Ingenieure stehen oft vor der Herausforderung, glatte Oberflächen und präzise Toleranzen zu erreichen. Raue Oberflächen können die Reibung erhöhen, Verschleiß verursachen und die Leistung der Teile verringern, was zu höheren Kosten und Zeitverlusten führt. Läppen bietet eine zuverlässige Möglichkeit, diese Probleme zu lösen. Es verbessert die Genauigkeit und die Oberflächenqualität, wodurch die Teile besser funktionieren und länger halten.
Läppen mag auf den ersten Blick kompliziert erscheinen. Das Verfahren wird jedoch einfach und praktisch, wenn man erst einmal verstanden hat, wie es funktioniert. Lesen Sie bitte weiter, um zu erfahren, wie es funktioniert und warum Ingenieure darauf vertrauen.

Was ist Lapping??
Läppen ist ein Verfahren, bei dem zwei Oberflächen mit einem dazwischen liegenden Schleifmittel aneinander gerieben werden. Das Schleifmittel kann in Form von Pulvern, Pasten oder Schlämmen vorliegen. Dabei werden winzige Mengen von Material vom Werkstück entfernt. Ziel des Läppens ist es, glatte Oberflächen zu schaffen, kleine Formfehler zu korrigieren und genaue Abmessungen zu erzielen.
Beim Läppen liegt das Werkstück auf einer Läppplatte oder einem mit Schleifschlamm beschichteten Werkzeug. Das Werkstück und die Läppfläche bewegen sich gegeneinander, normalerweise in einem kontrollierten Muster. Die Schleifpartikel wirken wie winzige Schneidewerkzeuge, die langsam hohe Stellen abtragen und die Oberfläche glätten.
Die Grundprinzipien des Läppens
Das Läppen beruht auf einfachen Prinzipien, die zu präzisen Ergebnissen führen. Es stützt sich auf grundlegende Mechanik, um eine hohe Genauigkeit zu erreichen.
Wie das Läppen flache und glatte Oberflächen erzeugt
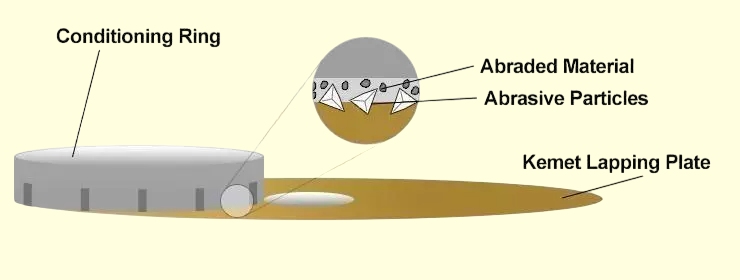
Das Geheimnis des Läppens liegt in der gleichmäßigen Verteilung der Schleifpartikel zwischen dem Werkstück und der Läppplatte. Wenn sich die Oberflächen gegeneinander bewegen, tragen die Partikel hohe Stellen ab und polieren niedrige Bereiche. Im Laufe der Zeit entsteht durch diesen Prozess eine sehr ebene Oberfläche mit sehr geringer Welligkeit. Beim Läppen können Toleranzen im Mikrometerbereich erreicht werden, was es ideal für Anwendungen macht, bei denen es auf Präzision ankommt.
Die Rolle von Schleifmitteln und Trägerflüssigkeiten
Schleifmittel sind das Herzstück des Läppens. Es gibt sie in verschiedenen Größen und Materialien, die je nach dem komplexen Werkstück und der gewünschten Oberfläche ausgewählt werden. Grobe Schleifmittel tragen das Material schnell ab, während feine Schleifmittel die Oberfläche zu einem spiegelnden Finish polieren.
Genauso wichtig ist die Trägerflüssigkeit. Normalerweise hält Öl oder Wasser die Schleifpartikel in der Schwebe. Dadurch werden sie gleichmäßig über die Schleifplatte verteilt. Außerdem werden Wärme und winzige Partikel des abgenutzten Materials abgeführt. Dadurch wird ein gleichmäßiger Schnitt gewährleistet und ein Verstopfen der Schleifscheibe verhindert.
