Ätzverfahren spielen bei der Halbleiterherstellung und Mikrofabrikation eine entscheidende Rolle. Ingenieure stehen oft vor der Herausforderung, das richtige Ätzverfahren für ihre Projekte auszuwählen. Das Verständnis der Unterschiede zwischen Trockenätzung und Nassätzung kann die Produktqualität und die Produktionseffizienz erheblich beeinflussen.
Die Wahl der richtigen Ätztechnik kann Ihren Fertigungsprozess verbessern. Im Folgenden werden die Besonderheiten der einzelnen Verfahren, einschließlich ihrer Prozesse und Anwendungen, erläutert.
Was ist Ätzen?
Ätzen ist ein Fertigungsverfahren, bei dem selektiv Material von einem Substrat abgetragen wird, um die gewünschten Muster oder Designs zu erzeugen. Durch den kontrollierten Materialabtrag entstehen Kanäle, Hohlräume und Muster mit bestimmten Tiefen und Geometrien.
Traditionell werden dazu starke Säuren oder Beizmittel verwendet, um die ungeschützten Teile einer Metalloberfläche anzuschneiden. In modernen Anwendungen haben sich die Ätztechniken weiterentwickelt und umfassen verschiedene chemische und physikalische Methoden, die sich für unterschiedliche Materialien eignen, darunter Metalle, Halbleiter und Keramik.
Ätzmethoden: Ein Überblick über die beiden Hauptansätze
Ätzverfahren lassen sich je nach den Mechanismen der Materialabtragung in zwei Hauptkategorien einteilen. Beim Trockenätzen werden gasförmige Ätzmittel und Plasma verwendet, während beim Nassätzen flüssige chemische Lösungen zum Einsatz kommen. Jede Methode bietet unterschiedliche Vorteile für verschiedene Fertigungsszenarien.
Faktoren, die bei der Wahl der Ätzmethode zu berücksichtigen sind
Die Wahl der richtigen Ätzmethode wirkt sich auf die Produktqualität und die Kosten aus. Hier erfahren Sie, worauf Ingenieure achten müssen:
Selektivität
Selektivität bezieht sich auf das Verhältnis der Ätzraten zwischen dem zu ätzenden Material und den darunter liegenden Schichten oder Masken. Eine hohe Selektivität ist von entscheidender Bedeutung, da sie bestimmt, wie effektiv das Ätzmittel nur das Zielmaterial entfernt, während andere Materialien erhalten bleiben.
Eine Ätzselektivität von 10:1 bedeutet zum Beispiel, dass das gewünschte Material zehnmal schneller entfernt wird als das Maskenmaterial. Diese Eigenschaft ist von entscheidender Bedeutung für Anwendungen, bei denen eine präzise Strukturierung erforderlich ist, um sicherzustellen, dass nur bestimmte Bereiche während des Ätzvorgangs betroffen sind.
Ätzrate
Die Ätzrate gibt an, wie schnell das Material während des Ätzvorgangs abgetragen wird; sie wird in der Regel in Mikrometern pro Minute (µm/min) angegeben. Eine höhere Ätzrate kann zwar zu schnelleren Produktionszeiten führen, doch muss ein Gleichgewicht zwischen Geschwindigkeit und Genauigkeit gefunden werden.
Schnelles Ätzen kann die Auflösung der Merkmale beeinträchtigen oder zu unerwünschten Unterschneidungen führen. Daher ist die Auswahl einer Ätzmethode mit einer für die jeweilige Anwendung geeigneten Rate entscheidend.
Gleichmäßigkeit der Ätzung
Die Gleichmäßigkeit des Ätzens gibt an, wie gleichmäßig die Ätzrate auf dem gesamten Substrat angewendet wird. Ein ungleichmäßiges Ätzen kann zu Abweichungen bei den Abmessungen der Merkmale und der Gesamtqualität führen. Das Erreichen einer gleichmäßigen Ätzrate kann durch verschiedene Faktoren beeinflusst werden, z. B. das Design der Kammer, die Verteilung des Gasflusses beim Trockenätzen und die Zusammensetzung der Lösung beim Nassätzen.
