Es una situación a la que se han enfrentado todos los ingenieros mecánicos y diseñadores de productos. Usted diseña una caja compacta de chapa metálica en CAD. El modelo parece preciso, la detección de interferencias es correcta y el patrón plano se genera sin errores. Envías el DXF al taller, esperando una respuesta rápida.
En su lugar, recibe un "no presupuesto" o una solicitud de cambio de diseño (ECN). La respuesta es sencilla pero frustrante: "El reborde de este borde es demasiado corto para formar".
En el mundo digital de SolidWorks o Inventor, la chapa metálica se trata como un material con rigidez infinita y cero restricciones de fabricación. Sin embargo, en el mundo físico, el conformado de metal es un proceso violento que se rige por la fricción, la palanca y la geometría de la herramienta.
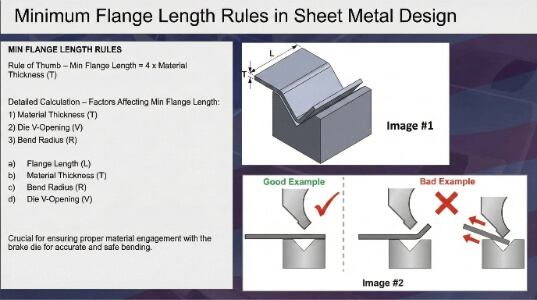
Esta guía pretende salvar esa distancia. Desmontaremos las contradictorias "reglas empíricas" -que van desde el agresivo grosor 1,5x hasta el conservador grosor 4x- y le ayudaremos a determinar la longitud de brida mínima exacta necesaria para una producción fiable.
Definición de la "longitud mínima de brida"
Antes de sumergirnos en la mecánica, debemos alinearnos en la definición para evitar costosos errores de comunicación.
Cuando los fabricantes hablan de longitud mínima de brida (Lₘᵢₙ), se refieren a la dimensión externa de la brida, desde el exterior de la curva hasta el borde de la pieza. Esta medida incluye tanto la Radio de curvatura (R) y el espesor del material (T).
Si esta distancia es insuficiente, la prensa plegadora no puede crear físicamente la geometría sin que se produzcan piezas de desecho.
La física: Por qué existe el límite?
Para entender por qué existe una longitud mínima, debemos fijarnos en el proceso de fabricación estándar utilizado en 90% de fabricación de precisión: El plegado en aire.
En el plegado por aire, la chapa se coloca encima de una matriz inferior, que suele tener una abertura en forma de V. Un punzón superior desciende forzando la chapa hacia el interior de la abertura en V. Un punzón superior desciende, forzando el metal en la abertura en V. Lo más importante es que el metal no se presiona hasta el fondo de la matriz. En su lugar, "flota" en tres puntos de contacto distintos:
- La punta del punzón superior.
- El hombro izquierdo del troquel en V.
- El hombro derecho del troquel en V.
La analogía del "puente
Piensa en la chapa como si fuera un puente que atraviesa un cañón (la abertura en V). Para que el puente resista, debe apoyarse firmemente en suelo firme a ambos lados del cañón.
Si diseña una pestaña demasiado corta, el material de un lado no llegará al "hombro" de la matriz en V. En lugar de doblarse, la chapa simplemente se deslizará dentro de la cavidad de la matriz. En lugar de doblarse, la chapa simplemente se deslizará dentro de la cavidad de la matriz. Esto provoca tres fallos distintos:
- Deslizamiento y distorsión: La pieza se desliza lateralmente durante el ciclo de prensado, creando una línea de plegado torcida o "en pata de perro".
- Gubia: La chapa deslizante se clava en el costoso acero endurecido de los hombros de la matriz, dañando el utillaje.
- El fallo del manómetro trasero: Este es el punto que a menudo pasan por alto los diseñadores. Los operarios de las plegadoras utilizan un Back Gauge (dedos robóticos situados detrás de la máquina) para posicionar la pieza con precisión. Si la brida es demasiado corta, no puede alcanzar los dedos del tope trasero. Sin este tope físico, el operario tiene que posicionar la pieza a ojo, lo que hace imposible una producción en serie uniforme.
La variable crítica: Anchura del troquel
La anchura de la abertura del troquel en V no es arbitraria; se selecciona en función del espesor del material (T).
La práctica industrial habitual dicta que la abertura de la matriz en V suele ser de 6 a 8 veces el grosor del material.
- Para una chapa de 2,0 mm de grosor, es probable que el taller utilice una matriz en V de 12 mm o 16 mm de ancho.
