Muchas personas optan por el recubrimiento en polvo para que las piezas metálicas sean más resistentes y tengan mejor aspecto. Sin embargo, es posible que no piensen demasiado en el grosor del recubrimiento. Si es demasiado fino, el revestimiento puede desconcharse o desgastarse demasiado rápido. Si es demasiado grueso, puede parecer irregular, agrietarse o costar más de lo necesario. Este simple factor puede cambiar la duración, el aspecto y el funcionamiento de sus piezas.
El espesor del recubrimiento en polvo desempeña un papel importante en el aspecto y la duración de las piezas. Veamos ahora cómo afecta el grosor a los distintos aspectos de su proyecto.

¿Qué es el espesor del recubrimiento en polvo?
El espesor del recubrimiento en polvo es la profundidad del recubrimiento aplicado a una superficie. Se mide desde la parte superior del revestimiento hasta la superficie inferior de la pieza. Esta capa se utiliza como polvo seco y después se cura con calor para formar un acabado sólido. El grosor afecta a la adherencia del revestimiento, a su resistencia al desgaste y a la protección de la pieza.
El espesor ideal del recubrimiento en polvo oscila entre 2 y 5 mils (50-125 micras). Esto garantiza una protección fuerte, un aspecto liso y ningún problema de rendimiento. Salirse de este rango puede provocar desconchados, mala adherencia o costes adicionales.
Los revestimientos finos pueden tener un aspecto irregular o desgastarse rápidamente, mientras que los gruesos pueden provocar burbujas o grietas durante el curado. Por eso, medir el grosor es un paso clave en el control de calidad.
Unidades de medida: Mils y Micrones
El espesor del recubrimiento en polvo suele medirse en mils o micras.
- 1 mil = 0,001 pulgadas
- 1 micra = 0,001 milímetro
En EE.UU., los mils son más comunes. En Europa y otras regiones, la norma son las micras. Para compararlos:
- 1 mil = 25,4 micras
La mayoría de los medidores de recubrimiento en polvo muestran ambas unidades. Utilizar la unidad correcta ayuda a evitar errores durante la inspección y la elaboración de informes.
Grosores típicos por tipo de aplicación
Las distintas piezas necesitan distintos grosores de revestimiento, según dónde y cómo se utilicen:
- Piezas decorativas de interior: 1,5-2,5 mils (38-63 micras)
- Piezas industriales generales: 2,0-3,5 mils (50-90 micras)
- Uso en automóviles y exteriores: 3,0-5,0 mils (75-125 micras)
- Piezas pesadas o marinas: 5,0-10,0 mils (125-250 micras)
Normas de espesor del recubrimiento en polvo
Las normas ofrecen reglas claras para aplicar y comprobar el espesor del recubrimiento en polvo. Ayudan a garantizar que las piezas cumplan los objetivos de rendimiento y seguridad.
Normas ASTM
- ASTM D7091 explica cómo medir el espesor de la película seca mediante medidores magnéticos y de corrientes de Foucault.
- ASTM D1186 se centra en los ensayos no destructivos de revestimientos no magnéticos sobre sustratos metálicos.
Se utilizan mucho en EE.UU. para comprobar el grosor del revestimiento durante la producción y la inspección.
Normas ISO
- ISO 2360 describe métodos para medir el espesor de revestimientos mediante instrumentos de corrientes de Foucault en revestimientos no conductores.
- ISO 2808 es una norma mundial para superficies pintadas o recubiertas de polvo que ofrece opciones de ensayo de espesor destructivas y no destructivas.
Las normas ISO son habituales en los contratos internacionales y ayudan a armonizar la calidad más allá de las fronteras.
Normas EN
- EN 13523 incluye varias partes que cubren los métodos de ensayo para metales recubiertos por bobinas.
- Suelen utilizarse en Europa para aplicaciones de construcción, electrodomésticos y transporte.
Certificaciones del sector
Algunas industrias utilizan sus programas junto con las normas mundiales:
- Qualicoat (arquitectura): Requiere un espesor de revestimiento entre 2,0-2,4 mils (50-60 micras) para aluminio decorativo.
- AAMA 2605 (aluminio arquitectónico): Pide un mínimo de 2,8 mils (70 micras) y pruebas de resistencia a la intemperie.
- Normas OEM: Las marcas de automóviles y electrodomésticos pueden crear especificaciones internas para el grosor del revestimiento y los ensayos.

¿Cómo afecta el grosor al rendimiento?
El espesor del recubrimiento en polvo tiene un efecto directo en el rendimiento de una pieza. Un error puede provocar una protección deficiente, grietas o un acabado rugoso.
Resistencia a la corrosión y protección
Un grosor adecuado ayuda a sellar la superficie, impidiendo la entrada de humedad, sal y productos químicos. Si el revestimiento es demasiado fino, el agua o el aire pueden penetrar en el metal y provocar corrosión.
