Los equipos de fabricación se enfrentan a la presión constante de entregar piezas precisas y duraderas al tiempo que reducen los costes y el tiempo de producción. Los errores de entallado de chapas metálicas provocan desperdicios de material, retrasos en los proyectos y problemas de calidad que perjudican los resultados finales. Con las técnicas de entallado adecuadas, los fabricantes reducen las tasas de desecho en 35% y aceleran el tiempo de montaje en 40%.
El entallado de chapas metálicas crea cortes y aberturas precisos en las chapas metálicas, lo que permite que las piezas encajen a la perfección durante el montaje. Las modernas máquinas de entallado CNC alcanzan precisiones de hasta 0,001 pulgadas, lo que permite realizar ensamblajes complejos en sectores que van desde el aeroespacial hasta la electrónica de consumo. La elección del método de entallado influye directamente en la calidad del producto y la eficacia de la fabricación.
Las siguientes secciones exploran técnicas esenciales de entallado, consideraciones sobre materiales y aplicaciones del mundo real que impulsan la excelencia en la fabricación. Examinaremos cómo un entallado adecuado aumenta la productividad al tiempo que mantiene estrictas normas de calidad.
¿Qué es el entallado de chapa?
El entallado consiste en recortar determinadas secciones de chapa, normalmente en esquinas o bordes. El proceso crea huecos deliberados que facilitan flexiónLa muesca es un elemento de unión o enclavamiento con otros componentes. Una muesca bien ejecutada reduce la concentración de tensiones y refuerza la integridad estructural.
Ventajas del entallado en la fabricación
El éxito en la fabricación de metales depende de la eficacia de la producción, el control de calidad y la gestión de costes. Unas técnicas de entallado adecuadas mejoran directamente estos parámetros de rendimiento clave en las operaciones de fabricación.
Mejora de la eficiencia
El entallado acelera los procesos de montaje y reduce los costes de mano de obra:
- 50% preparación de juntas más rápida
- Racionalizado asamblea secuencias
- Reducción de las operaciones secundarias
Precisión y consistencia
La moderna tecnología de entallado ofrece resultados repetibles en todas las tiradas de producción:
- Tolerancias de ±0,001 pulgadas
- Separaciones uniformes entre juntas
- Tolerancias de curvatura precisas
- Ajuste uniforme de las piezas
Reducción de residuos y rentabilidad
Las prácticas estratégicas de entallado reducen los costes operativos:
- 25% menos desperdicio de material
- Menos piezas rechazadas
- Menores tasas de repetición
Desventajas del entallado en el mecanizado de metales
Conocer las limitaciones ayuda a optimizar la selección de procesos y a evitar problemas de fabricación.
Tensión y deformación del material
Las limitaciones físicas afectan a la integridad del material:
- Endurecimiento de cantos
- Riesgos de microfisuras
- Distorsión térmica
- Efectos de endurecimiento del trabajo
Coste
La inversión inicial y los gastos operativos incluyen:
- Adquisición de equipos ($5.000-$50.000)
- Requisitos de mantenimiento
- Formación de operadores
- Sustitución de herramientas
Limitaciones con materiales gruesos
El grosor del material afecta a las capacidades del proceso:
- Restricciones de grosor máximo
- Requisitos de potencia
- Índices de desgaste de las herramientas
- Reducción de la velocidad de procesamiento
Cómo funciona el proceso de entallado de chapa metálica?
Mediante operaciones mecánicas controladas, el proceso de entallado de chapas metálicas transforma la materia prima en componentes entallados con precisión. Cada paso se basa en el anterior para garantizar resultados uniformes y de alta calidad.
Preparación de materiales
La grasa, los aceites y los contaminantes de la superficie se desprenden mediante procesos de limpieza específicos. Los técnicos marcan puntos de referencia clave con herramientas especializadas y colocan el material según especificaciones predeterminadas.
Selección y configuración de herramientas
Los operarios seleccionan las matrices y punzones adecuados en función de las propiedades del material y los requisitos de diseño. Los procedimientos de configuración incluyen comprobaciones de alineación, ajustes de holgura y cortes de prueba en material de muestra.
