Manufacturing complex metal parts with intricate details and tight tolerances presents significant challenges. Traditional machining methods often struggle with hard metals and complex geometries, increasing production time and costs. Sinker EDM technology addresses these pain points by using electrical discharges to remove material, revolutionizing how we precisely machine metals.
Sinker EDM’s technical capabilities go far beyond conventional machining. Let me break down the fascinating aspects of this technology in detail—from its core working principles to real-world applications that demonstrate its remarkable precision.
What is Sinker EDM?
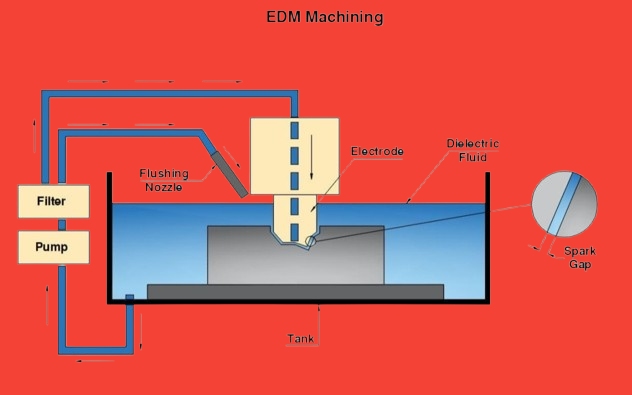
Sinker EDM (Electrical Discharge Machining) is a highly specialized manufacturing process designed to create precise blind cavities in conductive materials through electrical sparks. In this process, a custom-shaped electrode is gradually lowered or “sunk” into a dielectric fluid while maintaining a small gap between itself and the workpiece, never making direct contact.
It applies a high voltage between the electrode and the workpiece to produce a controlled electric spark in the gap. These sparks produce intense localized heat that effectively erodes the material precisely. Also known as ram EDM, cavity EDM, volume EDM, or plunge EDM, this technology is precious for manufacturing:
- Plastic injection molds
- Various types of dies
- Delicate parts that can’t handle conventional cutting forces
Sinker EDM’s ability to machine without physical contact makes it ideal for applications requiring exceptional precision and gentle material removal, especially in industries where traditional cutting methods might damage sensitive components.
How Sinker EDM Works?
The process relies on controlled electrical discharges to remove material with extreme precision. This section covers the fundamental mechanics, key machine components, and material considerations that make Sinker EDM an effective manufacturing solution.
The Basic Principles of Electrical Discharge Machining
Physical laws of electrical discharge form the foundation of EDM technology. These principles create predictable, repeatable results in metal removal.
No direct contact occurs between the tool and the workpiece. Instead, a gap of 0.0008-0.012 inches separates them. The machine generates voltage pulses across this gap, usually between 20 and 120 volts.
Once the voltage rises enough, it ionizes the dielectric fluid, creating a plasma channel for the current to flow. The resulting spark generates temperatures up to 18,000°F (10,000°C). This intense heat melts and vaporizes tiny portions of both the workpiece and electrode.
Critical Components of Sinker EDM Machines
Modern Sinker EDM systems combine several specialized subsystems. Each plays a critical role in achieving precision results.
The power supply delivers controlled DC pulses. Advanced units can generate millions of precisely timed sparks per second. The machine head holds and moves the electrode with micron-level accuracy.
A filtering and cooling system maintains clean dielectric fluid. This removes debris and regulates temperature. Computer controls monitor and adjust dozens of parameters in real time.
Electrode Material and Design
The electrode shape determines the final cavity geometry. The material choice affects both machining speed and accuracy.
Graphite leads in electrode materials due to its:
- High thermal conductivity
- Good machinability
- Low wear rate
- Cost-effectiveness
Copper electrodes offer:
- Better surface finish
- Higher accuracy
- Longer tool life in specific applications
Dielectric Fluid and Its Role
The fluid serves multiple critical functions in the EDM process:
- Insulates until the voltage reaches the ionization point
- Flushes away debris
- Cools the work zone
- Concentrates spark energy
Most shops use either hydrocarbon oil or deionized water. Each offers specific advantages for different applications.
