Seleccionar el tonelaje adecuado es una de las decisiones más cruciales a la hora de elegir una servoprensa. Si la capacidad de la prensa es demasiado baja, es posible que la máquina no alcance la fuerza de conformado necesaria. Esto puede reducir la precisión de la pieza y provocar un desgaste prematuro de la herramienta. Si el tonelaje es demasiado alto, el sistema resulta más caro. También consume más energía y reduce la capacidad de respuesta al control de la fuerza.
La fabricación moderna depende de la precisión y la eficacia para seguir siendo competitiva. Por este motivo, los ingenieros deben adaptar la fuerza de prensado a las necesidades reales del proceso. Una adaptación adecuada mejora la calidad de las piezas y ayuda a mantener los costes operativos bajo control.
Este artículo explica cómo calculan los ingenieros y compradores la fuerza necesaria. También explica cómo establecer márgenes de seguridad. Por último, repasa otros factores técnicos que afectan al rendimiento de la prensa en la producción real.

Entender el tonelaje en las servoprensas
Antes de elegir una máquina, debe comprender cómo funciona realmente el tonelaje. Esta sección explica lo que representa el tonelaje y cómo las servoprensas lo aplican de forma diferente.
Qué representa el tonelaje?
El tonelaje, medido en kilonewtons (kN) o toneladas métricas, define la fuerza máxima de conformado o prensado que puede proporcionar una servoprensa. Indica la cantidad de resistencia que puede superar la prensa al conformar, unir o deformar una pieza.
Sin embargo, muchos compradores interpretan mal esta especificación. La mayoría de las prensas indican el tonelaje nominal, que representa la fuerza máxima de la máquina en una posición de carrera específica, a menudo cerca del punto muerto inferior (PMI). Por el contrario, la fuerza de trabajo es la que la prensa puede mantener en todo el rango de carrera utilizable.
Por ejemplo, una servoprensa con un tonelaje nominal de 20 kN sólo puede mantener ese pico en el último 5% de su recorrido. Si el proceso de conformado requiere toda la presión en una fase anterior de la carrera, la fuerza efectiva podría disminuir entre un 20% y un 30%. Por eso los ingenieros deben confirmar siempre en qué punto de la carrera se aplica la fuerza nominal.

En términos sencillos, el tonelaje no se refiere sólo a "lo fuerte" que es la prensa, sino a cómo se transmite esa fuerza durante el movimiento.
Carga máxima frente a carga continua
Otro malentendido común es suponer que el tonelaje nominal equivale a la capacidad sostenible de la máquina. En realidad, toda servoprensa tiene dos límites:
- Carga máxima - la breve ráfaga de fuerza máxima alcanzable durante una fracción de segundo.
- Carga continua - la fuerza en estado estacionario que puede soportar el sistema sin sobrecalentarse ni provocar fatiga mecánica.
Por ejemplo, una servoprensa de 10 kN puede mantener 10 kN durante 0,5 segundos, pero sólo 6 kN de forma continua. Si se utiliza para aplicaciones de larga permanencia o conformado, superar ese valor nominal continuo puede provocar la acumulación de calor en el motor, la caída del par o la pérdida de precisión con el paso del tiempo.
Las servoprensas superan este reto permitiendo programar control fuerza-carrera. El controlador puede aplicar toda la potencia sólo cuando sea necesario, reducir la velocidad antes del contacto y detenerse suavemente en la parte inferior para aliviar la tensión. Este movimiento preciso no solo mejora la consistencia de las piezas, sino que también prolonga la vida útil del troquel y reduce el consumo de energía.
Rendimiento nominal frente a rendimiento práctico
Al comparar modelos, los ingenieros también deben tener en cuenta cómo define cada fabricante su "clase de tonelaje". Dos máquinas clasificadas en 50 kN pueden ofrecer resultados diferentes en el mundo real debido a variaciones en el diámetro del husillo, la eficiencia del accionamiento y la conversión de par a fuerza.
Consejo práctico: Solicite siempre la curva de trabajo continuo de la prensa o el gráfico de fuerza frente a velocidad. Estos gráficos ilustran el tonelaje que puede proporcionar la máquina en distintas posiciones de carrera y velocidades: la forma más fiable de confirmar su capacidad real.

Método paso a paso para calcular el tonelaje necesario
La selección precisa del tonelaje comienza con un cálculo y una validación adecuados. Siga estos pasos para estimar la fuerza que realmente necesita su proceso.
