Las servoprensas están cambiando la forma en que los fabricantes manejan el conformado de precisión. Estas máquinas utilizan movimiento programable, retroalimentación en tiempo real y alta eficiencia energética. Esta combinación proporciona a los operarios un nivel de control que las prensas mecánicas e hidráulicas no pueden ofrecer.
La elección de la servoprensa adecuada implica algo más que comprobar el tonelaje o el precio. Los compradores deben ajustar las capacidades de la máquina a sus objetivos de producción, la forma de las piezas y la precisión requerida. Esta alineación ayuda a evitar equipos de bajo rendimiento y costes inesperados.
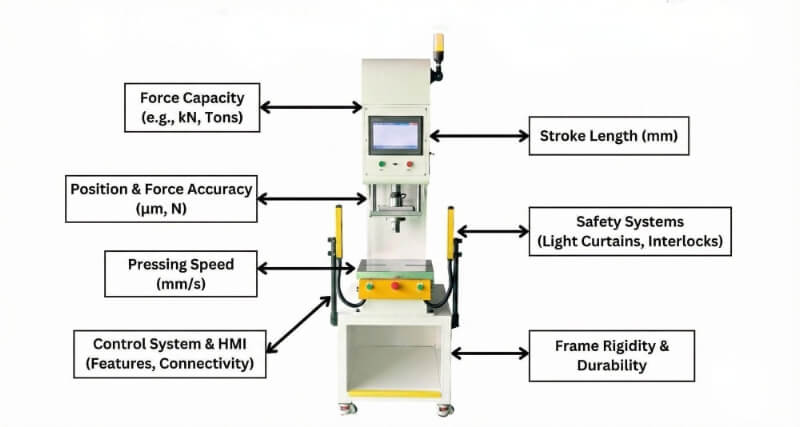
Este artículo describe las especificaciones técnicas clave que deben tenerse en cuenta antes de adquirir una servoprensa. Cada especificación está directamente relacionada con la calidad de la pieza, el coste de funcionamiento y la rentabilidad de la inversión. El objetivo es ayudar a ingenieros y compradores a tomar decisiones claras y basadas en datos.
Comprender las necesidades de su aplicación
Antes de examinar tablas de tonelaje o datos de catálogo, defina sus necesidades reales de producción. Ensamblaje de precisión, conformado superficial y dibujo profundo todos necesitan una combinación diferente de fuerza, golpe y control del movimiento.
Tipo de material y espesor
El primer paso es identificar el material y sus propiedades básicas. La resistencia y el grosor del material afectan directamente a los ajustes de la fuerza y el movimiento de conformado.
Los materiales duros, como el acero inoxidable o el titanio, requieren una fuerza mayor. También necesitan un movimiento más lento cerca del fondo, concretamente en el centro, para reducir el agrietamiento y los daños superficiales. Los materiales más blandos, como el aluminio o el cobre, permiten ciclos más rápidos. Sin embargo, siguen necesitando un control preciso para evitar la flexión o la distorsión de la forma.
Conocimientos de ingeniería: La fuerza de conformado aumenta casi linealmente con el espesor y el límite elástico del material.
Por ejemplo, una pieza de acero dulce de 2 mm puede necesitar unos 35-40 kN de fuerza. La forma exacta, de acero inoxidable, puede requerir una carga de 60-70 kN.
Por esta razón, los ingenieros siempre deben calcular primero la carga de conformado requerida. A continuación, la capacidad de la prensa debe ser al menos 20-30% superior a ese valor. Este margen de seguridad ayuda a mantener estable la calidad de la pieza cuando las propiedades del material cambian entre lotes.
Volumen de producción y duración del ciclo
Su volumen de producción no sólo afecta al tamaño de la prensa. También define la durabilidad y eficiencia que se exige a la máquina durante su funcionamiento diario.
Para piezas pequeñas y componentes electrónicos, las servoprensas de 1-5 toneladas suelen funcionar a 30-60 carreras por minuto en modo de carrera corta. Estas máquinas pueden mantener la repetibilidad en el nivel micrométrico, incluso a velocidades más altas.
La producción de grandes volúmenes somete a la prensa a esfuerzos prolongados. En estos casos, el control estable de la temperatura y el bajo desgaste mecánico son fundamentales. Para volúmenes bajos o trabajo de prototipoel enfoque cambia. La flexibilidad pasa a ser más valiosa que la velocidad máxima.
Consejo de diseño: Elija una prensa que pueda almacenar varios programas de movimiento. La rápida configuración digital reduce el tiempo de inactividad y facilita la producción de lotes pequeños sin comprometer la precisión.
Tipo de proceso y complejidad del conformado
Cada proceso de conformación responde de forma diferente a la fuerza aplicada. Estampación, acuñandoy flexión dependen de un impacto rápido. La embutición profunda y la unión de precisión requieren una presión lenta y constante con un breve intervalo cerca del fondo, centrado con precisión. Esta pausa ayuda a reducir springback y daños superficiales.
Las servoprensas gestionan muy bien estas diferencias. El carro puede ralentizarse durante el conformado, hacer una pausa para liberar la tensión interna y, a continuación, acelerarse en la carrera de retorno. Todo esto ocurre dentro de un único ciclo programado.
Este nivel de control hace que las servoprensas sean adecuadas para líneas de producción complejas. Una estación puede encargarse del conformado, la inserción y el montaje sin necesidad de cambiar de máquina.
Por ejemplo: En el conformado de lengüetas de baterías EV, los ingenieros pueden reducir la velocidad de deslizamiento de 250 mm/s a 30 mm/s cerca del contacto. Este cambio puede reducir la altura de la rebaba en más de 40%. El resultado es una superficie más limpia y una mejor calidad de adhesión.
Especificaciones técnicas básicas
Tras definir sus necesidades de proceso, revise las especificaciones técnicas básicas de la servoprensa. Estos valores demuestran las verdaderas capacidades de la máquina en términos de capacidad de conformado, precisión de control y espacio de actualización.
Tonelaje nominal y curva de fuerza
El tonelaje nominal muestra la fuerza continua máxima que puede suministrar la prensa en una posición de carrera específica. Este punto suele estar situado unos milímetros por encima del fondo, centrado directamente.
En las servoprensas, la fuerza utilizable se mantiene alta en un rango de carrera mucho más amplio. Este comportamiento difiere del de las prensas mecánicas, en las que la fuerza disminuye rápidamente una vez que la manivela se aleja de su ángulo máximo.
Antes de seleccionar una máquina, los ingenieros deben calcular la carga de conformado necesaria para asegurarse de que la máquina es adecuada para la tarea. Una fórmula habitual es
F = K × L × t × σ
Aquí, K representa el factor de proceso. L es la longitud de corte o conformado. t es el espesor del material. σ es la resistencia del material.
Después de calcular la carga, la capacidad de la prensa debe ser al menos 20-30% superior. Este margen ayuda a absorber la variación en el utillaje, los lotes de material y la geometría de la pieza.
Conocimientos de ingeniería: Una curva estable de fuerza-desplazamiento favorece un flujo uniforme del material. También reduce el desgaste de la matriz y mejora la consistencia del proceso a largo plazo.

