato.
Comprender el springback en Conformado de chapa metálica
El springback es un problema común que afecta a la precisión de las piezas durante el proceso de plegado. Para controlarlo, primero tenemos que entender qué es, por qué se produce y dónde se encuentra con más frecuencia.
Qué es el Springback?
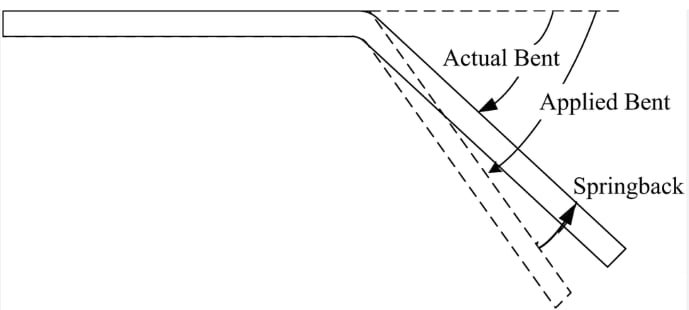
La recuperación elástica se refiere a la tendencia de un material a volver a su forma original después de ser doblado. Cuando una fuerza dobla el metal, éste se deforma tanto elástica como plásticamente. Una vez eliminada la fuerza, la parte elástica intenta recuperarse. Este rebote es lo que llamamos springback.
Es más evidente cuando el ángulo de curvatura es más abierto de lo previsto. Esta diferencia entre la forma prevista y la real es el efecto springback.
Por qué se produce el springback: La ciencia que lo explica
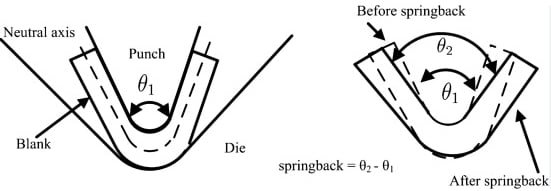
El springback se produce debido a la recuperación elástica. Cuando el metal se dobla, se estira por fuera y se comprime por dentro. Parte de ese estiramiento es elástico: se recupera cuando desaparece la presión.
El grado de recuperación elástica depende del límite elástico del material y de su grosor, Radio de doblajey flexión método. Los materiales más duros, como el acero inoxidable, suelen rebotar más que los más blandos, como el aluminio.
Visión general de los escenarios comunes de conformado afectados por el springback
El springback aparece en la mayoría de los procesos de plegado. Entre ellos se incluyen el plegado por aire, el rebajado y el acuñado. El plegado por aire es el que presenta mayor springback porque el punzón no fuerza el metal en la matriz.
También es común en el curvado en U y en V. Los radios de curvatura más grandes o los metales de mayor resistencia lo empeoran. Los materiales finos también pueden sorprender con una recuperación elástica mayor de la esperada.
Mecánica del Springback
Para controlar el springback, es útil comprender lo que ocurre en el interior del metal. Veamos cómo se deforma el metal, dónde se acumula la tensión y qué factores aumentan o reducen el springback.
Deformación elástica frente a deformación plástica
Cuando el metal se dobla, primero se estira elásticamente. Esto significa que cambia de forma pero aún puede volver a su forma original. Si la fuerza aumenta, el metal entra en deformación plástica. Es entonces cuando el cambio de forma se hace permanente.
El springback se produce porque, tras el conformado, la parte elástica se retrae mientras que la parte plástica permanece. Cuanta más energía elástica se almacena, más se retrae el metal.
El papel de la tensión residual
La flexión genera tensiones en el interior del metal. Estas tensiones sobrantes, conocidas como tensiones residuales, permanecen en la pieza incluso después de eliminar la presión.
La superficie exterior de la curva tiene tensión. La superficie interior tiene compresión. Cuando se forman los extremos, estas fuerzas opuestas intentan equilibrarse, lo que hace que la pieza se mueva ligeramente hacia atrás.
