El rápido auge de los vehículos eléctricos (VE) y los sistemas de almacenamiento de energía (ESS) está cambiando la forma en que las industrias conciben la gestión térmica. A medida que aumenta la densidad energética de las baterías, la capacidad de controlar la temperatura con precisión se ha convertido en un factor determinante para su fiabilidad y vida útil.
Entre los diversos métodos de refrigeración, las placas metálicas de refrigeración de baterías han surgido como solución líder para los packs de alto rendimiento. Combinan una excelente conductividad térmica, una estructura ligera y una escalabilidad rentable.
Este artículo explica cómo se diseñan, fabrican e integran las placas metálicas de refrigeración de baterías, y por qué son fundamentales para la próxima generación de innovación en baterías.
¿Qué son las placas de refrigeración de la batería?
La placa de refrigeración de la batería es un componente metálico de precisión diseñado para extraer el calor de las celdas de la batería y transferirlo a un refrigerante que fluye, normalmente una mezcla de agua y glicol. Actúa como puente térmico y como soporte mecánico dentro de la batería.
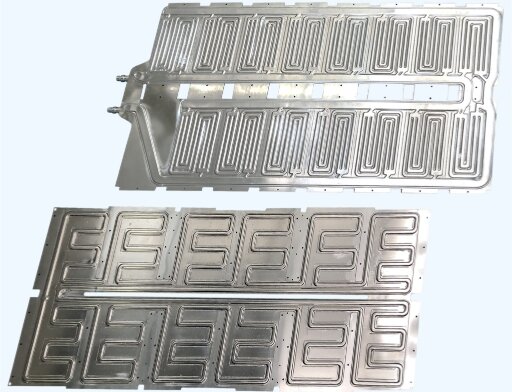
La mayoría de los diseños consisten en dos finas láminas de aluminio o cobre, normalmente de 1 a 3 mm de grosor, soldadas para crear canales de flujo cerrados. El refrigerante circula por estos canales, absorbiendo uniformemente el calor de las celdas de la batería y manteniendo todo el pack dentro de la ventana de temperatura óptima, normalmente entre 20 °C y 40 °C.
Las placas de refrigeración desempeñan cuatro funciones fundamentales:
- Mantener una temperatura uniforme en todas las células para evitar desequilibrios.
- Prolongar la vida útil evitando el estrés térmico y los puntos calientes.
- Aumentar la potencia durante la carga rápida o en condiciones de carga pesada.
- Aumentar la seguridadreduciendo el riesgo de desbordamiento térmico.
Para visualizar su impacto: una placa de aluminio de 1 mm transfiere el calor 20 veces más rápido que el aire, proporcionando una refrigeración inmediata y estable incluso durante la carga rápida.
El papel de las placas de refrigeración en la gestión térmica de las baterías
Un diseño eficiente empieza por elegir los materiales y la estructura interna adecuados. La combinación del tipo de metal, el tratamiento superficial y la geometría de los canales de flujo define tanto el rendimiento como la durabilidad de una placa de refrigeración.
Cómo se genera el calor de la batería?
Durante su funcionamiento, las pilas de iones de litio convierten la energía eléctrica en calor a través de la resistencia óhmica y las reacciones electroquímicas. Un paquete típico de 50 kWh para VE que funcione a una velocidad de descarga de 2C puede generar entre 1,5 y 2 kW de calor de forma continua. Si ese calor no se disipa, las temperaturas locales pueden superar los 60 °C, provocando la degradación del electrolito, el recubrimiento de litio y la pérdida irreversible de capacidad.
Las placas de refrigeración de chapa metálica están diseñadas para mantener el aumento de temperatura por debajo de 5 °C, incluso bajo carga sostenida. Al mantener este estrecho margen térmico, los ingenieros pueden prolongar la vida útil del pack hasta 30 %, reducir las tasas de fallo y garantizar una producción de energía constante durante miles de ciclos.
Por qué es importante la uniformidad térmica?
El verdadero reto no es sólo eliminar el calor, sino hacerlo de manera uniforme. Las temperaturas desiguales entre celdas provocan desviaciones en el rendimiento y aceleran el envejecimiento. Los estudios demuestran que cuando la variación de temperatura en un módulo desciende de ±5 °C a ±2 °C, la vida útil del paquete puede aumentar en casi 25-30 %.