Longitud de carrera y margen de ajuste
La longitud de carrera se refiere a la distancia que recorre el carro en un ciclo. Esta distancia de desplazamiento afecta a la velocidad, el consumo de energía y la estabilidad del proceso.
La mayoría de las servoprensas compactas ofrecen un rango de carrera ajustable de unos 50-200 mm. Los operarios pueden ajustar este rango directamente a través del sistema de control. Una carrera más corta favorece el conformado poco profundo. Aumenta la velocidad y reduce el consumo de energía. Una carrera más larga permite la embutición profunda y las herramientas multietapa.
Las servoprensas permiten el ajuste digital de la carrera. No se necesitan cambios mecánicos. Esta característica permite una configuración más rápida y ayuda a adaptar la carrera a cada tipo de pieza. Una mejor adaptación mejora el rendimiento y prolonga la vida útil de la herramienta.
Consejo de diseño: Una carrera bien ajustada reduce el movimiento desperdiciado. En muchos casos, puede reducir el recorrido no productivo en 25-30%, lo que aumenta directamente el rendimiento total.
Velocidad de deslizamiento y perfil de movimiento
El servocontrol permite a los ingenieros diseñar curvas de movimiento en lugar de depender de velocidades fijas de la manivela. El carro puede moverse rápido durante la aproximación, ralentizarse en el momento del contacto, detenerse brevemente para controlar el retroceso elástico y volver a alta velocidad.
Una secuencia de movimiento típica puede tener este aspecto:
Aproximación rápida a 300 mm/s → Conformación a 30 mm/s → Permanencia durante 0,3 s → Retorno a 250 mm/s.
Este tipo de movimiento reduce las vibraciones y limita el impacto en la matriz. También mejora la uniformidad del tamaño de las piezas de un ciclo a otro.
Conocimientos de ingeniería: Una deceleración suave y una permanencia corta cerca del punto muerto inferior pueden prolongar la vida útil de la matriz en 20-40%. Esta ventaja es evidente en los procesos de conformado y unión de precisión.