Factores que influyen en el comportamiento del springback
Hay varios factores que influyen en el grado de recuperación elástica. Estos incluyen:
- Tipo de material: Los metales de alta resistencia rebotan más.
- Espesor: Las láminas más finas suelen recuperarse más porque hay menos material que resista la recuperación.
- Radio de doblaje: Los radios más grandes dan lugar a una mayor recuperación elástica.
- Ángulo de curvatura: Las curvas poco profundas se ven más afectadas que las profundas.
- Método de utillaje: El curvado por aire produce más recuperación elástica que el recalcado o el acuñado.
Medición del springback
La medición precisa del springback es crucial para lograr resultados óptimos de plegado. El uso de datos reales ayuda a los ingenieros a realizar ajustes fiables en la producción.
Comparación de ángulos
Un método estándar consiste en comparar el ángulo de plegado previsto con el ángulo real después del conformado. Por ejemplo, si su objetivo es una curva de 90°, pero mide 94° después de crearla, tiene 4° de springback.
En la producción de grandes volúmenes, el uso de un transportador digital o un medidor de ángulos láser puede ayudar a registrar resultados repetibles con una precisión de ±0,1°. Este método es rápido y funciona bien para piezas planas y ángulos estándar.
Factor de recuperación elástica
El factor de recuperación elástica (K) es un coeficiente que ayuda a predecir los resultados. Se calcula como
K = Ángulo final / Ángulo doblado antes de la liberación
Por ejemplo, si dobla una pieza a 85°, y después de soltarla mide 90°, entonces:
K = 90 / 85 = 1.06
Un factor de recuperación elástica entre 1,03 y 1,10 es típico para materiales como el acero inoxidable o el acero de alta resistencia. Los materiales más blandos, como el aluminio, pueden oscilar entre 1,01 y 1,03.
Ensayo y error
A pesar del uso de herramientas y fórmulas, el método de ensayo y error sigue siendo muy utilizado. Muchos talleres hacen unas cuantas curvas de prueba y las ajustan hasta que la pieza cumple las especificaciones. Este método funciona bien cuando se curvan materiales nuevos o se utilizan herramientas personalizadas.
Por ejemplo, los talleres pueden precurvar piezas de muestra, registrar el ángulo de springback para cada espesor de material y anotar esos valores para futuros trabajos. Estas bases de datos de taller suelen ahorrar tiempo y reducir las repeticiones.
Propiedades del material y su impacto en el springback
El tipo de metal que elijas influye mucho en el springback que obtendrás. Los distintos materiales se comportan de forma diferente en función de su resistencia y rigidez.
Papel del módulo de Young y del límite elástico
El módulo de Young mide la rigidez de un material. Cuanto mayor es, más resiste el metal al estiramiento. El límite elástico indica cuánta tensión puede soportar el material antes de empezar a deformarse permanentemente.
Los materiales de alta resistencia almacenan más energía elástica durante la flexión. Cuando se elimina la fuerza, liberan más energía, lo que provoca un mayor retorno elástico.
¿Cómo afecta la composición de la aleación al springback??
Las distintas aleaciones se comportan de diversas maneras. Un ligero cambio en la composición puede afectar a la dureza, la ductilidad y la elasticidad. Estos rasgos influyen en el grado de elasticidad del material.
Por ejemplo, el aluminio tratado térmicamente o el acero endurecido pueden ser más difíciles de conformar y más propensos al springback que sus homólogos más blandos.
Comparación del springback en acero, aluminio y otros metales
El acero suele presentar una recuperación elástica mayor que el aluminio debido a su mayor resistencia. El acero inoxidable, en particular, muestra un fuerte springback debido a su alto límite elástico y dureza.
El aluminio es más blando y dúctil, por lo que tiende a recuperarse menos. El cobre y el latón también son más moldeables, por lo que el springback es menor.
El titanio, al igual que el acero inoxidable, es fuerte y ligero, pero tiende a retraerse considerablemente, lo que puede dificultar su moldeado preciso.