1. Definir los parámetros del proceso y del material
Las distintas operaciones requieren niveles de fuerza muy diferentes. Un prensado ligero puede necesitar sólo unos pocos kilonewtons, mientras que un pequeño proceso de conformado o acuñado puede superar los cientos. Por tanto, empiece por lo básico:
- Tipo de proceso: ¿Es la operación a presión? formando, acuñando, remachar¿o sellado?
- Propiedades materiales: El límite elástico, la dureza y la ductilidad determinan directamente el grado de resistencia.
- Geometría: Las superficies más grandes, las curvas más cerradas y los radios más cerrados aumentan la carga localizada.
Por ejemplo, el aluminio 6061 (límite elástico ≈ 150 MPa) puede requerir la mitad de tonelaje que el acero inoxidable 304 (≈ 300 MPa) con la misma geometría.
En términos sencillos: cuanto más resistente y grueso sea su material, mayor será el tonelaje que deberá suministrar su servoprensa.
2. Calcular la fuerza básica necesaria
Una vez que conozca el material y la operación, puede estimar la fuerza necesaria utilizando esta relación simplificada:
F=k×A×σy
Dónde:
- F = fuerza estimada (N)
- A = superficie de contacto o de conformación (mm²)
- σy = límite elástico del material (MPa)
- k = coeficiente de proceso (típicamente 0,7-1,2 dependiendo de la fricción y la geometría de la pieza)
Por ejemplo:
Está conformando una chapa de acero inoxidable de 50 mm × 50 mm (2.500 mm² de área) con un límite elástico de 350 MPa y un coeficiente de proceso de 1,0.
F=1.0×2,500×350=875,000N=875kN
Por lo tanto, necesitará una prensa capaz de una fuerza nominal de al menos 875 kN en condiciones ideales de laboratorio.
Sin embargo, las operaciones reales rara vez son ideales. La fricción, la alineación de la pieza y el acabado de la superficie de la herramienta pueden aumentar la resistencia en 10-20%, especialmente al conformar a velocidades más altas. Siempre es mejor considerar este valor como su umbral mínimo, no como su punto de selección final.
3. Aplicar un margen de seguridad realista
Incluso con cálculos precisos, las variaciones del mundo real son inevitables: el desgaste de la herramienta, la desalineación y las fluctuaciones de temperatura pueden aumentar inesperadamente la demanda de fuerza. Por eso, la mayoría de los ingenieros añaden un margen de seguridad de 20-30% a su estimación de tonelaje.
En el ejemplo anterior (875 kN), el intervalo ajustado pasa a ser de 1.050-1.150 kN.
Este búfer garantiza que:
- El servomotor nunca funciona cerca de su límite de sobrecarga.
- El husillo de bolas y el bastidor mantienen la precisión bajo tensión.
- La acumulación de calor se mantiene dentro de la clasificación de servicio continuo.
Regla de oro:
Para el conformado crítico o la producción continua, dimensione su servoprensa a 1,25× su tonelaje teórico para obtener un rendimiento equilibrado y una larga vida útil.
4. Validación mediante prensado de prueba o simulación digital
La selección de una servoprensa moderna no debe detenerse en el cálculo. Los datos reales son la mejor validación. Si es posible, realice una prueba de prensado utilizando una célula de carga o un sensor de par para registrar los perfiles de fuerza reales. Compare la curva de fuerza medida con su valor calculado para ver si se producen picos o anomalías durante el conformado.
Otra posibilidad es utilizar un software de simulación (como DEFORM o Simufact Forming) para analizar la curva fuerza-desplazamiento. La simulación identifica no sólo la carga máxima, sino también la forma de la curva: dónde aumenta, se estabiliza y se libera la fuerza. Comprender esto le ayudará a ajustar el perfil de movimiento de la servoprensa para optimizar el consumo de energía y la vida útil de la herramienta.
Por qué es importante:
Un simple número (por ejemplo, 900 kN) no lo dice todo. Saber cómo se desarrolla la fuerza a lo largo de la carrera es lo que separa la configuración satisfactoria de una prensa del costoso ensayo y error.
5. Considerar la futura flexibilidad del proceso
Si su producción incluye múltiples piezas o diseños en evolución, es inteligente dejar un margen adicional. Una servoprensa con movimiento programable puede adaptarse a nuevos materiales o geometrías, pero solo si tiene la capacidad de fuerza para hacerlo.
Para las servoprensas pequeñas (1-5 toneladas), disponer de una reserva de fuerza adicional de 20-30% permite reconfigurarla para nuevas aplicaciones sin necesidad de reinvertir. Este enfoque mantiene la utilidad de su activo de capital a lo largo de los ciclos de producto y los cambios en I+D.
