В современном производстве алюминий ценится за высокое соотношение прочности и веса. Однако для изготовителя это "темпераментный" металл. В отличие от низкоуглеродистой стали, которая относительно мягкая, алюминий имеет уникальную кристаллическую структуру, которая делает его склонным к апельсиновой корке, задирам и катастрофическим разрушениям при неправильном подходе.
Чтобы добиться идеального изгиба, необходимо сбалансировать три технических параметра: отпуск сплава, внутренний радиус изгиба и направление зерна. В этом руководстве приведены практические данные и физическая логика, необходимые для устранения брака, снижения производственных затрат и обеспечения целостности конструкции.

Понимание алюминиевых сплавов и их изгибаемости
При изготовлении алюминиевых гибов серия сплава определяет химический состав, а отпуск (степень твердости) диктует, выдержит ли деталь работу на листогибочном прессе.
5052 против 6061: баланс между прочностью и формуемостью
- 5052-H32 (промышленный стандарт): Этот алюминий, легированный магнием, является золотым стандартом для гибки листового металла. Отпуск H32 (деформационное упрочнение и стабилизация) обеспечивает превосходную пластичность. Он редко трескается при стандартных радиусах и идеально подходит для сложных корпусов и кронштейнов для электроники.
- 6061-T6 (Структурный вызов): 6061 очень востребован благодаря своей конструкционной прочности, но в состоянии T6 он хрупок. Попытка согнуть 6061-T6 по узкому радиусу часто приводит к немедленному разрушению. Для этого требуется радиус, в 3-6 раз превышающий его толщину, или специальная термическая обработка.
Инженерные компромиссы
- -O (отожженный): Самое мягкое состояние, легко гнется, но не обладает структурной жесткостью.
- -T4 против -T6: Если ваша конструкция требует высокой прочности, но отпуск T6 приводит к большому количеству брака, рассмотрите возможность заказа 6061-T4. Она значительно лучше поддается формовке, чем T6, и со временем естественно приобретает возрастную твердость, либо может быть искусственно состарена до T6 после гибки для восстановления полной прочности.
Совет профессионала: Понимание отчета об испытаниях на мельнице (MTR) жизненно важно для закупок. Алюминий естественным образом стареет; материал, пролежавший на складе несколько месяцев, будет демонстрировать более высокий предел текучести и более непредсказуемые результаты. пружина чем свежий бульон.
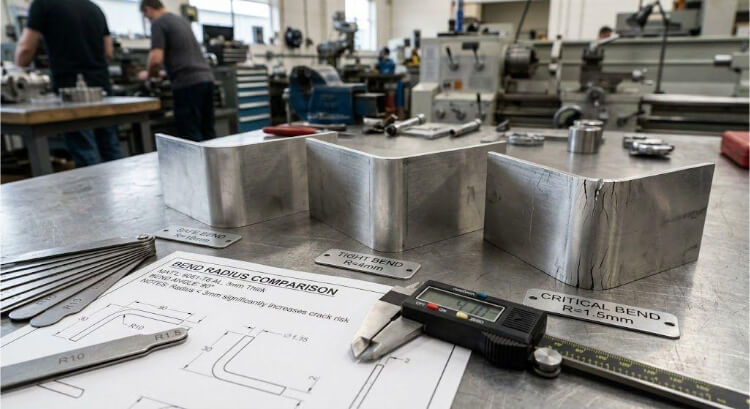
Минимальный радиус изгиба: Физика предотвращения отказов
Наиболее распространенной ошибкой при проектировании алюминиевых конструкций является указание слишком большого внутреннего радиуса. Когда алюминий сгибается, внешняя поверхность подвергается сильному напряжению. Если радиус слишком мал, зерна металла разделяются, что приводит к разрушению конструкции.
"Апельсиновая корка" против структурных трещин
Перед тем как алюминий защелкнется, на его поверхности часто появляется шероховатая текстура, известная как "апельсиновая корка".
- Стандарт качества: Хотя "растрескивание" (легкая текстура поверхности) характерно для более твердых сплавов, оно становится дефектом, если в трещину может попасть ноготь. В аэрокосмической и медицинской промышленности апельсиновая корка является браковочным дефектом, поскольку она создает концентраторы напряжения, в которых под действием вибрации зарождаются усталостные трещины.
Техническая справка: Руководство по минимальному внутреннему радиусу (r)
Чтобы обеспечить успешный изгиб без микротрещин, используйте это соотношение R/t (радиус и толщина):
| Толщина материала (t) | 5052-H32 Минимальный радиус | 6061-T6 Минимальный радиус |
|---|---|---|
| 1,0 мм | 1,0 мм | 3,0 мм |
| 2,0 мм | 2,5 мм | 6,0 мм |
| 3,0 мм | 4,0 мм | 10,0 мм |
| 6,0 мм | 9,0 мм | 25,0 мм |
Физика "острых" изгибов
Никогда не проектируйте "острый" внутренний угол для алюминия. Острый пуансон действует как клин, вызывая микроразрыв в вершине изгиба. Всегда указывайте наибольший радиус, который позволяет ваша сборка. Больший радиус не только улучшает структурную целостность, но и делает пружинящий откат более предсказуемым, что приводит к более высокой стабильности размеров и снижению затрат на наладку.