Der Läppprozess: Schritt für Schritt
Die Umwandlung eines Rohteils in ein Präzisionsbauteil erfordert ein einfaches Verfahren. Folgen Sie diesen Schritten, um zu erfahren, wie.
Schritt 1: Einrichtung und Werkzeugvorbereitung
Beginnen Sie mit der Vorbereitung der Überlappungsplatte. Die Platte muss konditioniert oder abgerichtet werden, indem sie mit einem Schleifmittel abgerieben wird. Dadurch wird eine Oberfläche geschaffen, die frische Schleifkörner aufnehmen kann. Wählen Sie dann das richtige Schleifmittel. Wählen Sie die Schleifmittelart und -korngröße entsprechend dem Material und der gewünschten Oberfläche. Verteilen Sie die Aufschlämmung gleichmäßig auf der Platte.
Schritt 2: Materialabtrag und Oberflächenveredelung
Legen Sie das Werkstück auf die Schleifplatte und üben Sie leichten und gleichmäßigen Druck aus. Bewegen Sie das Teil in einem Kreuz- oder Achtermuster, um eine gleichmäßige Abnutzung der Oberfläche zu gewährleisten. Die Schleifpartikel wirken wie winzige Schneidwerkzeuge und tragen bei jedem Durchgang eine dünne Materialschicht ab. Die Bediener beginnen oft mit grober Körnung, um das Material schnell zu entfernen, und wechseln dann zu feinerer Körnung für Polieren. Dieser Vorgang bringt die Oberfläche auf die gewünschte Glätte.
Schritt 3: Reinigung und Endinspektion
Nach dem Läppen wird das Werkstück mit der verwendeten Schlämme beschichtet. Reinigen Sie es gründlich mit einem Lösungsmittel, um alle Spuren des Schleifmittels zu entfernen. Anschließend wird das Teil auf seine Genauigkeit geprüft. Optische Planflächen oder Laserinterferometer messen die Ebenheit, während Profilometer die Oberflächengüte prüfen. Das fertige Teil muss strenge Maß- und Glättungsnormen erfüllen.

Arten von Läpptechniken
Das Läppen kann auf unterschiedliche Weise erfolgen, je nach Teil, Genauigkeitsgrad und Produktionsanforderungen. Jede Technik hat ihre Vorteile in Bezug auf Kontrolle, Geschwindigkeit und Präzision.
Manuelles Läppen
Beim manuellen Läppen legt der Bediener das Werkstück auf eine flache Platte, die mit Schleifmittelschlamm beschichtet ist, und bewegt es von Hand in kreisförmigen oder achterförmigen Bewegungen. Diese Methode bietet eine ausgezeichnete Kontrolle und eignet sich gut für kleine Teile, Prototypenoder Arbeiten, die eine Feinjustierung erfordern. Das manuelle Läppen ist jedoch langsam und hängt von der Geschicklichkeit des Bedieners ab, so dass es nicht die beste Wahl für die Produktion großer Mengen ist.
Automatisches und CNC-Läppen
Automatische Läppmaschinen verwenden mechanische Systeme oder CNC-Steuerungen, um das Werkstück über die Platte zu bewegen. Sie wenden gleichmäßigen Druck, Geschwindigkeit und Bewegung an und verbessern so die Genauigkeit und Wiederholbarkeit. CNC-Systeme können auch mit präzisen Parametern programmiert werden, was menschliche Fehler reduziert. Diese Maschinen sind ideal für mittlere bis große Produktionsserien, bei denen Effizienz und Konsistenz von entscheidender Bedeutung sind.
Einseitiges vs. beidseitiges Läppen
Beim einseitigen Läppen wird jeweils eine Seite eines Teils bearbeitet. Das Werkstück liegt auf der Läppplatte, und das Schleifmittel arbeitet auf der freiliegenden Oberseite. Dies ist eine gängige und vielseitige Methode.
