Muchos ingenieros y compradores se encuentran con problemas de calidad en las piezas giratorias: vibraciones, bamboleos o ajustes incoherentes. La causa suele estar en las tolerancias geométricas. En concreto, la excentricidad circular y la excentricidad total. Estos dos controles GD&T parecen similares, pero resuelven problemas diferentes. Si los confunde, es posible que las piezas no funcionen según lo previsto.
La excentricidad circular controla la variación en cada sección transversal circular. La excentricidad total controla toda la superficie a lo largo. La excentricidad circular se centra en la redondez en un punto. La excentricidad total añade controles de rectitud y conicidad en toda la pieza.
Por favor, quédese conmigo para conocer las sencillas reglas de llamada, configuraciones de calibre y números reales para los tamaños estándar. Evitará los desechos y las conjeturas, superará las auditorías y mantendrá su línea en movimiento a diario.
¿Qué es el Dimensionado y Tolerado Geométricos (GD&T)?
GD&T es una forma de controlar la forma y la posición de las piezas. Establece límites claros para que las piezas encajen entre sí y se muevan según lo previsto.
En lugar de limitarse a indicar el tamaño, la GD&T también define el grado de rectitud, planitud o redondez de una superficie. Utiliza símbolos en los dibujos técnicos para mostrar estos límites.
La excentricidad es un tipo de tolerancia en GD&T. Controla cuánto puede desviarse una superficie giratoria de su trayectoria correcta. Cuando un eje gira, debe hacerlo suavemente. La excentricidad comprueba si hay algún bamboleo o desplazamiento. Para medir este movimiento se utiliza un reloj comparador.
La excentricidad es esencial para las piezas que giran o encajan estrechamente con otras piezas. Demasiada excentricidad puede causar ruido, desgaste adicional o incluso el fallo de la pieza.
Qué es la excentricidad circular?
La excentricidad circular es un control de GD&T para piezas giratorias. Limita la distancia que una superficie se desplaza hacia dentro y hacia fuera en una única sección transversal circular cuando la pieza gira alrededor de un eje de referencia. Combina la redondez y la alineación con ese eje para esa sección. Este control se aplica a cilindros, conos y caras.
No controla la conicidad, la curvatura ni la ondulación a lo largo del eje. La tolerancia indicada equivale a la lectura total del indicador (TIR) permitida.
Cómo se mide la excentricidad circular?
Los inspectores montan la pieza de modo que gire en torno a un eje de referencia, a menudo utilizando centros, una pinza o bloques en V.
Colocan un reloj comparador en la superficie, perpendicular a la dirección de medición. Después de poner a cero el comparador, giran la pieza uno en una vuelta completa y registran la diferencia entre la lectura más alta y la más baja. Esta diferencia es el TIR.
Repiten el proceso en cada punto necesario para realizar comprobaciones en varias secciones. Cuando comprueban una cara, colocan el indicador perpendicular a ella cerca del radio necesario y siguen los mismos pasos.
Aplicaciones clave en componentes mecánicos
La excentricidad circular es habitual en los muñones de los rodamientos, donde es esencial una rotación suave. También se utiliza en ejes de motores y bombas para reducir las vibraciones y en orificios de sellado o diámetros de prensaestopas para mantener un contacto de sellado uniforme. Las caras de los discos de freno, las ranuras de las poleas y los cubos de los engranajes también pueden requerir este control para reducir el ruido y el desgaste.
Símbolos y representaciones comunes
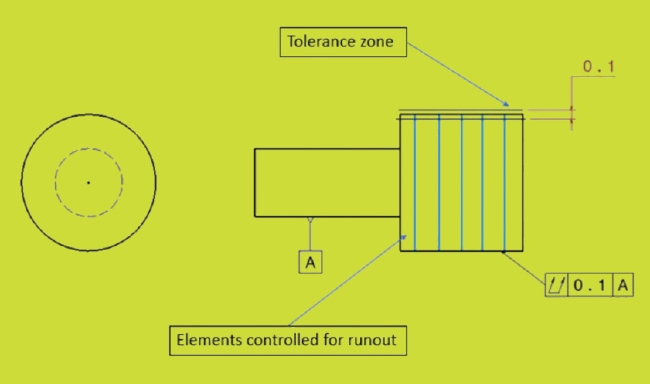
Los dibujos muestran la excentricidad circular en un marco de control de elementos con el símbolo de excentricidad circular (una sola flecha circular), el valor de tolerancia y la letra de referencia del eje. Ejemplo [símbolo de desviación] | 0,02 | A.