Secuencia de corte
Los operarios colocan la chapa contra topes o dispositivos para mantener la orientación correcta. Los sistemas de alimentación se engranan suavemente, aplicando una fuerza controlada para crear muescas limpias.
Verificación de la calidad
Los equipos de calidad comprueban el ajuste y el funcionamiento correctos a la vez que documentan los resultados para el control del proceso. La rápida retroalimentación permite realizar ajustes inmediatos cuando es necesario para mantener los estándares de producción.
Técnicas y métodos de entallado de chapas metálicas
La selección de las técnicas de entallado influye en la calidad del producto final, la velocidad de producción y el coste. Cada método responde a unos requisitos de diseño y unos escenarios de producción específicos.
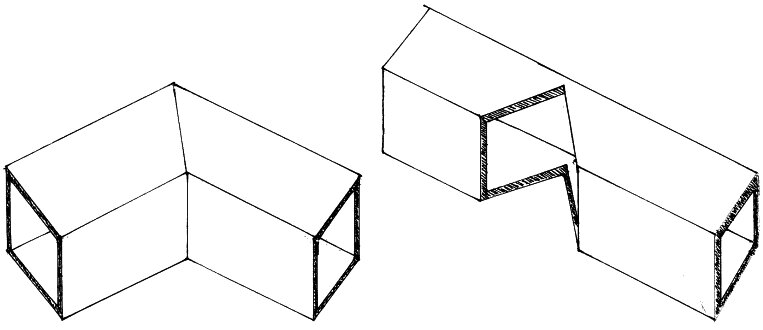
Muescas en ángulo recto
La entalladura en ángulo recto crea cortes de 90 grados en esquinas de chapa. Esta técnica es adecuada para aplicaciones que requieren juntas cuadradas y curvas perpendiculares. El proceso elimina cuadrados precisos de material, normalmente de 0,5 a 4 pulgadas por lado.
Muesca en V
El entallado en V produce cortes en ángulo para curvas y uniones complejas. El proceso crea muescas en forma de V en ángulos de entre 30 y 135 grados. Esta flexibilidad permite varios ángulos de curvatura sin solapamiento de material.
Mordisqueo Muesca
El mordentado utiliza pequeños cortes consecutivos para crear complejos patrones de muescas. El método ofrece flexibilidad para formas y curvas irregulares. Cada mordida elimina de 0,1 a 0,25 pulgadas de material por golpe.
Muescas en cantos y esquinas
El entallado de cantos modifica los bordes de la chapa para juntas y pestañas. El entallado de esquinas elimina material en las intersecciones para facilitar el plegado y el montaje. Ambos métodos requieren un control preciso de la profundidad y la anchura.
Comparación de las técnicas de entallado
| Técnica | Velocidad | Precisión | Coste | Gama de materiales (pulgadas) |
|---|---|---|---|---|
| Ángulo recto | Alta | ±0.005" | Medio | 0.02-0.25 |
| Muesca en V | Medio | ±0.003" | Alta | 0.01-0.19 |
| Mordisqueando | Bajo | ±0.007" | Bajo | 0.01-0.12 |
| Bordes/Esquina | Alta | ±0.004" | Medio | 0.02-0.19 |
Materiales comunes utilizados en el entallado
La elección del material afecta a los parámetros de entallado, la selección de la herramienta y la calidad del producto final. Los distintos metales requieren velocidades de corte, geometrías de herramienta y ajustes de presión específicos.
Aluminio
Debido a su naturaleza más blanda, el aluminio ofrece excelentes características de entallado. Las velocidades de mecanizado alcanzan los 200 golpes por minuto con un desgaste mínimo de la herramienta. La baja densidad del metal y su alta conformabilidad lo hacen ideal para patrones de entallado complejos.
Especificaciones típicas:
- Rango de espesor: 0.020″ - 0.250″
- Resistencia a la tracción: 27-45 ksi
- Vida útil de la herramienta: Más de 50.000 ciclos
Acero (dulce, inoxidable, galvanizado)
Las variantes de acero exigen herramientas robustas y ajustes precisos de la máquina. El acero dulce se procesa más rápido que el acero inoxidable, mientras que el acero galvanizado requiere una consideración especial para la integridad del revestimiento.
