Los diseños de productos modernos suelen requerir curvados estrechos, acabados limpios y una alta repetibilidad. Sin embargo, no todos los métodos de plegado pueden satisfacer estas necesidades. La conformación mediante plegadora puede ser la solución. Ofrece un control preciso, funciona con distintos metales y se adapta a lotes pequeños y grandes.
El conformado con plegadora parece sencillo, pero no lo es tanto. Siga leyendo para ver cómo funciona y por qué es importante para su proyecto.
¿Qué es el conformado con plegadora?
El conformado con plegadora es un proceso que dobla chapas metálicas presionándolas entre un punzón y una matriz. El punzón se mueve hacia abajo para empujar la chapa hacia la matriz, creando un pliegue. El ángulo y la forma dependen del punzón, la matriz y la profundidad de la prensa.
La idea clave de la conformación con plegadora es la fuerza controlada. La prensa plegadora aplica presión a lo largo de un eje recto. Esta fuerza dobla el metal sin cortarlo ni romperlo.
El ángulo de plegado depende de la distancia que recorra el punzón dentro de la matriz. El tipo de material, el grosor y la anchura también afectan al resultado. Los operarios pueden ajustar la fuerza, la velocidad y la posición para mejorar la precisión.
Componentes clave de una plegadora
Una prensa plegadora consta de varias piezas principales:
- Marco: El cuerpo que mantiene todo en su sitio.
- Ram (o Slide): Se mueve hacia arriba y hacia abajo para presionar el punzón en la matriz.
- Puñetazo: La herramienta superior que da forma al metal.
- Morir: La herramienta inferior que soporta la curva.
- Calibre trasero: Ayuda a colocar correctamente la chapa antes de doblarla.
- Sistema de control: Manual o CNC, establece y gestiona los parámetros de plegado.

¿Cómo funciona una plegadora?
Conocer las fases de conformado de una prensa plegadora le ayudará a comprender dónde es más importante la precisión y la planificación. Cada etapa afecta a la forma final, la calidad y la eficiencia de la pieza.
Paso 1: Preparación del material
Empiece por elegir la chapa adecuada. El grosor, el tamaño y el tipo influyen en cómo se dobla. Asegúrese de que la chapa es plana, está limpia y no tiene arañazos. Esto ayuda a evitar errores durante el plegado.
A continuación, compruebe las posiciones de las líneas de plegado. Márquelas claramente o cargue el diseño en el sistema CNC si está automatizado.
Paso 2: Configuración de la plegadora
Instale el punzón y la matriz adecuados en función del radio de curvatura y el material deseados. Asegúrese de que estén bien alineados y bien bloqueados en su sitio.
Ajusta el tope trasero. Coloca el metal de modo que el pliegue quede en el punto correcto. Para los sistemas CNC, introduzca las dimensiones de la pieza y los ángulos de plegado en la unidad de control.
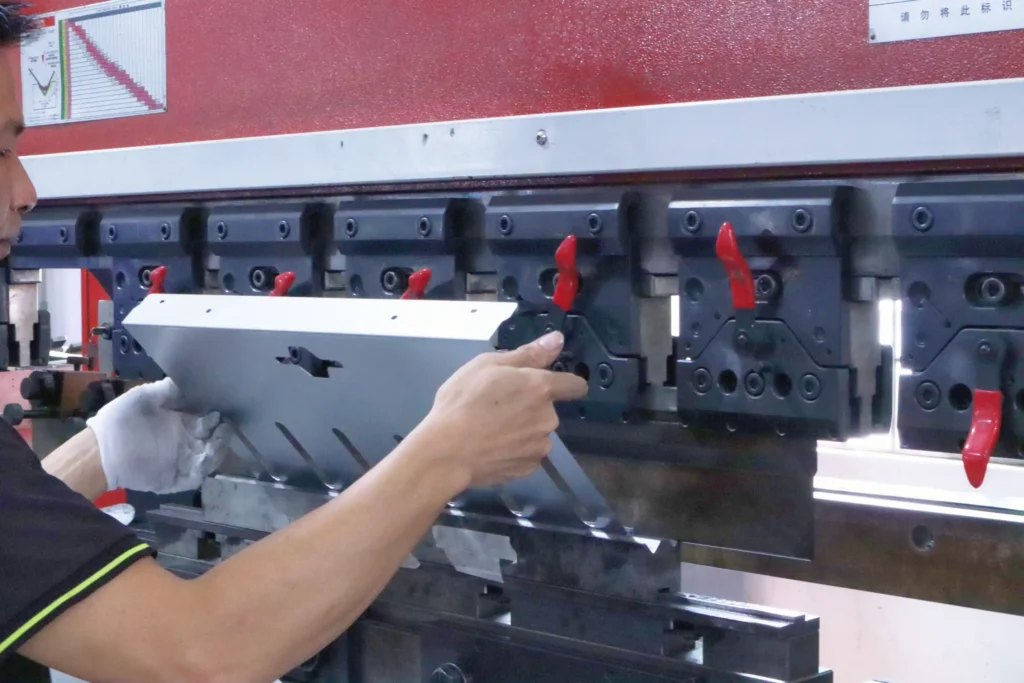
Paso 3: Colocación de la chapa
Coloque la hoja contra la galga trasera. La galga la mantiene en la posición correcta para cada pliegue. Los operarios comprueban la alineación para asegurarse de que la chapa queda plana y recta.