Factores que influyen en la selección del tonelaje adecuado
Incluso un cálculo correcto puede pasar por alto variables del mundo real. He aquí cómo los factores de material, geometría y producción influyen en la demanda de tonelaje.
Propiedades de los materiales
La resistencia y ductilidad del material son los primeros factores y los más obvios. Los metales más duros o menos dúctiles requieren más presión de conformado, mientras que los más blandos, como el cobre o el aluminio, pueden lograr la deformación con cargas menores.
Por ejemplo, el conformado de acero inoxidable 304 (límite elástico de aproximadamente 215 MPa) requiere aproximadamente el doble de fuerza que el aluminio 5052 (límite elástico de aproximadamente 100 MPa) con el mismo grosor. Los aceros de alta resistencia, el titanio y las aleaciones de níquel pueden exigir incluso más, a veces más de 4 veces el tonelaje del acero dulce para una geometría de pieza idéntica.
Además del límite elástico, el endurecimiento por deformación también aumenta la carga durante el conformado. A medida que el material se deforma, la resistencia aumenta bruscamente en las últimas etapas de la carrera, que es donde sobresalen las servoprensas: pueden ajustar la velocidad y el par en tiempo real para mantener una presión constante.
Resumiendo: cuando trabaje con aleaciones más duras o aplicaciones de precisión, compruebe siempre la curva tensión-deformación del material, no sólo su resistencia nominal.
Geometría de la pieza y diseño de utillaje
La geometría puede cambiar drásticamente la distribución de la carga. Las embuticiones profundas, las nervaduras, los relieves o los radios de esquina estrechos concentran la tensión en áreas pequeñas, aumentando la presión localizada y, a su vez, el tonelaje total requerido. Incluso pequeños detalles de diseño, como la colocación de los orificios o la altura de las pestañas, pueden aumentar la resistencia del conformado en 10-20%.
Por ejemplo, un panel plano de 100 mm podría necesitar sólo 5 kN para estampar un logotipo sencillo, pero el mismo panel con un canal de 3 mm de profundidad podría requerir 25 kN o más debido a la fricción y la tensión de flexión.
El diseño de las herramientas también influye:
- Troqueles rígidos distribuyen la fuerza uniformemente y reducen el desperdicio de energía.
- Troqueles flexibles o finos absorben parte de la fuerza aplicada, lo que reduce la eficacia del conformado.
- Alineación de troqueles La desalineación puede aumentar el tonelaje necesario hasta 15%, según un estudio del Precision Forming Lab de 2023.
Las servoprensas compensan estas variaciones mediante el control programable del tiempo de espera. Al ralentizar la carrera antes del contacto y hacer una pausa en el punto muerto inferior, los ingenieros pueden evitar las cargas de choque, prolongar la vida útil de la matriz y mantener la calidad de las piezas.
Longitud de carrera y velocidad de prensado
La relación entre el perfil de carrera y la velocidad de prensado afecta directamente a la demanda de tonelaje. Una carrera más larga significa que el servomotor debe mantener el par durante una mayor distancia de desplazamiento, mientras que un movimiento más rápido aumenta la inercia y la carga transitoria.
Las prensas mecánicas tradicionales no pueden adaptarse fácilmente, pero las servoprensas sí. Gracias a los perfiles de movimiento definidos por software, puede:
- Decelerar justo antes del contacto con el material para reducir la carga de impacto.
- Mantener una permanencia programada para formar la consistencia.
- Ajuste la velocidad de retorno para equilibrar la duración del ciclo y la carga térmica.
Esto demuestra por qué el control del movimiento de la prensa es tan importante como la capacidad de tonelaje bruto.
Lo más importante:
No dimensione su prensa sólo por la fuerza máxima: verifique que puede mantener esa fuerza a lo largo de la velocidad de carrera y la duración de permanencia previstas.
Volumen de producción y ciclo de trabajo
Incluso la prensa más potente puede rendir menos si no está preparada para un funcionamiento continuo. Cada servomotor tiene un ciclo de trabajo, que es la relación entre el tiempo de prensado activo y el tiempo de enfriamiento o reposo. Si se supera este ciclo, se acumula calor, se reduce el par y se desgastan los cojinetes y los tornillos a largo plazo.
Por ejemplo:
- Una pequeña prensa de 5 kN puede soportar la carga completa durante 1 segundo pero requerir 3-4 segundos de descanso.
- Una servoprensa de producción de 100 kN podría mantener 80% de capacidad de forma continua con una gestión térmica adecuada.
En un entorno de gran volumen, la capacidad de carga continua es aún más importante que la carga máxima. El funcionamiento a 70-80% del tonelaje nominal garantiza una precisión constante y reduce la frecuencia de mantenimiento.