Andere Überlegungen
Isotropes Ätzen
Das isotrope Ätzen erfolgt gleichmäßig in alle Richtungen, was zu abgerundeten Profilen und möglichen Hinterschneidungen führt. Diese Methode ist oft schneller, bietet aber möglicherweise nicht die für komplizierte Designs erforderliche Präzision.
Anisotropes Ätzen
Beim anisotropen Ätzen wird das Material bevorzugt in bestimmten Richtungen abgetragen, wodurch schärfere Merkmale und gut definierte Kanten entstehen. Diese Methode ist ideal für Hochpräzisionsanwendungen, wie z. B. die Halbleiterfertigung und die Herstellung von MEMS.
Trockenätzung: Die Grundlagen
Die Trockenätzung ist ein Eckpfeiler der modernen Mikroelektronikfertigung. Schauen wir uns seine wichtigsten Aspekte an:
Definition und Überblick über die Trockenätzung
Das Trockenätzen ist ein Materialabtragsverfahren, bei dem ionisierte Gase oder ein Plasma verwendet werden, um Muster auf ein Substrat zu ätzen. Im Gegensatz zum Nassätzen, bei dem flüssige Chemikalien zum Einsatz kommen, bietet das Trockenätzen eine höhere Präzision und Kontrolle und eignet sich daher ideal für die Halbleiterherstellung und Mikrofabrikation.
Mit dieser Technik werden komplizierte Merkmale mit minimalen Hinterschneidungen erzeugt, was zu hohen Aspektverhältnissen und gut definierten Geometrien führt.
Trockenes Ätzverfahren
Der Prozess des Trockenätzens umfasst mehrere wichtige Schritte:
- Vorbereitung: Ein Substrat, in der Regel ein Halbleiter-Wafer, wird in eine Vakuumkammer gelegt.
- Plasmaerzeugung: Reaktive Gase werden in die Kammer eingeleitet und mit Hochfrequenzenergie (RF) ionisiert, wodurch ein Plasma aus freien Elektronen und positiv geladenen Ionen entsteht.
- Materialabtrag: Die Ionen aus dem Plasma werden auf das Substrat beschleunigt, wo sie mit dem Oberflächenmaterial chemisch reagieren oder Atome physikalisch ablösen. Dies führt zu einem gezielten schichtweisen Abtrag des Materials.
- Auspuff: Die Nebenprodukte der Reaktion werden aus der Kammer abgesaugt, so dass eine kontinuierliche Verarbeitung möglich ist.
Arten von Trockenätztechniken
Plasma-Ätzen
Das Plasmaätzen ist eine weit verbreitete Trockenätztechnik, bei der Plasma zum Abtragen von Material vom Substrat verwendet wird. Je nach den Prozessparametern können sowohl isotrope als auch anisotrope Ätzprofile erzielt werden.
Reaktive Ionenätzung (RIE)
Das reaktive Ionenätzen (RIE) kombiniert sowohl chemische als auch physikalische Ätzverfahren. Beim RIE reagieren die im Plasma erzeugten reaktiven Ionen chemisch mit dem Substrat und ermöglichen gleichzeitig eine Richtungskontrolle durch physikalischen Beschuss.
Ionenstrahl-Ätzen (IBE)
Beim Ionenstrahlätzen (IBE) wird ein fokussierter Ionenstrahl auf die Substratoberfläche gerichtet. Diese Technik ermöglicht ein hochgradig gerichtetes Ätzen und ist in erster Linie physikalisch, was eine präzise Kontrolle des Materialabtrags ermöglicht.
Vorteile und Nachteile der Trockenätzung
Vorteile:
- Präzision: Mit Trockenätztechniken lassen sich feine Strukturen mit hohem Aspektverhältnis erzielen.
- Kontrolle: Bietet eine bessere Kontrolle über das Ätzprofil als das Nassätzen und ermöglicht anisotropes Ätzen.