Parámetros de proceso que afectan al springback
El plegado no es sólo cuestión de material. Los ajustes del proceso que elija también pueden afectar a la cantidad de recuperación elástica que se produzca. Pequeños cambios en el utillaje o la velocidad pueden suponer una gran diferencia.
Influencia del radio y el ángulo de curvatura
Un radio de curvatura grande aumenta el springback. El metal no se deforma tanto plásticamente, por lo que intenta recuperarse más.
Las curvas más cerradas obligan a una mayor deformación plástica, lo que ayuda a reducir el springback. Además, los ángulos de curvatura más pequeños tienden a recuperarse más que los ángulos agudos o profundos.
Efecto de la velocidad y la presión del punzón
Las altas velocidades de punzonado pueden aumentar el springback, especialmente en metales finos. El plegado rápido no permite que el material se adapte completamente a su forma.
Utilizar más presión durante el plegado puede ayudar a reducir el springback. Esto se debe a que una mayor fuerza obliga al metal a entrar más profundamente en la zona plástica, dejando menos energía elástica para rebotar.
Consideraciones de temperatura para reducir el springback
El conformado a temperaturas más elevadas puede reducir el springback. El calor ablanda el material y reduce su límite elástico. Esto facilita su conformación y reduce la recuperación elástica.
El conformado en caliente suele utilizarse para materiales de alta resistencia, como el titanio o el acero avanzado. Pero requiere equipos especiales y añade pasos adicionales al proceso.
Técnicas para minimizar el springback
El springback no puede evitarse por completo, pero puede controlarse. Varios métodos prácticos ayudan a dar a la pieza una forma más cercana a su diseño desde el principio.
Estrategias de sobredotación y compensación
El exceso de flexión significa doblar el metal más allá del ángulo deseado. Cuando se produce el springback, la pieza vuelve a la forma correcta. Esta es una de las formas más comunes y sencillas de abordar el springback.
También puede ajustar los márgenes de curvatura en su diseño o utilizar piezas de prueba para encontrar el ángulo de sobrecurvatura adecuado. Es una mezcla de experiencia y medición.
Uso de troqueles y ajustes de herramientas
Los distintos métodos de doblado dan resultados diferentes. El embutición y el acuñado emplean más fuerza, presionando la pieza firmemente contra la matriz. Esto reduce el springback en comparación con el plegado por aire.
Ajustar la anchura de la abertura de la matriz y el radio del punzón también ayuda. Una matriz más estrecha y un punzón más afilado reducen el espacio para la recuperación elástica. La alineación y el desgaste de las herramientas también son importantes: las herramientas dañadas pueden agravar el springback.
Tratamiento térmico y métodos para aliviar el estrés
Algunos metales responden bien al alivio de tensiones. Tras el conformado, calentar la pieza puede relajar las tensiones internas y estabilizar la forma. Esto es habitual en piezas de acero inoxidable y titanio.
En aplicaciones de precisión, el recocido del metal antes del conformado puede reducir el springback. Pero este paso lleva más tiempo y dinero, por lo que se utiliza sobre todo cuando las tolerancias son muy estrictas.
Conclusión
El springback es una parte natural del proceso de conformado de chapa metálica. Factores como la resistencia del material, el radio de curvatura, el utillaje y el método de conformado influyen. Si comprende cómo funciona el springback y utiliza las herramientas, ángulos y técnicas adecuadas, podrá minimizar su efecto.
¿Busca ayuda con piezas de chapa con tolerancias estrechas o prototipos personalizados? Póngase en contacto con nosotros para hablar de su proyecto y obtener el apoyo experto de nuestro experimentado equipo de ingenieros.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Acero inoxidable antihuellas: cómo funciona y cómo elegirlo

OEM vs. Fabricación por contrato: Cómo elegir el modelo adecuado para su proyecto

Coste de instalación frente a coste unitario en la fabricación de chapa metálica