La eliminación uniforme del calor también mejora la estabilidad de la carga y la precisión del estado de carga (SOC), ya que el BMS se basa en datos térmicos coherentes para equilibrar correctamente las células. Así pues, las placas de refrigeración no son meros componentes, sino herramientas de precisión para el equilibrio energético.
Refrigeración por aire frente a refrigeración líquida: La diferencia de eficiencia
La refrigeración por aire es sencilla pero limitada. La baja conductividad térmica del aire (≈0,026 W/m-K) limita la transferencia de calor, por lo que no es adecuada para pilas densas o de alta potencia. En cambio, la refrigeración líquida con mezclas de agua y glicol (≈0,6 W/m-K) ofrece una eficiencia 20 veces mayor y proporciona un control estable de la temperatura en condiciones de carga rápida y alta carga continua.
| Método de refrigeración | Conductividad térmica (W/m-K) | Gradiente de temperatura típico (°C) | Aplicación ideal |
|---|---|---|---|
| Refrigeración por aire | 0.026 | 10-20 | Sistemas híbridos o de bajo consumo |
| Refrigeración líquida | 0.6 | 2-5 | VE, ESS, módulos de alta densidad |
En la mayoría de los VE modernos, las placas de chapa metálica refrigeradas por líquido son el estándar porque ofrecen una gran uniformidad, durabilidad y escalabilidad modular a un coste razonable.
Ventajas técnicas de las placas de refrigeración de chapa metálica
La chapa metálica ofrece varias ventajas estructurales y de fabricación:
- Construcción ligera reduce el peso del vehículo manteniendo la rigidez.
- Una elevada relación superficie/volumen mejora la transferencia de calor.
- Opciones de diseño flexibles permiten la disposición de canales en serpentina, en paralelo o con aletas.
- Producción escalable se adapta tanto a las necesidades de fabricación de prototipos como a las de fabricación en serie.
Materiales y diseño estructural de placas de refrigeración de chapa metálica
Un diseño eficiente empieza por elegir los materiales y la estructura interna adecuados. La combinación del tipo de metal, el tratamiento superficial y la geometría de los canales de flujo define tanto el rendimiento como la durabilidad de una placa de refrigeración.
Metales comunes utilizados
La elección del metal determina directamente la eficacia con la que una placa de refrigeración transfiere el calor y resiste las tensiones a largo plazo. El aluminio y el cobre siguen siendo los dos materiales dominantes, cada uno de los cuales ofrece una relación única entre conductividad, peso y coste.
| Materiales | Conductividad térmica (W/m-K) | Densidad (g/cm³) | Índice de costes (≈) | Resistencia a la corrosión | Aplicación típica |
|---|---|---|---|---|---|
| Aluminio (3003, 6061) | 180-210 | 2.7 | ★★☆ | Alta | Placas de baterías de vehículos eléctricos, sistemas de almacenamiento de energía |
| Cobre | 385-400 | 8.9 | ★★★ | Medio | Módulos compactos o de alto rendimiento |
| Acero inoxidable (304) | 15-25 | 7.9 | ★☆☆ | Excelente | Entornos marinos o corrosivos |
El aluminio domina los sistemas de refrigeración de los vehículos eléctricos por su ligereza, su excelente resistencia a la corrosión y su rentabilidad. El cobre, aunque ofrece casi el doble de conductividad térmica, es más pesado y caro, y se utiliza sobre todo cuando el flujo de calor es elevado o las limitaciones de espacio exigen un rendimiento extremo.
Tratamientos superficiales y protección contra la corrosión
Las placas de refrigeración están continuamente en contacto con refrigerantes a base de glicol, por lo que la protección contra la corrosión es fundamental para evitar fugas internas y la contaminación por partículas. Los tratamientos superficiales más eficaces combinan la estabilidad química con la compatibilidad de adhesión de los materiales de interfaz térmica (TIM).
Los tratamientos comunes incluyen:
- Anodizado: Forma una capa dura de óxido sobre el aluminio que resiste la corrosión y mejora la propagación del calor.
- Niquelado o cromado: Añade una capa de barrera que protege contra la corrosión galvánica cuando se combina con metales distintos.
- Recubrimientos epoxídicos o de pasivación: Se utiliza en aplicaciones marinas o de humedad extrema para una protección adicional.