- Para que la curva sea satisfactoria, la brida debe tener la longitud suficiente para abarcar al menos la mitad de esa abertura en V (V/2), más un margen de seguridad.
Esta relación geométrica -entre el grosor del material y la anchura del utillaje necesario para doblarlo- es la base de todas las fórmulas de brida mínima. Explica por qué una brida de 3 mm funciona perfectamente en calibres finos.

El choque de fórmulas: Conservadores frente a teóricos
Si se buscan las reglas de brida mínima en manuales de ingeniería frente a las directrices de fabricación, se encontrará una confusa discrepancia. Algunas fuentes afirman que se puede conseguir una brida tan corta como 1,5 veces el grosor del material (1,5T). Mientras tanto, es probable que su fabricante insista en un espesor 4 veces mayor (4T).
¿A qué se debe esta enorme diferencia? La respuesta está en el método de flexión utilizado: Air Bending versus Bottoming. Entender esta distinción es la clave para diseñar piezas no sólo posibles, sino económicas.
1. El enfoque del "fabricante seguro" (la regla de las 4T)
Si está diseñando para la producción general y quiere asegurarse de que sus piezas se cotizan rápidamente y se fabrican sin defectos, esta es la norma que debe seguir.
La fórmula:
Lₘᵢₙ ≈ 4 × T + R
(Donde T = Espesor del material y R = Radio de curvatura)
La realidad de la fabricación:
Esta fórmula se deriva de Air Bending, la norma industrial para la chapa de precisión moderna.
- Anchura del troquel en V: Como se ha establecido, el plegado por aire utiliza una anchura de troquel en V de aproximadamente 6T a 8T.
- La Geometría: Para salvar la mitad de esa abertura en V de forma segura, el material debe extenderse aproximadamente de 3T a 4T desde el centro.
- El factor seguridad: Si se añade el radio de curvatura (R) a la fórmula, se garantiza que aunque el metal se curve y consuma longitud, se mantenga seguro en los hombros de la matriz.
Por qué lo usan los ingenieros inteligentes:
Diseñar con la regla 4T da flexibilidad al taller. Les permite utilizar una gama estándar de matrices en V disponibles en cualquier máquina.
- Escenario: Si diseña hasta el límite absoluto (1,5T) y la herramienta específica tight-V del taller está dañada o está ejecutando otro trabajo, su producción se detiene.
- Escenario: Si diseña a 4T, el operario puede cambiar a un troquel ligeramente más ancho si es necesario para mantener la producción en marcha, salvaguardando su plazo de entrega.
2. El enfoque "teórico" (la regla 1,5T)
Si consulta textos de referencia de ingeniería como el Manual de máquinas o consulte catálogos específicos de herramientas, a menudo verá valores mucho más cortos.
La fórmula:
Lₘᵢₙ ≈ 1,5 × T a 2,0 × T
El coste oculto:
Esta regla se aplica normalmente al Bottoming (o Coining), no al plegado por aire estándar. En el doblado de fondo, el punzón presiona la chapa hasta el fondo de la matriz en V, apretando la estructura del material. Como la chapa está físicamente sujeta entre el punzón y la matriz, no necesita abarcar todo el ancho de la apertura en V para mantenerse estable.
Sin embargo, basarse en esta norma introduce riesgos y costes significativos:
- Picos de tonelaje: El plegado requiere hasta 5 veces más tonelaje que el plegado por aire. Muchas plegadoras eléctricas o híbridas de precisión no están diseñadas para soportar una carga tan elevada.
- Desgaste de herramientas: La alta presión acelera el desgaste del punzón y la matriz, lo que provoca ángulos incoherentes con el paso del tiempo.
- Incompatibilidad de procesos: Si un taller intenta doblar por aire su diseño de 1,5 T porque carece del tonelaje necesario para el fondo, la pieza fallará. Se deslizará en la matriz, lo que dará lugar a un lote desechado.
El veredicto
La "regla 1,5T" es teóricamente posible, pero operacionalmente cara y arriesgada. La "Regla 4T" es conservadora, fiable y barata.
La regla de oro de DFM:
Siempre que sea posible, diseñe utilizando la regla conservadora (4T). Sólo recurra al límite teórico (1,5T) si el diseño lo exige absolutamente, y prepárese para posibles reacciones negativas o mayores costes de utillaje por parte de su proveedor.
