Cuando los agujeros, dobleces o relieves están demasiado juntos, la calidad del conformado disminuye rápidamente. El metal no puede estirarse uniformemente, lo que provoca grietas, arrugas o formas distorsionadas. Estos problemas aumentan la chatarra, desgastan más rápidamente las herramientas y ralentizan la producción. La mayoría de las veces, la causa es un mal espaciado en la fase de diseño.
Un conformado fiable comienza con una separación adecuada. Mantener una distancia suficiente entre los elementos permite que el metal fluya libremente. Reduce la tensión y ayuda a mantener una geometría uniforme de la pieza. Un buen espaciado también protege las herramientas, mejora la repetibilidad y reduce los costes de producción.
Diseñar con la separación correcta marca la diferencia entre un proceso fluido y otro arriesgado. Veamos cómo funciona la proximidad y por qué es importante en todo diseño de chapa metálica.

Fundamentos de la proximidad de elementos en el diseño de chapa metálica
Por proximidad de un elemento se entiende la distancia entre elementos como orificios, curvas, relieves o recortes en una pieza de chapa metálica. Esta distancia afecta directamente al comportamiento del material durante el conformado. Cuando los elementos están demasiado cerca, se acumula la tensión, lo que provoca grietas o un estiramiento desigual.
Definición y función
La proximidad de las características controla la estabilidad mecánica. Un espaciado adecuado mantiene la resistencia de la pieza y reduce la distorsión. Por ejemplo, si dos orificios están demasiado cerca de un doblarAmbos tiran de la misma zona de material durante el conformado. Esto puede provocar desgarros o alargamientos alrededor de los orificios. Con el espaciado correcto, cada paso de conformado se produce sin interferencias.
Influencia de las propiedades del material
Las propiedades del material determinan la separación entre los elementos.
- Ductilidad: Los metales más blandos, como el aluminio, pueden estirarse más, lo que permite diseños más ajustados. El acero inoxidable es más rígido y menos dúctil, por lo que requiere un mayor espaciado.
- Dirección del grano: La dirección de la veta del metal afecta a su estiramiento. Los elementos colocados a lo largo de la veta pueden agrietarse más rápidamente. Si se colocan a lo largo de la veta, la tensión se reparte más uniformemente.
- Espesor: Las planchas más gruesas resisten más la flexión y el estiramiento. Necesitan una separación mayor para evitar la concentración de tensiones.
| Materiales | Ductilidad | Distancia entre agujeros recomendada | Notas |
|---|---|---|---|
| Aluminio (5052/6061) | Alta | 1,5t - 2t | Permite diseños más ajustados |
| Acero dulce (SPCC) | Medio | 1,5t - 2,5t | Funciona para aplicaciones generales |
| Acero inoxidable (304/316) | Bajo | 2t - 3t | Necesita espacios y radios más amplios |
Tipos de elementos comunes y su interacción
Una vez comprendido el significado de proximidad, el siguiente paso consiste en entender cómo interactúan los distintos elementos durante la formación. Cada tipo de elemento gestiona la tensión de forma diferente, por lo que las reglas de espaciado cambian con la geometría.
Agujeros cerca de curvas
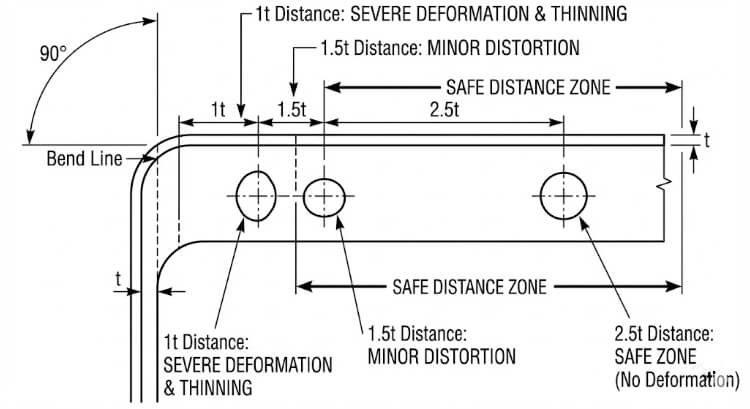
Los agujeros situados cerca de las curvas suelen deformarse. Cuando la chapa se dobla, la zona alrededor de la línea de doblado se estira, tirando del material cercano al agujero. Esto puede provocar grietas o cambiar la forma del agujero.