Beim doppelseitigen Läppen werden beide Seiten eines Teils gleichzeitig bearbeitet. Die Maschine hält die Teile in Trägern zwischen zwei gegenüberliegenden Läppplatten, die sich drehen. Mit dieser Methode wird eine außergewöhnliche Parallelität zwischen den beiden Seiten erreicht. Sie ist auch viel schneller bei der Bearbeitung großer Chargen von Teilen wie Siliziumwafern oder Präzisionslagern.
Parameter des Läppprozesses
Mehrere Schlüsselparameter steuern die Qualität und Effizienz des Läppens. Durch die Anpassung dieser Faktoren können Ingenieure Abtragsraten, Oberflächenglätte und Maßgenauigkeit steuern.
Überlegungen zu Oberflächengeschwindigkeit und Druck
Oberflächengeschwindigkeit und Druck sind die Hauptfaktoren für den Materialabtrag.
- Druckbereich: Typische Läppdrücke liegen zwischen 0,02 und 0,07 MPa (3 und 10 psi). Höhere Drücke erhöhen die Abtragsleistung, können aber zu Verformungen oder ungleichmäßigem Verschleiß führen. Niedrigere Drücke verbessern die Genauigkeit, benötigen aber mehr Zeit.
- Geschwindigkeitsbereich: Läppplatten laufen in der Regel mit 20-80 Umdrehungen pro Minute. Bei Geschwindigkeiten über 100 Umdrehungen pro Minute besteht die Gefahr, dass Hitze entsteht, die Ebenheit abnimmt und die Oberfläche beschädigt wird. Niedrigere Drehzahlen ermöglichen eine bessere Kontrolle und glattere Oberflächen.
Die Ingenieure balancieren diese Einstellungen aus, um Präzision zu erreichen, ohne die Qualität der Teile zu beeinträchtigen.
Abrasive Größe und Verteilung
Abrasive Partikel dienen als Schneidwerkzeuge beim Läppen.
- Grobe Schleifmittel (15-30 µm): Schnelles Abtragen von Material, für den ersten Abtrag.
- Feine Schleifmittel (1-3 µm): Liefern spiegelnde Oberflächen, die in der Endphase verwendet werden.
- Typische Oberflächenrauhigkeit erreicht: Ra 0,1-0,01 µm.
Eine gleichmäßige Partikelgröße ist entscheidend. Wenn die Verteilung ungleichmäßig ist, entstehen Kratzer oder unregelmäßige Oberflächen. Bei den meisten Verfahren beginnen die Bediener mit groben Schleifmitteln und gehen dann zu feineren Sorten über, bis die gewünschte Oberfläche erreicht ist.
Rolle der Schmierung und des Kühlmittels
Schmier- oder Kühlmittel halten die Schleifmittel in der Schwebe und frei beweglich. Sie verringern die Reibung, regulieren die Hitze und spülen Verunreinigungen weg.
- Gemeinsame Träger: Schlämme auf Wasserbasis für weichere Metalle und Schlämme auf Ölbasis für komplexere oder empfindlichere Teile.
- Durchflussmenge: Eine kontinuierliche Spülung mit 0,5-2 Litern pro Minute wird häufig verwendet, um die Sauberkeit der Gülle aufrechtzuerhalten.
Ohne angemessene Schmierung können Partikel verklumpen oder sich im Werkstück festsetzen, was zu Kratzern, ungleichmäßigem Schnitt und schlechter Oberflächenqualität führt. Saubere, gut gewartete Schlämme gewährleisten wiederholbare und hochpräzise Ergebnisse.
Faktoren, die während des Läppprozesses zu berücksichtigen sind
Der Erfolg des Läppens hängt davon ab, wie gut die Prozesseinrichtung auf das Teil abgestimmt ist. Zu den wichtigsten Faktoren gehören der Materialtyp, die Wahl des Schleifmittels und der Zustand der Läppplatte. Jeder dieser Faktoren spielt eine direkte Rolle für die Oberflächengenauigkeit und -qualität.
Materialeigenschaften des Werkstücks
Die Härte und Zähigkeit des Werkstücks entscheiden darüber, wie es auf das Läppen reagiert.