Las pruebas demuestran que las placas de aluminio anodizado conservan más de 95% de su conductividad térmica tras 1.000 horas de exposición a la niebla salina, superando con creces a las placas sin tratar. Los revestimientos bien aplicados no sólo prolongan la vida útil, sino que también mejoran la pureza del refrigerante, reduciendo así los costes de mantenimiento a largo plazo.
Diseño de canales de flujo y estructuras de placas
La geometría del canal interno define la eficacia con la que el refrigerante absorbe y distribuye el calor por la placa. Los diseñadores utilizan simulaciones de dinámica de fluidos computacional (CFD) para optimizar este equilibrio entre uniformidad de temperatura, caída de presión y velocidad del refrigerante.
Canales de flujo serpenteantes
- Un único recorrido continuo que garantiza la cobertura completa de la superficie.
- Ofrece una excelente uniformidad térmica pero una mayor pérdida de presión.
- Ideal para módulos compactos de vehículos eléctricos y paquetes de baterías sometidos a ciclos de carga rápida.
Canales de flujo paralelo
- Las múltiples vías de flujo permiten una menor caída de presión y un flujo más rápido.
- Fabricación y escalabilidad más sencillas.
- Requiere un cuidadoso equilibrado para evitar una distribución desigual del caudal.
Estructuras de espiga o de hoyuelo
- Las pequeñas protuberancias tridimensionales en el interior de los canales aumentan la turbulencia, potenciando la transferencia de calor mediante 10-15%.
- Normalmente se forman mediante hidroconformado o estampado CNC.
- Ideal para aplicaciones de alta densidad de potencia en las que la superficie es crucial.
En aplicaciones de VE, los caudales objetivo suelen oscilar entre 2 y 4 l/min por módulo, con un aumento de temperatura inferior a 3 °C entre la entrada y la salida. El análisis CFD también garantiza que la caída de presión se mantenga por debajo de 20 kPa, lo que minimiza el consumo de energía de la bomba al tiempo que se consigue una refrigeración uniforme.
Parámetros de diseño y optimización del grosor
Las placas de refrigeración suelen estar formadas por dos láminas de 1,0-3,0 mm de grosor. Las placas más finas proporcionan una mejor transferencia de calor pero corren el riesgo de deformarse bajo presión, mientras que las más gruesas aumentan la rigidez pero añaden peso.
Los ingenieros utilizan el análisis de elementos finitos (AEF) para simular las cargas de presión internas -a menudo de hasta 0,3 MPa- e identificar las zonas que requieren nervios de refuerzo o ajustes en la separación de las soldaduras.
Una placa bien optimizada consigue:
- Tolerancia de planitud: dentro de ±0,05 mm
- Presión de rotura: más de 1 MPa
- Resistencia térmica: inferior a 0,20 °C/W
Esta precisión garantiza que la placa permanezca plana y sin fugas incluso después de más de 10.000 ciclos de presión, algo fundamental para los módulos de baterías de alto voltaje en los que la integridad del sellado no es negociable.
Tolerancias de fabricación y planitud de la superficie
Una transferencia de calor eficaz depende de un control estricto de la planitud de la superficie y la geometría de los canales. Incluso pequeñas irregularidades pueden aumentar la resistencia térmica y reducir la eficiencia.
Las mejores prácticas incluyen:
- Control de la planitud dentro de ±0,05 mm mediante sujeción de precisión durante la soldadura.
- Minimización de la distorsión del cordón de soldadura mediante el control de la entrada de calor y la velocidad de enfriamiento.
- Aplicación de materiales de interfaz térmica (TIM) como rellenadores de huecos o almohadillas para salvar los microscópicos espacios de aire.
La mejora de la planitud de la superficie de 0,10 mm a 0,05 mm puede reducir la resistencia de la interfaz en casi 25%, mejorando la uniformidad general de la temperatura.
Procesos de fabricación de placas de refrigeración de chapa metálica
Transformar un diseño digital en una placa de refrigeración duradera, estanca y térmicamente eficiente exige precisión en cada etapa. Desde el conformado de la chapa hasta la soldadura, cada paso debe preservar la geometría, evitar la distorsión y garantizar un rendimiento uniforme en miles de unidades.
Formación y creación de canales
El proceso comienza con dos láminas de aluminio o cobre, normalmente de 1-3 mm de grosor. Según el volumen de producción y la complejidad del diseño, los fabricantes utilizan varios métodos de conformado:
Estampación de precisión
- Ideal para producción de gran volumen.