Para evitarlo, mantenga los orificios a una distancia mínima de 1,5t a 2,5t de la línea de doblado. Para acero inoxidable o materiales de alta resistencia, aumente esta distancia a 3t. La directriz SAE J2550 respalda estos valores, demostrando que ayudan a mantener la forma del orificio durante las curvas de 90°.
Relieves cerca de los bordes
Relieves y lamas refuerzan la chapa pero restringen el flujo de metal. Si se sitúan demasiado cerca de un borde, se acumula tensión, lo que provoca grietas en los bordes o alabeos.
Mantenga una distancia mínima de 3t desde el borde más cercano. Para relieves más profundos o rejillas, extiéndalo a 4t. Esta separación mantiene los bordes planos y libres de distorsión después del conformado.
Lengüetas conformadas y recortes
Las lengüetas y los recortes modifican el movimiento del material durante el plegado. Si se colocan demasiado juntas, la chapa se estira de forma desigual. Esto provoca una calidad de plegado deficiente y ángulos incoherentes.
Mantenga las lengüetas separadas al menos 1t y 1,5t de los agujeros o dobleces. Esto permite una tensión equilibrada y un conformado suave durante la producción y el montaje.
Restricciones geométricas de diseño y sus efectos
La geometría de las piezas influye en la forma en que la tensión se desplaza por el metal durante el conformado. Seguir unas reglas de espaciado adecuadas ayuda a los diseñadores a predecir el comportamiento del conformado con mayor precisión.
Directrices sobre distancias mínimas
Las normas del sector suelen expresar el espaciado como múltiplo del grosor de la chapa (t). La tabla siguiente muestra recomendaciones generales:
| Tipo de proceso | Característica Relación | Distancia recomendada | Comentarios |
|---|---|---|---|
| Doblar | Hole to Bend Line | 1,5t - 2,5t | Regla de diseño común |
| Corte de bordes | Agujero a borde | ≥ 1.0t | Evita el desgarro de los bordes |
| Relieve/rejilla hasta el borde | 3t - 4t | Mantiene la planitud | |
| Dibujo profundo | Reportaje a reportaje | ≥ 5t | Evita problemas de adelgazamiento |
| acuñar | Reportaje a reportaje | ≥ 2t | Reduce la tensión de la herramienta |
Se trata de puntos de partida. La separación exacta depende de factores como la resistencia del material, el ángulo de curvatura y la precisión del utillaje.
Radio de curvatura e interacción de características
El interior Radio de doblaje también influye en la proximidad de los elementos. Un radio más pequeño aumenta la tensión en la curva. Si un orificio está demasiado cerca, puede agrietarse o deformarse.
Mantenga los orificios a una distancia mínima de 1,5 veces el radio de curvatura. Para materiales más duros, como el acero inoxidable, aumente el radio a 2×. Los radios más grandes ayudan a distribuir la tensión de forma más uniforme y mejoran la consistencia de la pieza.
Cuando la separación y el radio están bien equilibrados, el material se dobla suavemente, reduciendo springbacky retrabajo.
Consideraciones sobre herramientas y procesos
La forma en que interactúan las matrices, los punzones y las herramientas de prensado limita directamente la proximidad a la que pueden colocarse las características. Un mal acceso a las herramientas o las interferencias pueden dañar incluso la pieza mejor diseñada.
Espacio libre de la matriz y acceso a la herramienta
Cada punzón y matriz necesita espacio suficiente para funcionar con seguridad. Cuando los agujeros, pestañas o relieves están demasiado juntos, sus trayectorias pueden solaparse. Esto puede provocar arañazos, rebabas o la rotura de la herramienta.
Para evitar estos problemas:
- Mantenga una distancia mínima de 1t entre los elementos que comparten la misma trayectoria de herramienta.
- Para troqueles compuestos o progresivos, aumente la separación a 2t-3t para evitar el solapamiento entre carreras.
- Para formas profundas o de varios pasos, realice una simulación de herramientas antes de cortar el acero para herramientas.
El acceso a las matrices es fundamental en las operaciones con plegadoras y matrices progresivas. En una plegadora, un espacio reducido puede impedir que la punta del punzón encaje correctamente entre las zonas formadas. En una matriz progresiva, diferentes punzones pueden golpear regiones superpuestas si el diseño es demasiado compacto. El uso de la validación CAD en 3D ayuda a detectar estos problemas con antelación y evita costosos reajustes de las herramientas.
Secuencia de conformado y springback
El orden en que se realizan los pasos de conformado afecta a la precisión final. Cuando los elementos están próximos entre sí, el doblado de una zona puede distorsionar la otra. Por ejemplo, el conformado de una pestaña cerca de una rejilla puede aplanar o desplazar la altura de la rejilla.