The Workpiece: Material Compatibility
Any electrically conductive material can undergo EDM machining. Common materials include:
- Tool steels
- Carbide
- Titanium
- Inconel
- Aluminum
- Copper alloys
Material properties affect machining parameters and achievable results. Factors include:
- Electrical conductivity
- Thermal properties
- Melting point
- Microstructure
The Sinker EDM Process
Sinker EDM involves a series of systematic steps that build upon each other to create precision components. Each phase requires specific technical expertise and attention to detail to achieve optimal results.
Setup and Preparation
Proper setup forms the critical first phase of EDM machining. The workpiece requires secure mounting on a clean, calibrated fixture base. The dielectric system needs fresh fluid and proper filtration to maintain consistent cutting conditions.
Machine calibration involves precise digital probing to establish reference points. These coordinates serve as the foundation for all subsequent machining operations. Temperature monitoring systems help maintain dimensional stability throughout the process.
Electrode Creation and Selection
Modern CAD/CAM systems drive the electrode design phase. Engineers analyze part geometry to determine optimal electrode shapes and cutting strategies. Material selection considers wear resistance, conductivity, and machining complexity.
Production often requires multiple electrode sets. Roughing electrodes removes bulk material while finishing electrodes create final surface specifications. Quality control validates each electrode before production begins.
Roughing vs. Finishing Cuts
Initial roughing operations focus on efficient material removal. Higher energy settings create larger discharge gaps for faster cutting rates, and the process continuously adapts to changing cavity conditions.
Finishing operations utilize reduced power settings and tighter tolerances. These parameters produce superior surface quality and dimensional accuracy. The extended cycle times during finishing, yield exceptional results.

Overcut, Tool Wear, and Material Removal Rate in EDM
EDM machining involves several technical parameters that influence the final part quality. Three critical aspects shape the process outcomes: overcut characteristics, electrode wear patterns, and material removal rates. Understanding these factors helps optimize machining parameters.
Overcut Characteristics
Overcut measurement indicates how much the machined cavity exceeds the electrode dimensions. The electrical discharge creates a small gap between the electrode and workpiece walls, typically measured in hundredths of a millimeter.
EDM engineers factor overcut into electrode design calculations. The tool dimensions compensate for this natural occurrence. Advanced CAD/CAM systems incorporate overcut values when generating electrode geometry. This proactive approach ensures final cavity dimensions meet specifications.
Tool Wear Patterns
Electrode wear occurs during the EDM process due to high-temperature electrical discharges. This relationship is expressed as a ratio between the workpiece material removed and the electrode material eroded. Modern electrode materials minimize this effect.
Graphite is a preferred electrode material because of its superior wear resistance. Its excellent thermal properties effectively handle high-temperature discharges, and the material maintains geometric stability throughout extended machining cycles.
Material Removal Rate Control
The EDM process allows precise control of material removal rates through two key parameters: discharge current and frequency. This relationship follows a scientific formula:
RMR(mm³/s)=K×I/Tm
Where K represents the proportionality constant (664 in SI units), I indicates the supplied current, and Tm denotes the workpiece melting point.
Higher discharge currents increase material removal rates but affect surface finish. Increased frequency settings improve surface quality at lower removal rates. Engineers balance these parameters based on project requirements.
Benefits and Limitations of Sinker EDM Machining
Making informed decisions about machining methods requires weighing their strengths against their constraints. This section examines where Sinker EDM excels and where other processes might serve better.
Benefits of Sinker EDM
Sinker EDM opens up new possibilities in precision manufacturing through its unique capabilities.