Una línea de referencia señala la superficie controlada. La zona de tolerancia es una banda alrededor de cada círculo medido; no se utiliza ningún símbolo de diámetro.
Runout utiliza RFS (independientemente del tamaño de la característica) por defecto. No se aplican los modificadores MMC o LMC.
Si es necesario comprobar varias secciones, el dibujo puede incluir una nota del tipo "medir en varias ubicaciones" o mostrar puntos de medición a lo largo de la longitud.
Qué es la excentricidad total?
La excentricidad total es una tolerancia GD&T que limita la variación de la superficie cuando una pieza gira alrededor de un eje de referencia. A diferencia de la excentricidad circular, que comprueba una sección transversal cada vez, la excentricidad total comprueba toda la superficie en una sola medición. Controla la redondez, la rectitud y la conicidad al mismo tiempo.
La tolerancia se aplica a cada elemento circular y a la longitud entre ellos. Es más estricta que la excentricidad circular y proporciona un control más estricto de las piezas críticas.
Cómo se mide la excentricidad total?
Para medir la excentricidad total, monte la pieza de modo que gire alrededor de su eje de referencia. Coloque un reloj comparador contra la superficie. A medida que la pieza gira, deslice el indicador de un extremo a otro de la superficie.
Registre las lecturas más alta y más baja durante el proceso. La lectura total del indicador (TIR) debe mantenerse dentro de la tolerancia establecida. Este método mide todas las variaciones juntas, mostrando cómo se comporta toda la superficie, no sólo una sección.
Aplicaciones clave en piezas giratorias
La excentricidad total se utiliza en ejes de precisióny ajustes de rodamientos. Es necesario cuando la forma y la alineación de toda la superficie deben cumplir límites estrictos. Algunos ejemplos son los rotores de turbinas, los ejes de cajas de cambios y los cigüeñales de automóviles. El uso de la excentricidad total ayuda a evitar desequilibrios, vibraciones y ruidos.
Símbolos y representaciones comunes
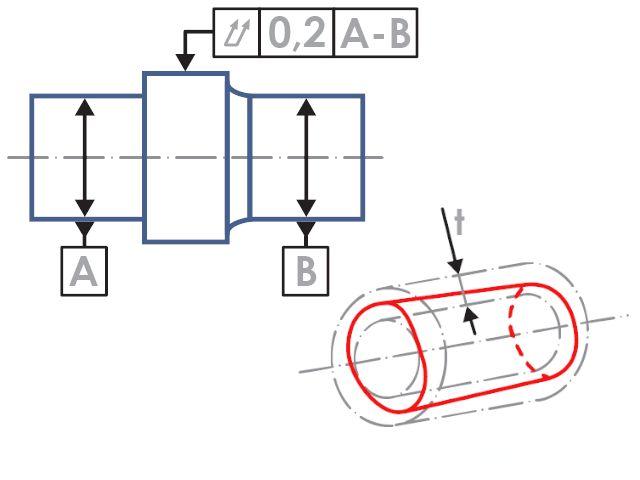
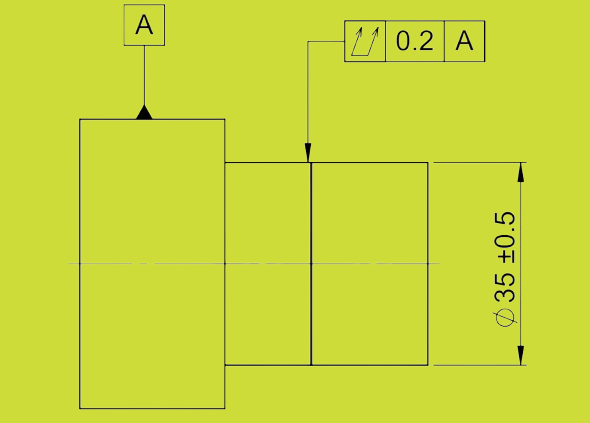
En los dibujos, la excentricidad total se muestra en un marco de control de elementos con el símbolo de la excentricidad total (dos flechas concéntricas), el valor de la tolerancia y la letra del punto de referencia. Ejemplo [símbolo de flecha doble] | 0,01 | A.