- Weiche Materialien (z. B. Aluminium, Kupfer): Erfordert feine Schleifmittel (1-3 µm) und leichten Druck (3-5 psi), um Kratzer oder Verformungen zu vermeiden.
- Harte Materialien (z. B. Keramik, gehärteter Stahl): Kann gröbere Schleifmittel (15-30 µm) und höhere Drücke (7-10 psi) für schnellere Entfernung verwenden.
- Thermische Auswirkungen: Metalle mit hoher Wärmeausdehnung, wie z. B. Aluminium, können sich bei Überhitzung verformen, was die Maßgenauigkeit beeinträchtigt. Durch die Kontrolle der Geschwindigkeit und des Kühlmittelflusses wird dieses Risiko minimiert.
Auswahl der Schleifmittel
Die Wahl des Schleifmittels muss sowohl auf das Werkstück als auch auf die Anforderungen an das Finish abgestimmt sein.
- Diamant: Am besten geeignet für zähe Materialien wie Keramik, Hartmetall und gehärtete Stähle. Bietet schnelles Schneiden mit Genauigkeit im Mikrometerbereich.
- Aluminiumoxid: Üblich für weichere Metalle wie Aluminium oder Messing. Kostengünstig und weithin verfügbar.
- Siliziumkarbid: Geeignet für komplexere Legierungen und Allzweckanwendungen.
Überlappungsplatte (Läppplatte)
Die Überlappungsplatte trägt das Schleifmittel und bestimmt die Qualität des Materialabtrags.
- Platten aus Gusseisen: Standard für Metalle; langlebig und praktisch für die meisten Anwendungen.
- Kupfer- oder Glasplatten: Wird für empfindliche Teile wie optische Komponenten verwendet, bei denen eine minimale Beschädigung des Untergrunds entscheidend ist.
- Konditionierung: Die Platten müssen regelmäßig abgerichtet werden, um eine Ebenheit von 2-5 µm über die gesamte Oberfläche zu erhalten. Dies gewährleistet eine gleichmäßige Schleifwirkung und wiederholbare Ergebnisse.
Oberflächengüte und Toleranzen
Läppen wird eingesetzt, wenn Teile sehr glatte Oberflächen und exakte Größen benötigen. Es kann Oberflächen und Toleranzen erreichen, die bei der Standardbearbeitung nicht möglich sind, was es für Hochleistungsteile unerlässlich macht.
Erreichbare Oberflächenrauhigkeit
Läppen kann Oberflächen extrem glatt machen, manchmal bis in den Nanometerbereich. Feine Schleifmittel erzeugen ein poliertes oder spiegelähnliches Aussehen. Typisch Oberflächenrauhigkeit reicht von Ra 0,1 bis 0,01 Mikrometer, je nach Material und Schleifmittel.
Maßgenauigkeit und Ebenheit
Eine der Hauptstärken des Läppens ist die Ebenheit. Das Verfahren kann die Ebenheit selbst bei großen Oberflächen innerhalb von wenigen Mikrometern halten. Wenn Druck, Schleifmittelgröße und Prozesszeit sorgfältig gesteuert werden, ermöglicht es auch eine sehr genaue Größenkontrolle.
Schlussfolgerung
Läppen ist ein Präzisionsbearbeitungsverfahren in der Technik, das extrem ebene, glatte und genaue Oberflächen liefert. Es funktioniert durch schrittweises Abtragen von Material mit Hilfe von Schleifpartikeln, die in einem Trägermedium suspendiert sind. Die richtige Einstellung, die Auswahl des Schleifmittels und die Inspektion gewährleisten gleichbleibende, hochwertige Ergebnisse.
Wenn Sie präzise, hochwertige Oberflächen für Ihre Teile benötigen, Kontaktieren Sie unser Team noch heute um zu besprechen, wie das Läppen Ihre technischen Anforderungen erfüllen kann.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Fingerabdruckresistenter Edelstahl: Funktionsweise und Auswahl

OEM vs. Auftragsfertigung: Wie Sie das richtige Modell für Ihr Projekt wählen