Los revestimientos más gruesos ofrecen mejor protección a largo plazo en entornos difíciles, como zonas costeras o industriales. Pero el grosor por sí solo no basta. El revestimiento también debe curarse bien y adherirse firmemente a la superficie.
Impacto en la flexibilidad y la adherencia
Si un revestimiento es demasiado grueso, puede volverse quebradizo. Esto hace que sea más probable que se agriete o astille cuando la pieza curvas o se flexiona.
Los revestimientos más finos son más flexibles pero pueden no ofrecer suficiente cobertura. El grosor ideal permite que la pieza se flexione ligeramente sin romper el revestimiento. También ayuda a que el polvo se adhiera mejor durante el curado.
Influencia en el aspecto y la calidad del acabado
Un grosor desigual o incorrecto puede arruinar el aspecto de una pieza acabada. Los puntos finos pueden parecer apagados o descoloridos. Los puntos gruesos pueden provocar problemas de textura, como piel de naranja o goteos.
El grosor adecuado del revestimiento proporciona un acabado liso, uniforme y brillante. También ayuda a que los colores parezcan más intensos y uniformes en toda la pieza.
Factores que influyen en el espesor final del revestimiento
Hay varios factores que influyen en el grosor del recubrimiento en polvo, como el método utilizado, el propio polvo y la preparación de la superficie.
Método de aplicación
La pulverización electrostática es el método más común. Una pistola pulverizadora carga el polvo, que se adhiere a la pieza metálica conectada a tierra. La cantidad de polvo pulverizado y la distancia del arma afectan al grosor final.
Revestimiento de lecho fluidizado consiste en sumergir una pieza calentada en un recipiente con partículas de polvo flotantes. El polvo se funde y se adhiere a la superficie. Este método suele crear revestimientos más gruesos y funciona bien para piezas muy resistentes.
Cada método tiene una gama diferente de espesores típicos. El recubrimiento por pulverización suele dar entre 1,5 y 5 milésimas de pulgada, mientras que el recubrimiento en lecho fluidizado puede llegar a 10 milésimas o más.
Tipo de polvo y tamaño de las partículas
No todos los polvos se comportan igual. Algunos fluyen mejor, se funden más rápido o se acumulan con mayor rapidez. El tipo de resina (epoxi o poliéster) influye en el espesor del revestimiento antes de que aparezcan problemas.
El tamaño de las partículas también importa. Las partículas más grandes tienden a crear revestimientos más gruesos. Los polvos finos suelen producir acabados más suaves, pero requieren más control para evitar puntos finos.
Material del sustrato y estado de la superficie
La superficie de la pieza modifica la adherencia del polvo. Los metales lisos o brillantes también pueden no retener el polvo, dando lugar a puntos finos. Las superficies rugosas o con textura pueden atrapar más polvo, haciendo que el recubrimiento sea más grueso.
Preparado de superficie chorro de arena o utilizando un pretratamiento químico- ayuda a mejorar la adherencia. Una superficie limpia y uniforme también ayuda a conseguir un grosor uniforme en toda la pieza.
Técnica del operador y ajustes del equipo
La forma de pulverizar el polvo desempeña un papel importante. La velocidad de la pistola, la distancia a la pieza y el ángulo de pulverización afectan a la cantidad de polvo que se acumula.
La configuración de los equipos, como el voltaje, la presión del aire y el caudal de polvo, debe ajustarse en función de la forma y el tamaño de la pieza. Incluso los operarios más expertos pueden aplicar revestimientos desiguales si el equipo no está bien configurado.
Medición del espesor de la capa de pintura en polvo
Medir el grosor del revestimiento ayuda a detectar los problemas a tiempo. Garantiza que el acabado final cumpla las normas de aspecto y rendimiento. Hay distintas formas de comprobar el grosor antes y después del curado.
Métodos de medición antes del curado (predicción DFT)
Antes del curado, puede estimar el espesor final de la película seca (DFT) comprobando la acumulación de polvo. Esto suele hacerse utilizando:
- Medidores de peine: Herramientas simples presionadas en el polvo para ver cuánto se ha acumulado.
- Sensores láser o ultrasónicos: Métodos sin contacto para configuraciones más avanzadas.
Estos métodos son sólo estimaciones. El polvo se funde y fluye durante el curado, lo que puede modificar el espesor final. Aun así, las comprobaciones tempranas ayudan a evitar un recubrimiento excesivo o insuficiente.