Seguir una secuencia de formación lógica:
- Forme primero formas profundas o relieves.
- Realiza las curvas a continuación.
- Terminar con recorte y perforación.
Esta secuencia reduce la transferencia de tensiones entre los elementos.
El springback es otro factor a tener en cuenta. Tras el plegado, la chapa tiende a volver a su estado plano. Cuanto más cerca estén los elementos, mayor será el efecto del springback en las zonas cercanas.
Las formas de controlar el springback incluyen:
- Aumento del radio de curvatura.
- Añadir un paso de restrike o acuñado para estabilizar la geometría.
- Ajuste del espaciado de los elementos para reducir la interacción entre zonas.
El uso de la simulación para predecir y compensar el springback ayuda a mantener ángulos estables y una geometría limpia en las piezas de producción.
Métodos de simulación y validación
Antes de la producción en serie, las simulaciones y pruebas confirman si las reglas de espaciado son seguras. Estos pasos de validación conectan la teoría del diseño con el comportamiento real del encofrado.
Análisis de elementos finitos (FEA) en ensayos de proximidad
El AEF permite a los ingenieros ver cómo se mueven la tensión y la deformación a través del metal durante el conformado. Cuando los elementos están demasiado juntos, se forman zonas de alta tensión, normalmente en los mismos lugares donde más tarde se forman grietas o arrugas.
Programas como AutoForm, ABAQUS y ANSYS pueden modelar con precisión estos efectos. Muestran cómo los cambios en la separación, el radio de curvatura o el tipo de material influyen en el adelgazamiento y el springback.
Entre los principales resultados del AEF figuran:
- Mapas de distribución de espesores: muestran dónde el material puede adelgazar demasiado.
- Diagramas de límites de formación (FLD) indican los niveles de tensión a los que se produce el desgarro.
- Gráficos de contorno de tensiones: resaltar las zonas de mayor tensión cerca de agujeros o relieves.

Pruebas y ajustes del prototipo
Incluso con simulaciones detalladas, siguen siendo necesarias pruebas reales de conformado. Los prototipos revelan cómo se comporta el material en condiciones reales de prensado, como la fricción, el desgaste de las herramientas y la lubricación.
Durante las pruebas, los ingenieros comprueban:
- Precisión de forma y posición del orificio.
- Consistencia del ángulo y radio de curvatura.
- Adelgazamiento de la superficie o arrugas cerca de los elementos formados.
Si aparecen problemas, se ajusta la separación o el radio. Un proceso típico combina los resultados del AEF con los datos de las pruebas físicas. Una vez que ambos están alineados, el diseño está listo para la producción.
Estrategias de optimización del diseño
Tras confirmar que el espaciado es seguro, el siguiente paso consiste en optimizar la disposición tanto en términos de rendimiento como de aspecto.
Equilibrio entre estética y fabricación
A veces, los diseñadores reducen el espaciado para obtener diseños compactos o visualmente alineados. Aunque su aspecto es más limpio, puede causar problemas de conformado, como distorsiones o grietas.
Lo mejor es un ajuste selectivo. Aumentar el espaciado incluso en 0,5 t en zonas clave puede evitar problemas sin alterar el aspecto general. Implicar a los ingenieros de utillaje desde el principio ayuda a encontrar estos puntos de equilibrio antes de iniciar la producción.
El estrecho trabajo en equipo entre diseño y fabricación garantiza el mantenimiento tanto de la estética como de la eficiencia.
Normalización y bibliotecas de conocimientos
La creación de bibliotecas internas de reglas de proximidad mejora la coherencia. Estas bases de datos registran ratios probados para cada material y proceso, junto con notas de la experiencia de producción.
| Materiales | Hole-Bend | Borde en relieve | Tab-Tab | Fuente |
|---|---|---|---|---|
| Aluminio 5052 | 1,5t-2t | 3t | 1t | Datos de pruebas internas |
| Acero dulce SPCC | 2t | 3.5t | 1.5t | Comentarios sobre la producción |
| Inoxidable 304 | 2,5t-3t | 4t | 1.5t | Validación de herramientas |
Estas referencias reducen el tiempo de diseño, evitan la repetición de errores y ayudan a mantener una calidad de conformado homogénea en todos los proyectos. Con el tiempo, esta base de conocimientos compartidos mejora los diseños, reduce los costes de utillaje y facilita la producción.