Algunas prensas plegadoras utilizan sistemas de sujeción para mantener la chapa en su sitio.
Paso 4: Doblar el metal
Una vez que todo está listo, el cilindro baja el punzón hasta la matriz. Dependiendo de la matriz, esta acción fuerza el metal en forma de V o de U.
La prensa se detiene cuando se alcanza la profundidad o el ángulo fijados. Las máquinas CNC lo controlan en tiempo real mediante sensores y software.
Paso 5: Inspección del resultado
Después de doblar, compruebe la pieza. Mida el ángulo, la posición y las dimensiones. Si está mal, ajuste la plegadora o el tope trasero antes del siguiente ciclo.
Repita el proceso para cada pliegue de la pieza. Las piezas con varias curvas pueden requerir el reposicionamiento de la chapa entre curvas.
Materiales comunes utilizados en el conformado con plegadora
La elección del material afecta al proceso de curvado. Los distintos metales se comportan de forma diferente bajo presión. A continuación se describen los materiales que se utilizan a diario en el conformado con plegadora.
- Acero dulce: El acero dulce es el material más utilizado en los trabajos de plegado. Es fuerte, asequible y fácil de moldear. Se dobla sin agrietarse y mantiene bien su forma.
- Acero inoxidable: El acero inoxidable es más rígido y más resistente a la corrosión. Necesita más fuerza para doblarse que el acero dulce.
- Aluminio: El aluminio es ligero y resistente a la corrosión. Se dobla con facilidad, pero es más propenso a agrietarse si se trabaja en exceso.
- Cobre y latón: El cobre y el latón son más blandos y decorativos. Se doblan bien, pero pueden rayarse o deformarse si no se manipulan con cuidado.
- Acero galvanizado: El acero galvanizado tiene un revestimiento de zinc que resiste la oxidación. Se dobla como el acero dulce, pero requiere herramientas limpias para no dañar el revestimiento.
Tipos de prensas plegadoras
Cada tipo de plegadora tiene ventajas únicas para diferentes necesidades de fabricación. He aquí cómo se comparan.
Prensas plegadoras mecánicas
Las prensas plegadoras mecánicas utilizan un volante accionado por un motor eléctrico. Cuando se acciona, el volante impulsa el cilindro hacia abajo para doblar el metal.
Estas máquinas son rápidas y resistentes. Funcionan bien para trabajos sencillos y repetitivos. Sin embargo, ofrecen menos control durante la carrera y requieren más ajustes una vez iniciado el movimiento.
Frenos de prensa hidráulicos
Las prensas plegadoras hidráulicas utilizan cilindros hidráulicos para mover el cilindro. Esto proporciona un mayor control sobre la velocidad y la fuerza.
Son más lentas que las mecánicas, pero más seguras y versátiles. Pueden trabajar con materiales más gruesos y producir dobleces más uniformes. Se utilizan mucho en la mayoría de los talleres de fabricación.
Plegadoras neumáticas
Las plegadoras neumáticas utilizan aire a presión para accionar el cilindro. Son rápidas y silenciosas, pero no tan potentes como otros tipos.