- Reduzierter Chemikalieneinsatz: In der Regel werden weniger Chemikalien benötigt als bei Nassverfahren, was zu einer einfacheren Entsorgung der Nebenprodukte führt.
- Automatisierung: Kann automatisiert werden, um die Sicherheit und Effizienz während des Betriebs zu erhöhen.
Nachteile:
- Kosten: Die für die Trockenätzung erforderlichen Geräte sind in der Regel teurer als die Nassätzung.
- Komplexität: Erfordert Fachwissen und Erfahrung, um effektiv zu arbeiten.
- Mögliche Schäden: Hochenergetische Ionen können Oberflächenschäden oder Defekte verursachen, wenn sie nicht sorgfältig kontrolliert werden.
Nassradierung: Die Grundlagen
Die Nassätzung ist nach wie vor eine weit verbreitete Methode in der Fertigung. Hier ist eine detaillierte Untersuchung:
Definition und Überblick über die Nassätzung
Nassätzen ist ein chemisches Verfahren, bei dem mit flüssigen Ätzmitteln selektiv Material von einem Substrat entfernt wird. Diese Ätzmittel bestehen in der Regel aus sauren oder basischen Lösungen, die mit dem Substratmaterial reagieren und lösliche Produkte bilden, die abgewaschen werden können.
Diese Methode ist in der Mikrofertigung und der Halbleiterherstellung aufgrund ihrer Einfachheit und Effektivität bei der Erstellung komplizierter Muster auf verschiedenen Materialien weit verbreitet.
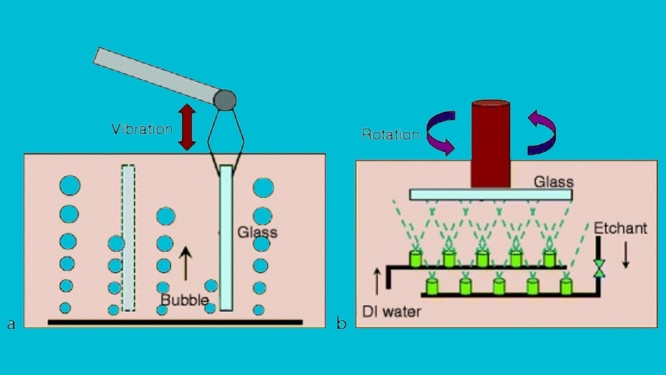
Nasses Ätzverfahren
Das Nassätzverfahren umfasst im Allgemeinen die folgenden Schritte:
- Vorbereitung: Ein oft mit einer Schutzschicht (Maske) überzogenes Substrat wird in eine Ätzlösung getaucht oder damit besprüht.
- Chemische Reaktion: Das Ätzmittel reagiert mit den freiliegenden Bereichen des Substrats und löst das Material auf. Die Reaktionskinetik hängt von Faktoren wie Temperatur, Konzentration und der Art des Ätzmittels ab.
- Entfernung von Nebenerzeugnissen: Die bei der Reaktion entstehenden löslichen Produkte werden abgewaschen und hinterlassen das gewünschte Muster auf dem Substrat.
- Spülen: Nach dem Ätzen wird das Substrat abgespült, um Reste von Ätzmitteln und Nebenprodukten zu entfernen.
Arten von Nassätzlösungen
Nassätzlösungen können nach ihrer chemischen Beschaffenheit kategorisiert werden:
Saure Lösungen
Saure Lösungen werden üblicherweise in Nassätzverfahren verwendet. Beispiele hierfür sind:
- Chlorwasserstoffsäure (HCl): Wird häufig für Metalle und einige Oxide verwendet.
- Fluorwasserstoffsäure (HF): Wirksam beim Ätzen von Siliziumdioxid und Glasmaterialien.
- Salpetersäure (HNO3): Wird für Metalle wie Aluminium und Reinigungszwecke verwendet.
Diese Säuren reagieren aggressiv mit verschiedenen Materialien und eignen sich daher für selektive Ätzanwendungen.