Suele aplicarse a superficies cilíndricas. La zona de tolerancia es una banda 3D que rodea toda la longitud de la superficie, alineada con el eje de referencia. Al igual que la excentricidad circular, por defecto es RFS (independientemente del tamaño de la característica) y no utiliza modificadores MMC o LMC.
Utilice la excentricidad total cuando necesite un control completo de la superficie, no sólo mediciones en algunos puntos.
Diferencias fundamentales entre la excentricidad circular y la excentricidad total
La excentricidad circular y la excentricidad total pueden parecer similares, pero controlan características diferentes de una pieza. Comprender estas diferencias le ayudará a elegir el control adecuado para su diseño o inspección.
Alcance de la medición y cobertura de la superficie
La excentricidad circular mide una sección transversal cada vez. No tiene en cuenta la forma de la superficie entre secciones. Las mediciones se realizan únicamente en puntos específicos.
La excentricidad total mide toda la superficie a lo largo de la pieza. Incluye redondez, rectitud, conicidad y ondulación. Esto permite un control completo de la superficie, en lugar de comprobar puntos aislados.
Impacto en la funcionalidad de la pieza
La excentricidad circular mantiene una pieza redonda en determinados puntos. Reduce el bamboleo, pero no controla la conicidad ni la curvatura.
La excentricidad total garantiza que la pieza se mantenga fiel en toda su longitud durante la rotación. Evita los problemas de excentricidad en toda la superficie, reduciendo el riesgo de ruido, desgaste o fugas. Utilice la excentricidad total cuando todos los puntos de la superficie deban permanecer estrechamente alineados con el punto de referencia.
Métodos y herramientas de inspección
Ambos controles utilizan un reloj comparador y una fijación giratoria. El indicador permanece fijo en un punto mientras la pieza gira para determinar la excentricidad circular. El indicador se desplaza a lo largo de la superficie para la excentricidad total a medida que la pieza gira, registrando las variaciones a lo largo de la longitud.
Ambos métodos requieren fijación. La pieza debe girar con precisión alrededor del eje de referencia. Los bloques en V, los centros o un torno pueden ayudar a mantenerla fija.
Diferencias entre zonas de tolerancia
La zona de tolerancia es un círculo 2D en cada sección transversal medida en la excentricidad circular. La superficie debe permanecer dentro de este círculo durante la rotación.
La zona de tolerancia es una banda cilíndrica 3D que cubre toda la longitud de la excentricidad total. La superficie debe permanecer dentro de esta banda en todos los puntos.
La zona de runout total es más restrictiva porque incluye todas las variaciones a lo largo de la longitud. Esto hace que el runout total sea un control más estricto y exhaustivo.
Factores que afectan a la precisión de la excentricidad
Las lecturas de excentricidad pueden cambiar en función de cómo se sujete la pieza, la máquina utilizada y el entorno. Para obtener resultados precisos, controle estos factores durante la inspección.
Errores de montaje y sujeción de la pieza de trabajo
Los valores de excentricidad serán incorrectos si la pieza no está centrada o sujeta uniformemente. Unas mordazas blandas, una presión desigual o unas superficies de contacto sucias pueden desplazar ligeramente la pieza.
Incluso pequeños desplazamientos provocan cambios significativos en la lectura. Monte siempre las piezas utilizando útiles precisos. Limpie las superficies de contacto y utilice configuraciones repetibles para reducir las lecturas erróneas.