Parámetros de procesamiento:
- Acero dulce: 100-150 carreras/min
- Inoxidable: 60-90 golpes/min
- Galvanizado: 80-120 carreras/min
Titanio y otras aleaciones
Las aleaciones especializadas requieren un control cuidadoso de los parámetros de corte. Estos materiales suelen requerir velocidades reducidas y estrategias de refrigeración mejoradas.
Especificaciones de corte:
- Velocidad: 40-60 golpes/min
- Dureza de la herramienta: 60-62 HRC
- Refrigerante: Necesario
Entender los ángulos de entalladura y la profundidad
Cálculo de ángulos de entalladura
El cálculo correcto del ángulo garantiza curvaturas y ajustes precisos. La fórmula tiene en cuenta el grosor del material y el ángulo de curvatura deseado:
Ángulo de entalladura = Ángulo de curvatura - (2 × Factor K × Espesor del material)
Control de la profundidad y la precisión en el entallado
El control de profundidad depende de:
- Sistemas de posicionamiento digital
- Topes calibrados
- Monitoreo en tiempo real
- Inspección periódica de las herramientas
Cómo Punzonado de chapa y operación de entallado Compare?
Fabricación de chapas metálicas utiliza el punzonado y el entallado, pero cada uno responde a necesidades de fabricación distintas. Comprender sus diferencias ayuda a optimizar los procesos de producción y a obtener mejores resultados.
Operaciones de punzonado:
- Crea agujeros internos
- Mayores índices de producción
- Gama de materiales más amplia
- Patrones más complejos
Características de las muescas:
- Sólo modifica los bordes
- Necesidades de mayor precisión
- Menores costes de utillaje
- Mejor para prototipos
Cómo se compara el entallado de chapa con el entallado de tubo?
Estos dos métodos de entallado responden a necesidades de fabricación diferentes. Aunque comparten principios básicos, sus aplicaciones y requisitos técnicos difieren significativamente.
Entallado de chapas metálicas:
- Procesa materiales planos
- Mayor velocidad de producción
- Necesidades de configuración más sencillas
- Menores costes de utillaje
Muescas en el tubo:
- Maneja perfiles 3D
- Geometría más compleja
- Necesidades especiales de mobiliario
- Especificaciones de mayor precisión
Aplicaciones industriales del entallado de chapa metálica
El entallado de chapas metálicas es un proceso fundamental en importantes sectores de fabricación. Cada industria utiliza técnicas de entallado especializadas para cumplir requisitos de producto y normas de calidad únicos.
Muescas en la industria del automóvil
El sector de la automoción depende de un entallado preciso para los componentes y elementos estructurales de los vehículos:
- Paneles de carrocería con requisitos de ajuste exactos
- Rieles del bastidor y componentes del chasis
- Componentes del sistema de escape
- Fabricación de soportes y fijaciones
- Estructuras interiores de apoyo
Aplicaciones aeroespaciales del entallado
La fabricación aeroespacial exige entalladuras ultraprecisas para componentes críticos:
- Conjuntos de cárter de motor
- Juntas de los componentes del ala
- Conexiones de los paneles del fuselaje
- Componentes de la superficie de control
- Elementos estructurales
Muescas para aparatos electrónicos y electrodomésticos
Los fabricantes de electrónica de consumo y electrodomésticos utilizan el entallado para:
- Fabricación de armarios
- Sistemas de ventilación
- Trayectorias de los cables
- Soportes de montaje de componentes
- Estructuras internas de apoyo
Construcción y usos arquitectónicos
Entre las aplicaciones de edificación y construcción se incluyen:
- Conductos de calefacción, ventilación y aire acondicionado
- Componentes del bastidor de acero
- Paneles metálicos decorativos
- Sistemas de canalones
- Soportes de soporte
Factores a tener en cuenta en la máquina entalladora de chapa metálica
La selección de una máquina entalladora adecuada afecta a la calidad de la producción, la eficacia y los costes del proyecto. La selección de una máquina brillante comienza con el análisis de los requisitos técnicos y las demandas de producción. A continuación se indican los factores críticos que todo fabricante debe evaluar.