Grundlegende Lösungen
Auch Basislösungen spielen beim Nassätzen eine wichtige Rolle. Beispiele hierfür sind:
- Natriumhydroxid (NaOH): Wird häufig zum Ätzen von Silizium und bestimmten Metallen verwendet.
- Kaliumhydroxid (KOH): Wird aufgrund seiner Wirksamkeit auf Silizium häufig in der Halbleiterverarbeitung eingesetzt.
Basische Lösungen sind in der Regel weniger aggressiv als saure, aber je nach Anwendung können sie dennoch effektiv Material entfernen.
Vorteile und Nachteile der Nassätzung
Vorteile:
- Einfachheit: Nassätzanlagen sind im Allgemeinen weniger komplex und kostengünstiger als Trockenätzsysteme.
- Hohe Ätzraten: Durch den direkten Kontakt der flüssigen Ätzmittel mit dem Substrat bietet das Nassätzen in der Regel schnellere Materialabtragsraten.
- Gleichmäßigkeit: Diese Methode ermöglicht ein gleichmäßiges Ätzen über große Flächen, was für die Stapelverarbeitung von Vorteil ist.
Nachteile:
- Isotrope Natur: Das Nassätzen ist oft isotrop, d. h. es trägt das Material gleichmäßig in alle Richtungen ab, was zu Unterschneidungen unter Schutzmasken führen kann.
- Handhabung von Chemikalien: Erfordert den sorgfältigen Umgang mit gefährlichen Chemikalien und die ordnungsgemäße Entsorgung von Abfallprodukten.
- Eingeschränkte Präzision: Das Erzielen feiner Strukturen unter 1 Mikrometer kann aufgrund des lateralen Ätz-Effekts eine Herausforderung sein.
Was ist der Unterschied zwischen Trockenätzung und Nassätzung?
Trockenätzung und Nassätzung sind zwei grundlegende Techniken, die in der Mikrofertigung und der Halbleiterherstellung eingesetzt werden. Beide haben unterschiedliche Eigenschaften, die sie für verschiedene Anwendungen geeignet machen. Hier ist ein kurzer Vergleich der beiden Ätztechniken, um die Unterschiede schnell zu verstehen.
| Eigenschaften | Trockenätzung | Nasses Ätzen |
|---|---|---|
| Prozess-Typ | Verwendung von Gasen oder Plasmen zur Materialentfernung | Verwendet flüssige Chemikalien (Ätzmittel) |
| Präzision | Hochpräzise, kann anisotropes Ätzen erreichen | Im Allgemeinen weniger präzise, oft isotrop |
| Komplexität der Ausrüstung | Komplexere und teurere Ausrüstung erforderlich | Einfachere und kostengünstigere Ausrüstung |
| Chemischer Einsatz | In der Regel werden weniger Chemikalien verwendet | Erfordert große Mengen an Chemikalien |
| Ätzrate | Kann variieren; oft langsamer als Nassätzung | Generell höhere Ätzraten |
| Selektivität | Geringere Selektivität im Vergleich zur Nassätzung | Höhere Selektivität zwischen Materialien |
| Kontrolle über das Ätzen | Bessere Kontrolle über das Ätzprofil | Weniger Kontrolle, was zu einer möglichen Preisunterbietung führt |
| Sicherheit | Generell sicherer durch weniger Umgang mit Chemikalien | Höhere Sicherheitsrisiken durch gefährliche Chemikalien |
Anwendungen des Trockenätzens
Die moderne Mikroelektronikfertigung wird von der Trockenätzung beherrscht. Hier ist es von unschätzbarem Wert:
Trockenes Ätzen in der Halbleiterfertigung
Bei der Halbleiterherstellung kommt es auf Präzision und Kontrolle des Trockenätzens an:
- Erzeugt Transistor-Gates im Nanomaßstab mit vertikalen Seitenwänden
- Formt tiefe, schmale Kontaktlöcher für Chip-Verbindungen
- Schneidet Isolationsgräben zwischen aktiven Komponenten
- Muster für mehrere Metallschichten für komplexe Schaltungen