Errores comunes de diseño y cómo evitarlos
A veces, incluso los diseñadores más expertos pasan por alto las reglas de espaciado. Estos errores pueden parecer menores en el dibujo, pero a menudo provocan fallos de conformado más adelante. Identificarlos a tiempo evita desperdicios, desgaste de herramientas y retrasos en la producción.
Ignorar la dirección del grano y el flujo del material
Un error frecuente es olvidar la dirección del grano del material. Durante el laminado, los granos del metal se alinean en una dirección, lo que afecta al modo en que la chapa se estira y se dobla.
Cuando se colocan agujeros, ranuras o relieves a lo largo de la veta, suelen formarse grietas durante el doblado o el estirado. El metal se estira más fácilmente a lo largo de la veta, pero se resiste a estirarse a través de ella, creando zonas débiles. Este problema es más evidente en el acero inoxidable y las aleaciones de alta resistencia con baja ductilidad.
Buenas prácticas:
- Coloque los orificios y las ranuras perpendiculares a la dirección de la veta siempre que sea posible.
- Gire los elementos profundos, como las rejillas o las copas estiradas, de modo que discurran a lo largo de la veta.
- Para piezas con límites de conformado ajustados, solicite certificados de laminación que marquen la orientación del grano antes de planificar el trazado.
Controlar la dirección del grano ayuda a que la chapa se estire uniformemente, mejorando la precisión, el acabado superficial y la resistencia a la fatiga.
Diseños superpoblados
Otro error es meter demasiados elementos en un espacio reducido para ahorrar material o compactar el diseño. El hacinamiento limita el flujo de metal durante el conformado, lo que aumenta el riesgo de alabeo, desgarro o distorsión.
Por ejemplo, en las piezas de soporte, los orificios colocados demasiado cerca de las curvas pueden alargarse al formarse la pestaña. Las rejillas colocadas demasiado cerca pueden solaparse durante el prensado, dejando marcas en la superficie o incluso dañando la matriz.
Estrategias de prevención:
- Aplique relaciones de separación basadas en el espesor de la chapa (t) y el tipo de conformado.
- Utilice la simulación de elementos finitos o los ensayos de muestras para probar diseños complejos.
- Incluya una revisión de la fabricabilidad con los ingenieros de utillaje antes de publicar el diseño.
Un diseño abarrotado puede parecer eficiente en CAD, pero a menudo aumenta las repeticiones, el tiempo de inspección y los desechos. Los diseños equilibrados producen una mejor calidad y un rendimiento de conformado más estable.
Conclusión
Seguir unas reglas de separación adecuadas es una de las formas más eficaces de garantizar la estabilidad del conformado de chapa metálica. Un espaciado adecuado permite que el material fluya sin problemas, evita grietas y mantiene la precisión dimensional. También protege las herramientas y reduce los desechos, el tiempo de preparación y las interrupciones de la producción.
La validación temprana mediante simulación y pruebas de prototipos garantiza que el diseño funcionará bien en condiciones reales. Cuando los equipos de diseño, utillaje y producción trabajan juntos, pueden identificar los riesgos de espaciado con antelación y conseguir resultados de conformado uniformes con menos sorpresas.
¿Preparado para reforzar su diseño de chapa metálica?
Nuestro equipo de ingenieros puede ayudarle a revisar sus diseños para comprobar si son fabricables. Envíe sus dibujos o modelos 3DComprobaremos los límites de separación, simularemos los pasos de conformado y recomendaremos mejoras antes de comenzar el mecanizado.
Preguntas frecuentes
¿Qué ocurre si un agujero está demasiado cerca de una línea de pliegue?
El agujero puede estirarse, distorsionarse o agrietarse durante el conformado porque el material alrededor de la curva se deforma de forma desigual. Mantener una holgura de 1,5t-2,5t ayuda a mantener la forma y la resistencia.
¿Cómo puedo encontrar un espaciado seguro para un nuevo material?
Empiece con relaciones estándar basadas en el grosor de la chapa y la resistencia a la tracción, y luego confirme los resultados mediante simulación y ensayos con prototipos.
¿Cambian las reglas de espaciado entre las piezas cortadas por láser y las perforadas?
Sí. Las piezas punzonadas requieren un mayor espaciado para soportar las fuerzas de impacto y evitar rebabas o distorsiones. Las piezas cortadas por láser pueden utilizar un espaciado menor, ya que no implican tensión mecánica.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Acero electrogalvanizado: guía de fabricación y selección


Mecanizado de filetes: Qué determina el coste y la calidad de las piezas