La máquina debe ser segura
La seguridad de la máquina comienza con una robusta estabilidad mecánica y sólidos sistemas de montaje. Los puntos de anclaje fijos evitan el movimiento durante el funcionamiento, mientras que la amortiguación de vibraciones reduce el esfuerzo operativo. Las superficies antideslizantes y las patas niveladoras mantienen una alineación perfecta durante los ciclos de corte más exigentes.
Protección de la zona de corte
Los escudos y protectores de seguridad forman barreras críticas alrededor de las zonas de corte. Las barreras físicas evitan el contacto del operario con las piezas móviles. Los paneles de visibilidad clara permiten supervisar el proceso al tiempo que se mantiene la protección. Los sensores electrónicos detienen el funcionamiento si las zonas de seguridad se ven comprometidas.
Mecanismo de corte
El sistema de corte proporciona un control preciso de la fuerza mediante avanzados sistemas mecánicos o hidráulicos. Las herramientas afiladas y templadas crean muescas limpias sin deformar el material. Las velocidades de carrera ajustables se adaptan a los requisitos del material. Los sistemas de transmisión directa minimizan los puntos de desgaste mecánico.
Ajustador de carrera
Los mecanismos de ajuste de la carrera proporcionan un control preciso de la profundidad de corte y la presión. Los controles de ajuste rápido permiten cambiar rápidamente de un tipo de material a otro. Las lecturas digitales muestran las posiciones exactas de la carrera. Los ajustes de memoria almacenan configuraciones estándar para una configuración rápida.
Conclusión
El entallado de chapas metálicas transforma la fabricación gracias a su precisión, eficacia y versatilidad. El entallado reduce el tiempo de producción y mejora la calidad si se combina con las técnicas y los equipos adecuados. A medida que avanza la tecnología, el entallado sigue evolucionando y ofrece a los fabricantes nuevas formas de superar complejos retos de diseño.
Más allá del entallado de chapa, ofrecemos soluciones integrales de fabricación a medida para todas sus necesidades. Con equipos avanzados y un equipo técnico profesional, podemos satisfacer sus diversos requisitos en Mecanizado CNC, fabricación de chapa metálicay mucho más. Elíjanos para hacer que su proceso de fabricación sea más eficiente y fluido.
Preguntas frecuentes
¿Cuál es el objetivo principal de las muescas?
El entallado crea recortes precisos en la chapa metálica para facilitar las operaciones de plegado, unión o ensamblaje. Este proceso permite obtener esquinas, uniones y conexiones estructurales limpias en la fabricación de metal, al tiempo que se mantiene la integridad del material.
¿Cómo se llama la muesca en chapa?
Los tipos de muesca más comunes son las muescas en V, las cuadradas y las de radio. Cada uno de ellos responde a necesidades de diseño específicas: las muescas en V se adaptan a curvas en ángulo, las muescas cuadradas sirven para uniones a 90 grados y las muescas de radio reducen la concentración de tensiones.
¿Se pueden hacer muescas en todo tipo de metales?
La mayoría de los metales admiten operaciones de entallado, pero los parámetros varían según el material. El aluminio, el acero y el acero inoxidable funcionan bien con herramientas estándar. Las aleaciones exóticas requieren herramientas especializadas y velocidades de corte ajustadas para obtener resultados óptimos.
¿Cuáles son las limitaciones del entallado CNC?
El entallado CNC se enfrenta a limitaciones de espesor del material, velocidad de corte y desgaste de la herramienta. El grosor máximo suele ser de 1/4 de pulgada en las máquinas estándar. Los patrones complejos aumentan el tiempo de ciclo y los materiales de alta resistencia aceleran el desgaste de la herramienta.
¿Cómo afecta el entallado a la resistencia y durabilidad del metal?
Un entallado correcto mantiene la integridad estructural al tiempo que elimina material. Los cortes limpios minimizan la concentración de tensiones y el endurecimiento por deformación. Sin embargo, una técnica deficiente o una selección incorrecta de la herramienta pueden crear puntos débiles o zonas de fallo prematuro.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Acero inoxidable antihuellas: cómo funciona y cómo elegirlo

OEM vs. Fabricación por contrato: Cómo elegir el modelo adecuado para su proyecto

Coste de instalación frente a coste unitario en la fabricación de chapa metálica