Suelen utilizarse para materiales finos o piezas pequeñas. Son adecuadas para tareas de gran volumen y poca fuerza.
Prensas plegadoras eléctricas
Las prensas plegadoras eléctricas utilizan servomotores en lugar de sistemas hidráulicos o volantes de inercia. Ofrecen alta precisión, eficiencia energética y menor mantenimiento.
Son ideales para piezas que requieren tolerancias estrechas. Su configuración más rápida y su funcionamiento más silencioso las hacen populares en entornos limpios o de alta tecnología.
Prensas híbridas
Las prensas plegadoras híbridas combinan sistemas hidráulicos y eléctricos. Ofrecen el control de los accionamientos eléctricos con la potencia de los hidráulicos.
Esto proporciona un movimiento más suave, ciclos más rápidos y un mejor uso de la energía. Son una opción moderna para los talleres que necesitan precisión y potencia.

Prensas plegadoras: Ventajas e inconvenientes
El conformado con plegadora se utiliza mucho por una razón. Sirve para muchas piezas y ofrece resultados precisos. Pero, como todo proceso, tiene sus desventajas. A continuación veremos qué hace bien y en qué puede fallar.
Pros
- Precisión: Las plegadoras ofrecen un control estricto de los ángulos de plegado y las dimensiones de las piezas. Los modelos CNC ofrecen siempre el mismo resultado.
- Versatilidad: Trabaja con muchos materiales y espesores. Puede formar piezas sencillas o formas complejas con múltiples dobleces.
- Escalabilidad: Adecuada para prototipos únicos o tiradas de gran volumen. Fácil repetición de piezas una vez configuradas.
- Acabado limpio: Dobla el material sin cortes ni asperezas. A menudo, no es necesario realizar pasos de acabado adicionales.
- Variedad de herramientas: Amplia gama de formas de punzones y matrices para diferentes ángulos, radios y perfiles.
Contras
- Tiempo de preparación: La primera puesta a punto lleva su tiempo, especialmente en el caso de piezas personalizadas. Los cambios de herramienta y la alineación pueden ser lentos.
- Springback: Después de doblar, el metal puede intentar volver a su forma original. Esto debe corregirse ajustando el ángulo.
- Limitaciones de la forma: No se pueden realizar perfiles muy complejos o cerrados. Sólo es posible realizar curvas rectas por carrera.
- Límites de material: Algunos metales pueden agrietarse o deformarse si el radio de curvatura es demasiado cerrado.
- Se necesita personal cualificado: El plegado de precisión requiere operarios experimentados o sistemas CNC avanzados para evitar desperdicios.
Técnicas y métodos de conformado
Los distintos métodos de flexión pueden producir resultados diferentes. Otros utilizan menos fuerza. Saber cómo funciona cada uno le ayudará a elegir el más adecuado para su pieza.
Doblado por aire
El plegado por aire es el método más habitual. El punzón presiona el metal en la matriz sin tocar el fondo.
Sólo los bordes del metal entran en contacto con la matriz. El ángulo de doblado depende de la profundidad del punzón. Este método utiliza menos fuerza y permite flexibilidad con los ángulos. Sin embargo, también provoca un mayor retorno elástico, por lo que es necesario compensarlo.
Doblado inferior
El plegado inferior empuja la chapa hacia el fondo de la matriz. El punzón presiona la chapa hasta que toca las paredes y la base de la matriz.
Esto proporciona un mejor control del ángulo y un menor springback. Sin embargo, requiere más fuerza que el plegado por aire y juegos de punzón y matriz adecuados.
acuñar
El acuñado utiliza una fuerza muy elevada para presionar el punzón profundamente en el material. El metal se aprieta en la forma de la matriz.
Con este método se consiguen los doblados más precisos y el menor springback. Sin embargo, desgasta las herramientas más rápidamente y consume más energía. Se utiliza cuando se necesitan tolerancias estrechas.
Dobladillos y costuras
Dobladillo dobla la hoja sobre sí misma para crear un borde limpio y redondeado, mientras que la costura une dos hojas con un borde doblado.
Estas técnicas se utilizan a menudo en recintoso cubiertas de seguridad. Suelen seguir una curva de aire o de fondo.