Altura de trabajo y tamaño de la mesa
La altura de trabajo es la distancia entre la guía y el cabezal en la parte inferior, en el punto muerto. Esta dimensión afecta al ajuste de la herramienta y al acceso del operario durante la preparación y la producción.
Las pequeñas servoprensas de la gama de 1-5 toneladas suelen ofrecer alturas de trabajo ajustables de unos 150-300 mm. El tamaño de las mesas suele rondar los 300 × 200 mm. Estos tamaños son adecuados para muchas piezas pequeñas y ensamblajes de precisión.
Siempre debe confirmar que su troquel más grande cabe dentro del área de la mesa. También debe haber espacio suficiente para la carga de material, la retirada de piezas y la colocación de sensores.
Para trabajos de precisión, las prensas con cabezales de ranura en T o soportes modulares para herramientas son más fáciles de alinear. También reducen el tiempo de cambio.
Consejo de diseño: Seleccione una mesa que sea 15-20% más grande que su utillaje actual, para permitir futuras actualizaciones de automatización o utillaje.
Capacidad de precisión y control
Una vez adaptados los parámetros mecánicos de la prensa a su aplicación, la siguiente pregunta crítica es: ¿con qué precisión puede mover y controlar la fuerza?
Precisión de posición y fuerza
Las servoprensas modernas utilizan retroalimentación de bucle cerrado para realizar un seguimiento preciso de la posición y la fuerza en tiempo real. Los codificadores de alta resolución miden la posición del carro con una precisión de ±0,01 mm. Los sensores de carga integrados controlan los cambios de fuerza con una precisión aproximada de ±1%.
Esta precisión mantiene la consistencia de cada golpe. Es especialmente valiosa para micropartes y ensamblajes que dependen de ajustes de interferencia ajustados.
A diferencia de las prensas accionadas por manivela, las servoprensas pueden ajustar el movimiento durante la carrera. Cuando el sistema detecta una desviación de la posición o una mayor resistencia del material, corrige automáticamente el movimiento. Este control reduce el desgaste de la herramienta y mantiene la estabilidad de la calidad de la pieza durante largos periodos de producción.
Conocimientos de ingeniería: En tareas de precisión como el prensado de contactos eléctricos, una desviación de carrera de sólo 0,02 mm puede cambiar la fuerza de inserción en 5-8%. El servocontrol de realimentación evita este problema realizando ajustes constantes durante cada ciclo.
Programación de movimiento e interfaz de software
La programabilidad es la principal ventaja de las servoprensas. Los operarios pueden crear perfiles de movimiento personalizados a través de una HMI de pantalla táctil o una interfaz de PC. Pueden ajustar la velocidad, la posición, el tiempo de permanencia y la fuerza en cada fase de la carrera.
Este enfoque digital sustituye a las levas y cuñas mecánicas. Los ingenieros pueden guardar varios programas de movimiento para diferentes piezas y materiales, lo que permite un funcionamiento eficaz. Esta capacidad reduce el tiempo de configuración y garantiza resultados uniformes entre operadores y turnos, asegurando un flujo de trabajo sin interrupciones.
Muchos sistemas modernos muestran el trazo como una curva de movimiento en directo. Los usuarios pueden ajustar los puntos clave directamente en la pantalla, lo que agiliza el ajuste y lo hace más intuitivo.
Los tipos de movimiento más comunes son:
- Velocidad constante (ideal para encofrado general)
- Presión constante (para montaje y compresión)
- Control híbrido (combinando objetivos de velocidad y de fuerza)
Consejo de diseño: Elija una prensa que permita almacenar y exportar parámetros. Esto favorece la trazabilidad y facilita la gestión de la documentación PPAP o ISO 9001.

Control de datos y conectividad
Las servoprensas modernas forman parte de un sistema de producción conectado. Ya no son máquinas autónomas en el taller.
La mayoría de los modelos actuales registran la fuerza, la posición de la carrera, la velocidad y el número de ciclos en tiempo real. El sistema muestra estos datos en la HMI o los envía al software de la fábrica. Los ingenieros pueden revisar las tendencias y detectar desviaciones del proceso antes de que aparezcan defectos.
Las prensas avanzadas admiten protocolos industriales estándar, como EtherNet/IP, PROFINET y OPC UA. Estas conexiones permiten una integración perfecta con plataformas MES, SCADA o ERP. El resultado es una mejor planificación del mantenimiento, seguimiento de la OEE y localización remota de averías.
Conocimientos de ingeniería: Cuando los ingenieros analizan los datos de fuerza-desplazamiento a lo largo del tiempo, pueden detectar el desgaste de la herramienta o la fatiga del material semanas antes de que las piezas pasen la inspección. Este método ayuda a reducir los tiempos de inactividad imprevistos y a estabilizar la producción.