Complex Internal Geometry
- Creates sharp internal corners impossible with rotating tools
- Machines deep cavities with straight walls
- Produces intricate 3D shapes in a single operation
Material Versatility
- Cuts any conductive material regardless of hardness
- Works equally well on soft or hardened steel
- Processes exotic alloys like Inconel and titanium
Precision and Quality
- Achieves tolerances of ±0.0001 inches
- Produces mirror-like surface finishes
- Leaves no burrs or mechanical stress
Production Advantages
- Runs unattended for hours
- Requires minimal operator intervention
- Maintains consistent quality across production runs
Limitations of Sinker EDM Machining
Every manufacturing process has constraints. Here are vital factors to consider with Sinker EDM:
Speed Considerations
- Slower material removal than conventional milling
- Extended cycle times for deep cavities
- Electrode preparation adds to lead time
Cost Factors
- Higher equipment investment
- Electrode fabrication expenses
- Regular maintenance requirements
Technical Constraints
- Limited to conductive materials
- Electrode wear affects accuracy
- Surface layer metallurgy changes
Process Requirements
- Demands skilled programming
- It needs precise electrode alignment
- Requires clean dielectric fluid

Applications of Sinker EDM
Sinker EDM serves critical roles across multiple industries, from high-performance engine parts to life-saving medical devices. This section explores real-world applications where precision and quality are non-negotiable.
Aerospace Industry
Aerospace components demand exceptional accuracy and reliability. Sinker EDM meets these stringent requirements head-on.
Turbine Components
- Cooling holes in turbine blades
- Complex internal passages
- Heat-resistant alloy processing
Structural Elements
- Titanium bracket fabrication
- Landing gear components
- Hydraulic system parts
Automotive Sector
Modern vehicles rely on precision-engineered parts that Sinker EDM excels at producing.
Engine Components
- Fuel injector nozzles
- Transmission parts
- Valve seats and guides
Tooling Applications
- Injection mold cavities
- Stamping die components
- Extrusion dies
Medical Device Manufacturing
The medical field requires ultra-precise components with specific material properties.
Surgical Instruments
- Arthroscopic tools
- Custom implant molds
- Micro-surgical devices
Implant Manufacturing
- Joint replacement parts
- Spinal fusion components
- Dental implant tooling
Sinker EDM vs. Wire EDM: Comparing Their Differences
Both EDM technologies serve distinct purposes in modern manufacturing. Each method brings specific technical advantages to different machining challenges.
Technical Differences
Sinker EDM uses shaped electrodes to create three-dimensional cavities. The electrode plunges into the workpiece, creating complex internal features. The process excels at producing detailed mold cavities and intricate internal geometries.
Wire EDM operates with a continuously moving metallic wire. The wire acts as a cutting tool, moving through the workpiece like a band saw. This technique creates precise two-dimensional profiles and through-cuts in conductive materials.
Production Considerations
Sinker EDM requires custom electrode fabrication for each unique cavity shape. Setup time includes electrode production and precise positioning. The investment delivers unmatched capability for complex internal features.
Wire EDM offers faster setup times for new parts. Standard wire materials reduce tooling costs. The process provides excellent material optimization through nested part layouts. Production speed varies with material thickness and surface requirements.
Conclusion
Sinker EDM technology provides a robust solution for precision metal machining. The process combines sophisticated electrical control with mechanical precision to achieve exceptional results. Manufacturers worldwide rely on this technology to create complex components with superior accuracy.
Need precision EDM services for your next project? Our expert team at Shengen delivers quality results from prototypes to production. Contact us today for a rapid quote!
FAQs
What materials can be machined using Sinker EDM?
Sinker EDM processes any electrically conductive material. Tool steels, carbides, and high-temperature alloys respond well to EDM machining. Titanium and exotic aerospace alloys present no difficulty. The material hardness does not affect cutting capability.
Can sinker EDM be used in large-scale productions?
Sinker EDM suits both prototype and production environments. Automated systems enable 24/7 operation cycles. Multiple electrodes maintain consistency across long runs. Modern controls provide excellent process monitoring. The technology scales effectively with proper production planning.
What is the best way to choose a Sinker EDM that fits my needs and requirements?
Analyze your typical part geometries and size requirements. Consider the required accuracy specifications. Evaluate the planned production volumes. Review available workspace and facility requirements—factor in operator training and maintenance support needs.
Contact qualified EDM equipment suppliers for detailed evaluations. Request test cuts on sample parts. Review actual performance data from similar applications. Consider total ownership costs, including consumables and maintenance.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.