Die Rolle des Trockenätzens in MEMS-Bauteilen
Die Herstellung von MEMS erfordert anspruchsvolle 3D-Strukturen:
- Schneidet präzise Hohlräume für Beschleunigungsmesser in Silizium
- Formt mechanische Federn und Balken für Sensoren
- Erzeugt akustische Kammern für MEMS-Mikrofone
- Entfernt Opferschichten für bewegliche Teile
Verwendung der Trockenätzung bei der Herstellung von Fotomasken
Die Qualität der Fotomaske wirkt sich direkt auf die Chipproduktion aus:
- Ätzt Chrommuster mit Nanometergenauigkeit
- Erzeugt phasenverschobene Elemente für eine verbesserte Auflösung
- Ermöglicht gezielte Reparaturen von Maskendefekten
- Entfernt unerwünschte reflektierende Beschichtungen
Trockenätzung für mikrofluidische Geräte
Die Herstellung von Mikrofluidik-Chips profitiert von der Kontrolle des Trockenätzens:
- Erzeugt gleichmäßige Rinnentiefen
- Schafft saubere Einlass- und Auslassöffnungen
- Modifiziert die Oberflächenchemie zur Flüssigkeitskontrolle
- Ermöglicht hybride elektronisch-fluidische Geräte
Anwendungen der Nassätzung
Das Nassätzen ermöglicht eine kosteneffektive Entfernung von Schüttgut. Hier erfahren Sie, wie Hersteller es einsetzen:
Nasses Ätzen in der Siliziumwaferbearbeitung
Bei der Herstellung von Siliziumwafern wird das Nassätzen eingesetzt:
- Beseitigung von Sägeschäden nach dem Schneiden von Wafern
- Erstellen von Wafer-Ausrichtungsmarken
- Ausdünnen von Wafern auf die endgültige Dicke
- Strukturierte Oberflächen für bessere Lichtabsorption
Nasses Ätzen in der Solarzellenherstellung
Solarhersteller nutzen die Nassätzung zur Steigerung der Effizienz:
- Texturierte Siliziumoberflächen fangen mehr Licht ein
- Entfernt beschädigte Schichten aus Schneidprozessen
- Erzeugt selektive Emitterstrukturen
- Reinigt Metallkontakte vor der Beschichtung
Nasses Ätzen für die Dünnschichtabscheidung
Bei der Dünnschichtverarbeitung wird die Nassätzung eingesetzt:
- Muster für Metallkontaktschichten
- Unerwünschte Filmbereiche entfernen
- Stufenförmige Kanten für die Lagenhaftung erzeugen
- Aktive Gerätebereiche definieren
Nassätzung zur Reinigung und Oberflächenvorbereitung
Die Oberflächenvorbereitung erfordert eine gründliche Reinigung:
- Entfernt organische Verunreinigungen
- Streifen nativer Oxide
- Bereitet Oberflächen vor für Beschichtung
- Aktiviert Oberflächen zum Verkleben
Schlussfolgerung
Das Ätzen ist ein wichtiger Prozess in der modernen Fertigung, wobei das Trocken- und das Nassätzen bei verschiedenen Anwendungen unterschiedliche Funktionen erfüllen. Das Verständnis der Unterschiede zwischen diesen Methoden ermöglicht es Ingenieuren und Herstellern, die am besten geeignete Technik für ihre spezifischen Anforderungen auszuwählen.
Zögern Sie nicht, sich mit uns in Verbindung zu setzen, wenn Sie Ihre Fertigungsprozesse verbessern wollen oder eine fachkundige Beratung zu Ätztechniken benötigen. Kontaktieren Sie uns heute, um zu besprechen, wie wir Ihre Projekte unterstützen und Ihnen helfen können, Ihre Ziele zu erreichen!
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Laserstrukturierung von Metallen: Vorbereitung, DFM und Kostenkontrolle

Elektrolytisch verzinkter Stahl: Leitfaden zur Verarbeitung und Auswahl

Stanzen vs. Laserschneiden: Kosten, Geschwindigkeit und DFM-Zwischenziele