Eficiencia energética y factores de mantenimiento
La calidad del producto depende de la precisión. El beneficio a largo plazo depende del uso de la energía y de los costes de mantenimiento. Las servoprensas destacan en ambas áreas al utilizar la energía de forma eficiente y minimizar el desgaste mecánico.
Consumo y recuperación de energía
Las servoprensas funcionan con servomotores eléctricos. Estos motores sólo consumen energía cuando el carro se mueve o aplica fuerza. Cuando la corredera se ralentiza o regresa, el frenado regenerativo captura la energía cinética y la devuelve al sistema de accionamiento.
Este diseño reduce el consumo de energía entre 30 y 50% en comparación con las prensas mecánicas. El ahorro puede llegar a 70% en comparación con los sistemas hidráulicos. Por ejemplo, una servoprensa de 5 toneladas que funcione 8 horas al día puede ahorrar aproximadamente entre 8.000 y 10.000 kWh al año, en función de la configuración del ciclo.
Consejo de diseño: Busque máquinas que muestren el consumo de energía en la HMI o que realicen un seguimiento de la potencia por ciclo. Estos datos ayudan a los ingenieros a ajustar los perfiles de movimiento y detectar pérdidas de energía durante el tiempo de inactividad.

Funcionamiento silencioso y limpio
Las servoprensas son silenciosas porque utilizan accionamientos eléctricos en lugar de aceite hidráulico y pesadas conexiones mecánicas. Los niveles de ruido suelen ser inferiores a 75 dB. Las prensas hidráulicas suelen superar los 90 dB en condiciones similares.
Este bajo nivel de ruido hace que las servoprensas sean adecuadas para entornos limpios y controlados. El ensamblaje de dispositivos médicos y la producción electrónica son los más beneficiados. El funcionamiento sin aceite también elimina el riesgo de fugas y contaminación.
Las bajas vibraciones protegen las herramientas y mejoran la comodidad del operario durante los turnos largos. Con el tiempo, una configuración limpia y silenciosa mejora las condiciones del lugar de trabajo y reduce los costes de cumplimiento de la normativa medioambiental.
Conocimientos de ingeniería: Una menor vibración y una presión estable ayudan a prolongar la vida útil de la matriz en 20-40%. Esta mejora puede reducir los costes de utillaje durante miles de ciclos de producción.
Acceso para mantenimiento y durabilidad de los componentes
Las servoprensas están construidas para ofrecer una larga vida útil. No utilizan correas, embragues ni bombas hidráulicas. Este diseño reduce drásticamente el mantenimiento rutinario.
Los componentes clave, como los husillos de bolas y las guías lineales, suelen durar más de 50 millones de ciclos antes de requerir servicio. Muchas máquinas también incluyen sistemas de autolubricación y alertas de diagnóstico integradas.
La supervisión inteligente controla el número de ciclos, la temperatura y las vibraciones. El sistema puede predecir cuándo es necesario realizar el mantenimiento. Este enfoque sustituye las paradas imprevistas por intervalos de mantenimiento planificados.
Consejo de diseño: Seleccione prensas con motores y unidades de accionamiento modulares para una mayor flexibilidad y facilidad de uso. Los diseños modulares facilitan la sustitución y mantienen la compatibilidad cuando se realizan futuras actualizaciones del sistema de control.
Seguridad e integración
Una prensa bien diseñada no sólo debe formar con precisión, sino que también debe proteger a los operarios, conectarse con la automatización y adaptarse a futuras actualizaciones.
Caracteristicas de seguridad
La seguridad en las servoprensas se basa en tres áreas principales: protección, prevención y cumplimiento. Cada área colabora para garantizar la seguridad de los operarios y mantener una producción estable.
Las protecciones fijas, los mandos bimanuales y los botones de parada de emergencia proporcionan protección física. La prevención se basa en sensores inteligentes y detección de sobrecargas. Cuando el sistema detecta una fuerza o posición anormales, detiene el movimiento inmediatamente.
La mayoría de las servoprensas modernas cumplen los requisitos CE, OSHA o ISO 13849-1. Este cumplimiento favorece el uso seguro en líneas automatizadas y semiautomatizadas. Muchos sistemas también añaden cortinas de luz, escáneres de área y enclavamientos de puertas para proteger a los operarios durante la configuración y el mantenimiento.
Conocimientos de ingeniería: Las servoprensas con controles de seguridad certificados pueden reducir el tiempo de preparación en 15-20%. Los operarios pueden trabajar dentro de zonas seguras definidas sin tener que apagar la máquina por completo.