Al estimar la utilización de la máquina, tenga en cuenta:
- Tiempo del ciclo: cuántos golpes por minuto realiza el proceso.
- Tiempo de permanencia: cuánto tiempo se mantiene la fuerza durante cada carrera.
- Patrón de turnos: horas totales de funcionamiento continuo al día.
Descuidar estos aspectos suele provocar un desgaste prematuro del motor o una desviación de la fuerza, dos factores que pueden comprometer la estabilidad dimensional con el paso del tiempo.
Ventajas de la servoprensa en el control del tonelaje
La servotecnología transforma el control de la fuerza en ingeniería de precisión. Descubra cómo el movimiento programable y la retroalimentación garantizan un prensado uniforme y eficiente.
Curva fuerza-carrera programable
En una prensa mecánica convencional, la curva de tonelaje sigue el ángulo del cigüeñal. La fuerza máxima sólo está disponible cerca del punto muerto inferior, lo que significa que el proceso debe adaptarse al material y no al revés.
Las servoprensas invierten esa lógica. Al utilizar servomotores de accionamiento directo, los ingenieros pueden diseñar perfiles de fuerza-carrera personalizados que se adapten a cada operación. Puede reducir la velocidad antes del contacto con el material, aumentar el par suavemente y detenerse con precisión en la parte inferior para aliviar la tensión interna.
Esta flexibilidad permite que una servoprensa sustituya a varias prensas mecánicas configuradas para diferentes materiales o profundidades.
Información en tiempo real y datos de proceso
Los servosistemas supervisan continuamente la fuerza, el desplazamiento y el par del motor a altas velocidades de muestreo. Esto crea un bucle de realimentación que corrige al instante cualquier desviación, como cambios en el grosor del material o la alineación de la matriz.
Con el registro de datos y la comparación de curvas, los ingenieros pueden:
- Detecte las anomalías antes de que causen defectos.
- Seguimiento del desgaste del troquel basado en la deriva gradual de la fuerza.
- Mantener la trazabilidad para el cumplimiento de las normas ISO 9001 o IATF 16949.
En la práctica, esto significa menos rechazos y una aprobación de calidad más rápida. Para industrias como la electrónica, los módulos EV y los sensores de precisión, esta capacidad de datos es lo que transforma una servoprensa de una herramienta mecánica en un activo de producción digital.
Eficiencia energética e integración inteligente
Las servoprensas sólo consumen energía cuando generan fuerza, a diferencia de los sistemas hidráulicos que mantienen la presión continuamente. Esto las hace intrínsecamente más eficientes desde el punto de vista energético.
Además, su control programable las hace compatibles con entornos de fabricación inteligentes, conectándose fácilmente a MES, SCADA o capas de datos de Industria 4.0. Esto permite el mantenimiento predictivo, la supervisión de ciclos y el análisis de cargas, lo que ayuda a las instalaciones a optimizar el tiempo de actividad y prolongar la vida útil de sus equipos.
Factores técnicos adicionales que a menudo se pasan por alto
Los pequeños detalles de ingeniería pueden mejorar o empeorar el rendimiento de una prensa. Estos factores que se pasan por alto a menudo deciden la precisión a largo plazo y la estabilidad de la máquina.
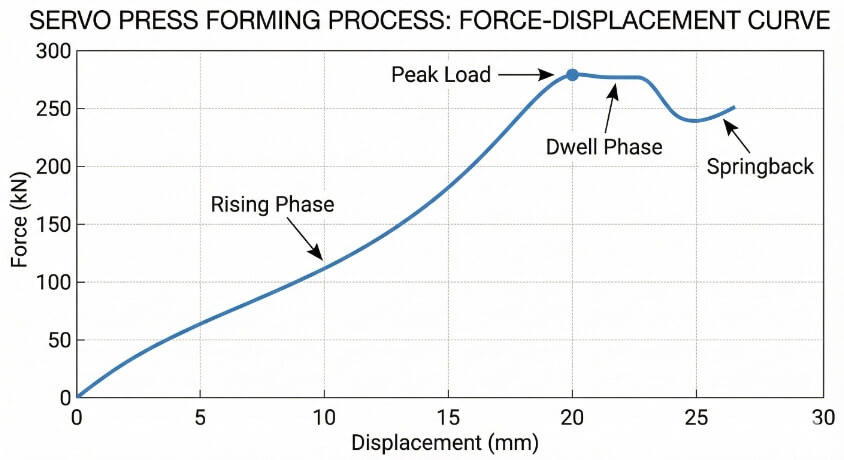
Análisis de la curva fuerza-desplazamiento
La fuerza de prensado en el mundo real no es constante: cambia dinámicamente a lo largo de la carrera. Una curva de fuerza-desplazamiento muestra cómo la fuerza se acumula, alcanza su punto máximo y se libera. Al estudiar esta curva, los ingenieros pueden identificar ineficiencias y riesgos ocultos, como:
- Los picos repentinos indican una lubricación deficiente o una desalineación de la matriz.