Desplazamientos y curvas escalonadas
Desplaza los pliegues desde dos ángulos en un solo trazo para crear una forma de Z. Los pliegues escalonados forman zonas planas entre los pliegues.
Se utilizan en soporteso piezas que necesiten holgura. Pueden ser necesarias herramientas especiales para obtener resultados limpios.
Retos y consideraciones en el conformado con plegadora
Incluso con una máquina fiable y materiales adecuados, doblar metal no siempre es fácil. Hay que superar estos retos para que la producción siga siendo fluida y precisa.
Springback
El springback se produce cuando el metal intenta volver a su forma original después de doblarse. Una vez que se libera la presión, la curva se abre ligeramente.
Es más notable en metales de alta resistencia o curvas cerradas. Para solucionarlo, los operarios suelen sobredoblar ligeramente o recurrir al acuñado. Una compensación precisa es clave para obtener resultados repetibles.
Variabilidad de los materiales
No todas las chapas se doblan igual, ni siquiera con las mismas especificaciones. Pequeños cambios en el grosor, la dirección del grano o la dureza pueden afectar a la flexión.
Esto provoca ángulos incoherentes o alabeos. Probar el lote y ajustar la configuración ayuda a reducir los errores.
Selección de herramientas y desgaste
La elección del punzón y la matriz adecuados afecta a la precisión del plegado y a la calidad de la pieza. Un desajuste puede provocar grietas, dobleces desiguales o daños en la herramienta.
Con el tiempo, las herramientas se desgastan y pierden filo. Las herramientas desgastadas crean bordes y ángulos deficientes. Es necesario inspeccionarlas y sustituirlas con regularidad.
Calibración y puesta a punto de la máquina
Las prensas plegadoras necesitan una calibración adecuada. Un cilindro desalineado o un calibre trasero suelto provocan dobleces descentrados o desplazamientos angulares.
El tiempo de preparación también puede ralentizar la producción, especialmente en el caso de lotes pequeños o piezas complejas. Los sistemas CNC ayudan, pero siguen necesitando personal cualificado.
Comparación con otras técnicas de conformado de metales
Elegir bien método de conformado depende de las necesidades de su proyecto. A continuación le mostramos cómo comparar el conformado con plegadora con otras técnicas habituales de conformado de metales en cuanto a velocidad, coste y flexibilidad.
| Técnica | Fortalezas | Limitaciones | El mejor caso de uso |
|---|---|---|---|
| Prensas plegadoras | Curvaturas precisas, flexible para piezas personalizadas, bajo coste de preparación | Más lento para grandes volúmenes, limitado a curvas en línea recta | Prototipos, soportes, cajas |
| Perfilado | Alta velocidad, rendimiento constante para piezas largas | Alto coste de utillaje, no es ideal para piezas cortas o complejas | Paneles largos, raíles, canales estructurales |
| Estampación | Producción rápida, combina corte y conformado | Troqueles caros, limitados a diseños fijos | Producción de gran volumen de piezas detalladas |
| Máquinas plegadoras | Curvas limpias cerca de los recortes, marcas superficiales mínimas | Complejidad limitada, más lenta que las prensas plegadoras | Puertas grandes, paneles, piezas con tolerancias estrechas |
| Plegado manual | Bajo coste, sin necesidad de máquinas | Poca precisión, no repetible, laborioso | Piezas sencillas, reparaciones, prototipos únicos |
Conclusión
El conformado con plegadora es un método fiable y flexible para plegar chapa metálica. Funciona con distintos materiales, admite una amplia gama de diseños de piezas y ofrece una buena precisión tanto para necesidades de bajo volumen como de gran volumen. Con las herramientas, la configuración y la técnica adecuadas, ayuda a conseguir resultados uniformes y de alta calidad.
¿Necesita ayuda con las piezas de chapa personalizadas o decidir si el conformado con plegadora se ajusta a su proyecto? Contacte con nuestro equipo hoy mismo para obtener un presupuesto rápido y asistencia experta.
Más recursos:
Comparación de técnicas de doblado de metales – Fuente: OneMonroe
El impacto de la automatización en la fabricación – Fuente: Movimiento
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados


Acero electrogalvanizado: guía de fabricación y selección