Compatibilidad de automatización
Las servoprensas se integran fácilmente con robots, transportadores, alimentadores y sistemas de visión. Su movimiento y temporización pueden conectarse digitalmente mediante protocolos como EtherCAT, PROFINET o Modbus TCP.
En una configuración típica, un robot carga una pieza, envía una señal a la prensa para que funcione y, a continuación, retira la pieza acabada. Todas las acciones se sincronizan en milisegundos. Esta coordinación reduce la manipulación manual y mejora la estabilidad del proceso.
Con una automatización fiable, las servoprensas permiten un funcionamiento continuo y sin husillos. Esta capacidad permite a los fabricantes trabajar 24 horas al día, 7 días a la semana, manteniendo una calidad y repetibilidad constantes.
Al evaluar la preparación para la automatización, compruebe que su rotativa es compatible:
- Múltiples puertos de E/S programables
- Comunicación en tiempo real con PLC
- Activadores externos de arranque/parada o posición
- Integración con sensores o cámaras de calidad
Consejo de diseño: Si tiene previsto automatizar en el futuro, seleccione una prensa con una arquitectura de comunicación abierta. Esto garantiza la compatibilidad con futuras actualizaciones de robótica o digitalización de la fábrica.

Evaluación del coste total de propiedad (TCO)
El precio es el parámetro más sencillo de comparar, pero rara vez lo explica todo. Dos prensas con precios iniciales similares pueden diferir significativamente en sus costes de vida útil debido a diferencias en el uso de energía, el mantenimiento y el tiempo de funcionamiento.
Costes energéticos y operativos
Las servoprensas sólo consumen energía cuando el carro se mueve o aplica fuerza. Si se combina con el frenado regenerativo, este enfoque puede reducir los costes energéticos anuales en unos 30-50%.
En una operación pequeña que funcione 8 horas al día, el ahorro de energía puede alcanzar los 8.000-10.000 kWh al año. Esta cantidad se aproxima al consumo energético de dos talleres medios.
Las bajas vibraciones y el funcionamiento sin aceite también reducen los costes adicionales. Las instalaciones gastan menos en control de ruido y evitan la manipulación de aceite usado.
Consejo de diseño: Controle el consumo de energía por ciclo y el coste por pieza buena. Estos dos indicadores muestran la eficiencia operativa real de una línea de conformado.

Recuperación de la productividad y la calidad
La alta precisión se traduce directamente en un retorno real de la inversión. Cuando la fuerza de conformado es constante, disminuyen las piezas desechadas y los reprocesamientos. El movimiento programable también reduce la tensión en las herramientas, lo que las hace más duraderas.
En muchas aplicaciones, mantener la repetibilidad dentro de ±0,01 mm puede reducir los índices de defectos en 40-60%. La mejora exacta depende del diseño de la pieza y de la estabilidad del proceso.
El servocontrol de movimiento reduce el impacto durante el conformado. Esta reducción puede alargar la vida 20-40% y reducir los costes de sustitución de la herramienta. Con el tiempo, estos ahorros se acumulan. En líneas de gran volumen, la amortización suele producirse en 12-18 meses.
Consejo de diseño: Cuando compare proveedores, solicite un desglose detallado de los costes. El modelo debe incluir el uso de energía, el coste de mantenimiento y la reducción de chatarra, no solo el precio de la máquina.
Conclusión
Comprar una servoprensa es tanto una elección técnica como una decisión empresarial a largo plazo. La máquina adecuada no sólo satisface las necesidades actuales de tonelaje o velocidad. Es compatible con los planes de producción futuros, los objetivos de automatización y el control de costes.
Una buena decisión empieza por comprender claramente su aplicación y el proceso que conlleva. A partir de ahí, revise cada especificación paso a paso. Concéntrese en el tonelaje, la longitud de carrera, el control de movimiento, la precisión, el consumo de energía y la seguridad. Este método le ayudará a asegurarse de que la prensa se adapta a sus necesidades actuales y le seguirá aportando valor con el paso del tiempo.
¿Busca ayuda para seleccionar la servoprensa ideal para su aplicación específica? Nuestro equipo de ingeniería puede revisar sus necesidades de conformado, sugerir la configuración óptima de la máquina y evaluar a fondo la viabilidad de su proceso. Contáctenos para hablar de su proyecto o solicitar una consulta técnica gratuita.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Acero inoxidable antihuellas: cómo funciona y cómo elegirlo

OEM vs. Fabricación por contrato: Cómo elegir el modelo adecuado para su proyecto

Coste de instalación frente a coste unitario en la fabricación de chapa metálica