- Proporciona una profundidad y curvatura del canal consistentes dentro de ±0,1 mm tolerancia.
- Funciona mejor para diseños simples de serpentina o flujo paralelo.
Mecanizado CNC
- Adecuada para prototipos o tiradas de bajo volumen.
- Permite una total flexibilidad de diseño con profundidades de canal de hasta 3 mm y geometrías complejas.
- Garantiza una alta repetibilidad para la validación en fases tempranas o la personalización del diseño.
hidroformado
- Utiliza fluido a alta presión para formar canales uniformemente espaciados a través de la hoja.
- Reduce la tensión residual y proporciona superficies internas lisas para un mejor flujo del refrigerante.
- Preferido en aplicaciones EV que requieren placas compactas de alta densidad.
Procesos de unión y sellado
Una vez formada la capa de canales, las dos láminas se unen para crear una red interna sellada. La elección del proceso de unión afecta a la eficiencia térmica, el peso y el coste de producción.
| Proceso | Características | Ventajas | Caso típico |
|---|---|---|---|
| Soldadura por láser | Utiliza haces concentrados para fundir y fusionar láminas a lo largo de costuras predefinidas. | Alta precisión, distorsión mínima, costuras limpias. | Placas finas de aluminio o cobre. |
| Soldadura por fricción (FSW) | Une las láminas mediante agitación mecánica por debajo del punto de fusión. | Juntas fuertes, sin relleno, porosidad mínima. | Sistemas de alta presión y placas estructurales. |
| Soldadura al vacío | Fusiona chapas utilizando metal de aportación en un horno de vacío. | Excelente estanqueidad y conductividad; sin oxidación. | Placas multicanal complejas. |
| Soldadura TIG/MIG | Soldadura por arco manual o semiautomática. | Flexible para prototipos o reparaciones. | Fabricación de lotes pequeños. |
Entre ellas, soldadura por láser domina gracias a su combinación de precisión y velocidad. Una anchura de costura láser de 0,4-0,8 mm puede mantener una elevada planitud y soportar presiones internas superiores a 1 MPa.
La FSW también está ganando popularidad para aplicaciones estructurales porque elimina los materiales de relleno y produce uniones con 30% mayor vida a la fatiga en comparación con las soldaduras convencionales.
Pruebas de estanqueidad y verificación de la calidad
Tras la unión, cada placa de refrigeración se somete a rigurosas pruebas de estanqueidad y resistencia para garantizar su fiabilidad en el funcionamiento real.
Detección de fugas de helio
- Detecta microfugas tan pequeñas como 1×10-⁶ mbar-L/s mediante espectrometría de masas.
- Se utiliza para placas de grado EV que requieren integridad de sellado 100%.
Presión atmosférica y prueba de inmersión
- La placa se llena de aire y se sumerge en agua a 0,3-0,5 MPa para comprobar si hay burbujas visibles.
- Sencillo y eficaz para los controles de producción.
Prueba de ciclos de presión y rotura
- Simula el calentamiento y enfriamiento continuos bajo presiones de trabajo.
- Una prueba estándar puede implicar 10.000 ciclos de presión y una presión de rotura superior a 1,2 MPa.
Las placas que superan todas las pruebas se limpian, se secan y se marcan con números de serie para una trazabilidad completa, garantizando el cumplimiento de la norma ISO 9001 y de las normas de documentación PPAP de automoción.
Conclusión
Las placas de refrigeración de chapa metálica han pasado de ser simples intercambiadores de calor a módulos integrados de gestión térmica. Su estructura ligera, su facilidad de fabricación y su capacidad para mantener la uniformidad de la temperatura las hacen indispensables en los modernos sistemas de VE y ESS.
¿Está listo para optimizar su sistema térmico de baterías? En Shengen, nuestro equipo de ingeniería está especializado en la fabricación de placas de refrigeración de baterías de chapa metálica a medida, desde la validación de prototipos hasta la producción de grandes volúmenes. Cargue sus archivos CAD o póngase en contacto con nuestros ingenieros para hablar de cómo podemos ayudarle en su próximo proyecto de VE o de almacenamiento de energía.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Acero electrogalvanizado: guía de fabricación y selección


Mecanizado de filetes: Qué determina el coste y la calidad de las piezas