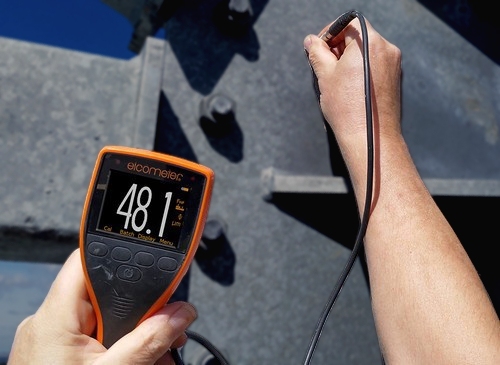
Herramientas de medición del espesor después del curado
Tras el curado, el revestimiento se solidifica. Es entonces cuando se realizan la mayoría de las inspecciones. Las herramientas incluyen:
- Calibradores magnéticos se utilizan para revestimientos sobre acero o hierro. Miden la distancia entre la superficie y el metal que hay debajo.
- Medidores de corrientes de Foucault: Funcionan mejor en metales no magnéticos como el aluminio. Detectan el grosor del revestimiento midiendo la resistencia eléctrica.
Ambas herramientas son rápidas, fáciles de usar y no destructivas. La mayoría de las versiones digitales muestran de inmediato el espesor en mils o micras.
Retos comunes en la medición precisa
Obtener una lectura precisa no siempre es fácil. Algunos problemas comunes son:
- Superficies rugosas o irregulares: Puede dar lugar a lecturas erróneas.
- Efectos de borde: El grosor tiende a ser menor en los bordes o esquinas.
- Error del operador: Sujetar el calibre en un ángulo incorrecto o no ponerlo a cero correctamente puede sesgar los resultados.
- Temperatura: Las superficies calientes pueden afectar a las lecturas si no se enfrían adecuadamente antes de la prueba.
Para obtener los mejores resultados, utilice la herramienta adecuada para el tipo de metal, siga los pasos de calibración y realice pruebas en varios puntos de la pieza.
¿Cómo conseguir el grosor ideal del recubrimiento en polvo?
Conseguir el grosor adecuado requiere algo más que pulverizar polvo. Requiere una buena preparación, herramientas adecuadas y atención durante cada paso del proceso.
Preparación de la superficie
La preparación de la superficie es la base del éxito de un revestimiento. Una superficie limpia y pretratada mejora la adherencia y la consistencia del espesor.
- Limpieza: Eliminar el aceite, polvo u óxido con desengrasante o lavado alcalino.
- Pretratamiento: Utilizar revestimientos a base de fosfato o circonio para mejorar la adherencia.
- Perfil de explosión: Para piezas chorreadas, un perfil de anclaje de 1,5-2,5 mils (38-63 micras) es ideal para la adherencia del polvo.
Controlar la configuración de la aplicación
El control de los parámetros de pulverización es fundamental. Utilice pistolas de pulverización electrostática y ajuste los parámetros en función de la geometría de la pieza.
- Voltaje60-90 kV es típico para piezas estándar. Un voltaje más alto aumenta la envoltura pero puede causar retroionización si se usa en exceso.
- Distancia del arma: Mantener a 8-12 pulgadas de la pieza. Una pulverización más cercana crea una fuerte acumulación.
- Producción de polvo: Manténgalo en torno a 150-200 gramos por minuto para obtener una película uniforme.
La mayoría de las aplicaciones tienen como objetivo un espesor de película seca de 2,0-3,0 mils (50-75 micras). Los revestimientos de más de 5,0 mils pueden agrietarse o atrapar polvo no curado en su interior.
Controlar y medir
La medición durante y después del recubrimiento evita errores.
- Estimaciones previas al curado: Los calibradores de peine ayudan a conseguir un espesor postcurado de 2,5 mils ±10%.
- Herramientas posteriores al curado: Utilice medidores magnéticos digitales o de corrientes parásitas calibrados. Busque precisión dentro de ±1% de espesor real.
- Puntos de prueba: Compruebe al menos cinco zonas por pieza: plano, borde, curva y rebaje. Esto garantiza la uniformidad del revestimiento.
Mantener el equipo
La falta de coherencia de los equipos conduce a resultados contradictorios.
- Limpie las pistolas y los depósitos a diario para evitar que la pólvora se atasque.
- Compruebe semanalmente la tensión de salida con un banco de pruebas.
- La uniformidad del horno es clave: verifique con sondas de temperatura que el calor se mantiene dentro de ±10 °F en toda la cámara.
Conclusión
El grosor del recubrimiento en polvo afecta significativamente a la duración de una pieza, a su aspecto y a su rendimiento. Si es demasiado fino, puede desconcharse u oxidarse antes de tiempo. Si es demasiado grueso, puede agrietarse, descascararse o provocar problemas de ajuste. El rango ideal -normalmente de 2,0 a 5,0 mils (50 a 125 micras)- depende de dónde y cómo se utilice la pieza.
¿Necesita ayuda para conseguir el grosor de pintura en polvo adecuado para sus piezas? Póngase en contacto con nuestro equipo para una asistencia experta y un servicio rápido y fiable.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Texturización láser de metales: preparación, diseño para la fabricación (DFM) y control de costes

Acero electrogalvanizado: guía de fabricación y selección