Doblar lo indeformable: Variables y soluciones
Antes de comprometerse con una brida corta, debe comprender cómo la selección del material y los ángulos de curvatura cambian los objetivos de lo que es físicamente posible.
El factor material: Por qué importa el grado
No todos los metales se comportan igual bajo la prensa. La longitud mínima de la brida está directamente relacionada con el radio de curvatura (R) requerido, y el radio viene dictado por la ductilidad del material.
- Aluminio 6061-T6 (El desafío de la fragilidad): Este grado aeroespacial común es notoriamente frágil. Si se intenta doblarlo bruscamente, se agrieta. Para evitarlo, los fabricantes deben utilizar un radio de curvatura mayor (a menudo 1,5T o superior). Como nuestra fórmula es Lₘᵢₙ = 4T + R, un radio mayor exige automáticamente una brida más larga.
- Aluminio 5052-H32 (La alternativa dúctil): Si su diseño requiere una brida estrecha, considere la posibilidad de cambiar al 5052. Es más blando y puede soportar un radio más cerrado sin agrietarse, lo que permite reducir la longitud mínima de la brida.
- Acero inoxidable: Debido a su alto límite elástico y a su considerable "recuperación elástica", el acero inoxidable suele requerir un sobredoblado para conseguir el ángulo final. Este recorrido más profundo puede requerir una matriz en V más ancha para evitar superar los límites de tonelaje del utillaje, lo que a su vez aumenta la longitud de brida necesaria.
El factor ángulo
La mayoría de las guías de diseño parten de una curvatura estándar de 90°. Sin embargo, el ángulo de curvatura altera significativamente la física de los puntos de contacto del troquel en V.
- Ángulos agudos (<90°): Para doblar el metal a 30° o 45°, el punzón debe desplazarse más profundamente en la matriz en V. Este recorrido más profundo aleja la chapa de los hombros de la matriz. Este recorrido más profundo aleja la chapa de los hombros de la matriz. En consecuencia, los doblados agudos suelen requerir bridas más largas que los doblados a 90° para garantizar que el material mantiene el contacto con la matriz durante todo el recorrido.
- Ángulos obtusos (>90°): Generalmente son más seguros. El punzón recorre menos distancia, por lo que se reduce el riesgo de que la pestaña resbale en la matriz.
Los "Códigos Trampa": Cómo fabricar lo imposible
¿Qué ocurre cuando se tiene un chasis de 2,0 mm de grosor y es absolutamente debe tener una brida de 3,0 mm para despejar un componente? El proceso estándar de plegado por aire dice "Imposible".
Sin embargo, un socio de fabricación cualificado puede conseguir esta geometría, si usted está dispuesto a pagar por ello. Estas son las tres soluciones más habituales.
1. El método de "doblar y cortar
Es la solución de fuerza bruta para prototipos y piezas de precisión de bajo volumen.
- El proceso: El taller corta con láser el patrón plano con un reborde de longitud segura (por ejemplo, 10 mm). La doblan normalmente con herramientas estándar. A continuación, la pieza se traslada a una fresadora CNC, donde el material sobrante se mecaniza hasta alcanzar la longitud deseada de 3,0 mm.
- El coste: Alta. Está añadiendo una configuración de mecanizado secundaria, manipulación manual y pasos de desbarbado. Debe preguntarse: ¿Merece la pena aumentar el coste unitario de 200% a 300% por esa brida corta?
2. Muescas de alivio
A veces, una brida parece demasiado corta sólo porque es adyacente a un recorte o a una esquina achaflanada.
- La solución: Añada una muesca de alivio (un pequeño corte perpendicular a la línea de doblado) en el punto de transición. Esto separa físicamente la brida que está doblando de la geometría problemática cercana. Permite que la brida se deforme de forma independiente sin desgarrar el material ni obligar al operario a alinear un borde complejo y no lineal contra el tope trasero.
3. Estrategia de herramientas especializadas
Si "Doblar y cortar" resulta demasiado caro para una producción de gran volumen, puede estudiar con su fabricante las opciones de utillaje especializado:
- Dobladoras rotativas / Matrices de limpieza: A diferencia de los matrices en V estándar, estas herramientas mantienen la pieza plana y "limpian" la brida hacia arriba mediante una leva giratoria. Pueden formar bridas de tan solo 1 × de grosor sin deslizamiento.
- Troqueles offset: Se trata de herramientas específicas diseñadas para crear dos curvas (en forma de "Z") de un solo golpe. Son excelentes para desviaciones cortas, pero requieren herramientas específicas para cada altura concreta.