- Las mesetas irregulares sugieren un endurecimiento del material o un control deficiente del tiempo de permanencia.
- Las zonas de springback revelan tensiones residuales o recuperación elástica.

El análisis de estos datos permite optimizar los perfiles de movimiento de la prensa y confirmar si la curva de par del servomotor seleccionado se ajusta a los requisitos reales del proceso, no sólo al tonelaje teórico.
Rigidez de moldes y utillajes
La rigidez de las herramientas desempeña un papel fundamental en la eficiencia del tonelaje. Si una matriz o un utillaje se flexionan bajo carga, una parte de la fuerza aplicada se absorbe como deformación elástica, lo que reduce la precisión del conformado.
Para minimizarlo:
- Utilice placas de sujeción y apoyo equilibradas para mantener una presión uniforme.
- Seleccione calidades de acero para herramientas con un módulo de elasticidad más elevado.
- Incorporar el análisis de elementos finitos (FEA) durante el diseño de la matriz para predecir las zonas de deflexión.
Esta mejora no sólo aumenta la precisión del tonelaje, sino que también prolonga la vida útil y la repetibilidad del troquel.
Comportamiento térmico y ante la fatiga
Cada servoprensa tiene un régimen de servicio continuo, que especifica la carga que puede soportar indefinidamente sin sobrecalentarse. El funcionamiento cerca del par máximo durante ciclos prolongados aumenta el calor en el motor y el husillo de bolas, lo que provoca una desviación dimensional y un desgaste acelerado.
Para operaciones de conformado continuo o de alta velocidad, los ingenieros deben seleccionar una prensa que funcione a 70-80% del tonelaje nominal de forma continua. Esto asegura:
- Salida de par estable.
- Menor aumento de la temperatura.
- Precisión constante en tiradas largas.
La supervisión térmica y los sistemas de refrigeración por aire forzado también son valiosas mejoras para las prensas que funcionan en entornos de varios turnos.
Conclusión
Elegir el tonelaje adecuado para una servoprensa es algo más que un simple número en una hoja de especificaciones: es una decisión de ingeniería que afecta a la calidad, el coste y la vida útil del equipo a largo plazo. La servotecnología va más allá al añadir control programable, eficiencia energética y retroalimentación digital, lo que ofrece a los fabricantes la posibilidad de conformar, unir o prensar con mayor precisión y menos residuos.
¿Listo para optimizar su selección de prensas? Nuestro equipo de ingenieros está especializado en servoprensas de tonelaje pequeño y medio (1-5 toneladas) diseñadas para ensamblaje de precisión, conformado y unión de metales. Póngase en contacto con nosotros para hablar de su proyecto o solicite una evaluación gratuita del tonelaje con nuestros ingenieros de aplicaciones.
Preguntas frecuentes
¿Cómo convierto toneladas a kilonewtons (kN)?
1 tonelada métrica = 9,81 kN. Por ejemplo, una prensa de 10 toneladas equivale aproximadamente a 98 kN.
¿Es siempre mejor un mayor tonelaje?
No. Las prensas de gran tamaño consumen más energía y reducen la sensibilidad de la fuerza. Elija la máquina más pequeña que satisfaga sus necesidades de proceso más un margen de seguridad.
¿Puede una servoprensa gestionar múltiples aplicaciones?
Sí. Con el control de movimiento programable, una sola servoprensa puede realizar varias operaciones (press-fit, conformado o acuñado) dentro de su capacidad nominal.
¿Cuál es la diferencia entre tonelaje punta y continuo?
El tonelaje máximo es la carga máxima a corto plazo; el tonelaje continuo es lo que la prensa puede mantener indefinidamente. Confirme siempre ambos antes de la compra.
¿Cómo puedo comprobar si mi selección de tonelaje es correcta?
Para medir la fuerza de conformado real, utilice una célula de carga o una simulación digital. Si la fuerza máxima se mantiene por debajo de 80% y la media por debajo de 60% de la capacidad nominal, su selección está bien equilibrada.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Acero inoxidable antihuellas: cómo funciona y cómo elegirlo

OEM vs. Fabricación por contrato: Cómo elegir el modelo adecuado para su proyecto

Coste de instalación frente a coste unitario en la fabricación de chapa metálica