Precisión del husillo de la máquina herramienta
El husillo de la máquina debe girar suavemente. Si el husillo se tambalea o está desgastado, se produce una desviación adicional. Esto hace que sea difícil saber si el error proviene de la pieza o de la máquina.
Compruebe la precisión del husillo antes de probar las piezas. Utilice un calibre de referencia o una pieza patrón para confirmar la estabilidad de la máquina.
Acabado superficial e imperfecciones
Superficies rugosas o rebabas afectar al contacto del reloj comparador. Un bache o un hundimiento pueden provocar falsos picos en la lectura.
Limpie la superficie antes de medir. Elimine rebabas, óxido y virutas. Utilice una sonda con una punta de contacto más grande para las partes rugosas para promediar los defectos menores.
Factores ambientales como la temperatura y las vibraciones
Los cambios de temperatura ambiente pueden dilatar o encoger la pieza. Incluso unos pocos grados pueden desplazar la superficie.
Las vibraciones de las máquinas cercanas pueden sacudir la configuración de la prueba. Esto añade ruido a la lectura. Utilice mesas estables y realice las pruebas en un lugar tranquilo. Deje que las piezas alcancen la temperatura ambiente antes de realizar la prueba.
Buenas prácticas para especificar la excentricidad en los planos
Unas indicaciones de concentricidad claras y prácticas reducen los fallos de las piezas, disminuyen los costes y mejoran la eficacia de la producción. Los siguientes consejos pueden ayudarle a obtener mejores resultados.
Selección de la tolerancia adecuada para la aplicación
Elija la excentricidad circular cuando la redondez en secciones específicas sea suficiente. Funciona bien para ejes sencillos, asientos de rodamientos y discos de freno.
Utilice la excentricidad total cuando toda la superficie deba permanecer alineada y lisa. Es adecuado para ejes largos, husillos y piezas con ajustes de estanqueidad estrechos.
Adapte el tipo de tolerancia a la función de la pieza. Evite utilizar la excentricidad total cuando la excentricidad circular sea suficiente. Esto evita trabajo y costes adicionales sin ventajas añadidas.
Evitar tolerancias demasiado estrictas
Las tolerancias demasiado ajustadas aumentan los costes de fabricación y pueden ralentizar la producción. Los talleres pueden necesitar equipos de mayor precisión o tiempos de preparación más largos para cumplir requisitos extremos.
Comience con un valor realista. Revise piezas similares o muestras de prueba para confirmar la tolerancia necesaria. Si 0,05 mm funciona sin problemas, no es necesario especificar 0,01 mm.
Comunicación con proveedores e inspectores
Añada notas en el dibujo para explicar el método de inspección o el lugar de medición. Incluya los puntos de medición, los requisitos de acabado superficial o la orientación de la pieza si afectan a los resultados.
Discuta las tolerancias con su proveedor antes de finalizar el dibujo. Confirme que dispone de las herramientas y procesos necesarios para medir y cumplir los requisitos.
Comparta archivos CAD en 2D y 3D, y pida su opinión desde el principio. De este modo se evitan retrasos, se reducen los malentendidos y se garantiza que la pieza cumpla los requisitos del plano y del mundo real.
Conclusión
La excentricidad circular controla la redondez en secciones individuales. La excentricidad total controla toda la superficie a lo largo de su longitud. La excentricidad circular es más sencilla y adecuada para comprobar el bamboleo en puntos concretos. La excentricidad total es más estricta y más adecuada para piezas giratorias de alta precisión. Cada uno tiene su lugar en la GD&T, dependiendo de la función de la pieza y de las necesidades de inspección.
¿Busca la ayuda de un experto con tolerancias de desviación ajustadas o necesita piezas que cumplan sus especificaciones exactas? Póngase en contacto con nosotros hoy mismo. Nuestro equipo puede ayudarle a encontrar la solución adecuada para su proyecto.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados


Acero electrogalvanizado: guía de fabricación y selección