Hoja de trucos y lista de control final
Ahora, vamos a resumir toda esa teoría en algo que pueda utilizar inmediatamente: una hoja de referencia rápida y una lista de comprobación final de DFM (diseño para la fabricación) que debe ejecutar antes de publicar sus dibujos.
Tabla de datos de referencia rápida
La tabla siguiente contrasta los valores "Seguros" (Air Bending) con los límites "Agresivos" (Bottoming/Special Tooling).
- Estándar: Utilice estos valores para los diseños estándar con el fin de garantizar el menor coste, el plazo de entrega más rápido y la capacidad multifuente.
- Riesgo: Utilice estos valores sólo cuando el espacio sea crítico. Advertencia: Suelen requerir herramientas específicas, mayor tonelaje o mecanizado secundario.
| Espesor del material (T) | Mínimo conservador (4T+R) | Mínimo agresivo (1,5T-2T) |
|---|---|---|
| 0,5 mm (calibre 24-26) | ~ 2,5 mm | ~ 1,0 mm |
| 1,0 mm (calibre 20) | ~ 5,0 mm | ~ 2,0 mm |
| 1,5 mm (calibre 16) | ~ 7,0 mm | ~ 3,0 mm |
| 2,0 mm (calibre 14) | ~ 9,0 mm | ~ 4,0 mm |
| 3,0 mm (calibre 11) | ~ 13,0 mm | ~ 5,0 mm |
> Nota de ingeniería: Los valores "conservadores" suponen un radio de curvatura estándar (R) aproximadamente igual al grosor del material. Si especifica un radio mayor (por ejemplo, R=3 mm en material de 1 mm), deberá añadir esa longitud adicional a su brida mínima.
Su lista final de DFM
Antes de pulsar "Aceptar" en la última revisión CAD, hágase estas cinco preguntas. Le ahorrarán horas de intercambios de correos electrónicos con el fabricante y, potencialmente, miles de dólares en desechos.
1. ¿Qué norma he seguido?
- Si su brida es > 4 × T, está seguro. Proceda con confianza.
- Si su brida es < 2,5 × T, está en la zona de peligro. Marque esta característica para su revisión.
2. ¿Es necesaria la "brida corta"?
- Pregúntese: ¿Es estrictamente necesario que esta brida mida 3 mm? A menudo, los diseñadores hacen bridas cortas simplemente por estética o "compacidad". Si puede alargarla para cumplir la regla de los 4T sin interferir con otros componentes, hágalo. No cuesta nada en el diseño, pero ahorra dinero en la fabricación.
3. ¿Puedo aceptar tolerancias menores?
- La trampa de la tolerancia: Las bridas cortas "flotan" más durante el doblado porque tienen menos superficie de contacto con la matriz. Si fuerza una brida de 1,5T, no espere una tolerancia angular estándar de ± 1. Puede que necesite abrir esa tolerancia a ± 3 para tener en cuenta la inestabilidad.
4. ¿He tenido en cuenta el radio?
- Recuerde que la longitud efectiva de la brida incluye el radio de curvatura. Si tiene una brida de 10 mm pero un radio de 5 mm, sólo le quedan 5 mm de material "plano" para agarrar. Asegúrese de que su cálculo incluye el radio.
5. ¿Estoy dispuesto a pagar por el arreglo?
- Si es absolutamente necesario tener una brida que rompa las reglas, ¿está preparado para el coste de "Doblar y cortar"? Esta operación secundaria puede duplicar el coste unitario de la pieza. Si el presupuesto es ajustado, rediseñe la característica ahora.
Conclusión
En el mundo del diseño de chapa metálica, la diferencia entre "teóricamente posible" y "económicamente viable" se mide a menudo en milímetros. Aunque los manuales de ingeniería digan que es posible una longitud de brida mínima de 1,5 veces el grosor del material, la realidad de la fábrica suele exigir un grosor 4 veces más seguro.
¿Está su diseño listo para la producción? No haga conjeturas. ¿Le preocupa que las bridas estrechas puedan causar problemas en la prensa plegadora? Deje de adivinar y empiece a validar. Envíenos sus archivos CAD para una revisión gratuita de DFM.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Acero inoxidable antihuellas: cómo funciona y cómo elegirlo

OEM vs. Fabricación por contrato: Cómo elegir el modelo adecuado para su proyecto

Coste de instalación frente a coste unitario en la fabricación de chapa metálica