Роль направления зерна при гибке алюминия
При изготовлении листового металла алюминий не является изотропным материалом (это значит, что он ведет себя одинаково во всех направлениях). В процессе прокатки металл подвергается огромному давлению, которое удлиняет его внутреннюю кристаллическую структуру вдоль направления валка. Игнорирование этого "направления зерна" на этапе раскроя в САПР является основной причиной непредсказуемого растрескивания.
Физика границ зерен
Подумайте о зернистой структуре алюминия, как о зернах в древесине.
- Сгибание с зерном (продольное): Если вы выстраиваете линию изгиба параллельно направлению прокатки, вы сгибаете по границам этих вытянутых кристаллов. Растягивающее напряжение раздвигает зерна, действуя почти как перфорированная линия разрыва. Это резко повышает вероятность появления сильной апельсиновой корки или полного разрушения, особенно в более твердых сортах.
- Изгиб поперек зерна (поперечный): Благодаря ориентации линии изгиба перпендикулярно зерну напряжение при изгибе распределяется по длинным волокнам металла, а не между ними. Такая ориентация является наиболее прочной и позволяет уменьшить радиус без ущерба для детали.
Компромисс под углом 45 градусов для сложных планировок
Инженеры часто сталкиваются с дилеммой: что делать, если деталь (например, коробчатый корпус) требует изгибов в нескольких перпендикулярных направлениях? Невозможно согнуть каждый фланец поперек.
- Решение: Поверните макет плоского рисунка на 45 градусов относительно долевой нити листа.
- Экономика: Хотя раскладка деталей под углом 45 градусов может несколько снизить выход сырья (сколько деталей помещается на одном листе), она практически исключает количество брака, связанного с трещинами на продольных сгибах. В компании Shengen наша команда инженеров оценивает каждую плоскую деталь, чтобы сбалансировать оптимальное использование материала и надежность конструкции, гарантируя, что вы не будете платить за неудачные детали.
Управление пружинным откосом и точностью размеров
Добиться идеального угла в 90 градусов на экране легко, а вот на листогибочном прессе необходимо учитывать упругую память алюминия. Когда усилие на изгиб снимается, материал пытается вернуться в исходное плоское состояние - это явление известно как пружинящий откат.
Предел упругости алюминия
Пружинящий откат происходит потому, что только внешняя и внутренняя поверхности изгиба подвергаются пластической (постоянной) деформации. Сердцевина материала остается эластичной и "тянет" фланцы назад, когда инструмент поднимается.
- Поскольку модуль упругости алюминия ниже, чем у стали, он значительно сильнее пружинит.
- Темпер Вариация: Мягкая деталь 5052-H32 может отпружинить всего на 2-4 градуса. Жесткая деталь из 6061-T6 может отклониться на 10 градусов и более.
Компенсационные стратегии в производстве
Чтобы добиться точности размеров, производители должны намеренно перегибать деталь. Например, листогибочный пресс может быть запрограммирован на изгиб фланца на 85 градусов, чтобы он расслабился ровно на 90 градусов.
- Воздушный изгиб: Стандартный метод для алюминия. Поскольку лист соприкасается только с наконечником пуансона и двумя плечами V-образного штампа, оператор (или система ЧПУ) может легко регулировать глубину пуансона для компенсации изменяющегося отката без изменения физической оснастки.
- Скрытая цена непоследовательности: Пружинящий откат колеблется из-за незначительных различий в толщине и твердости материала в разных партиях прокатного стана. Постоянная регулировка листогибочного пресса для "погони" за правильным углом снижает эффективность производства и увеличивает затраты на наладку. Благодаря строгому отслеживанию партий материала и использованию самых современных листогибочных прессов с ЧПУ компания Shengen заблаговременно фиксирует правильные значения K-фактора и переменных пружин, гарантируя, что тысячная деталь будет такой же точной, как и первая.
Особые указания по гибке 6061-T6
Алюминий значительно мягче закаленной стали, используемой в оснастке листогибочного пресса. Это физическое различие создает два основных производственных риска: повреждение поверхности и страшный эффект "галтования".
Физика галтовки и отказов анодирования
Когда голый алюминий трется о стальной V-образный штамп при высокой нагрузке, трение может вызвать "галтование" - процесс, при котором микроскопические частицы алюминия скалываются и привариваются холодной сваркой к стальному инструменту.
- Стандарт качества: Если инструмент не отполирован или не защищен, этот налет будет выдавливать глубокие царапины на каждой последующей детали. Хотя царапины могут показаться незначительной косметической проблемой, они являются критическим дефектом для деталей, требующих вторичной отделки. В процессе анодирования эти микроцарапины задерживают кислотные растворы, которые впоследствии вытекают наружу и создают постоянные черные полосы или локальные разрушения покрытия.
- Решение и экономическая эффективность: Чтобы предотвратить это, производители используют оснастку "No-Mar". Наложение сверхпрочной уретановой пленки на V-образный штамп действует как эластичный барьер, предотвращая контакт металла с металлом. В компании Shengen мы используем прецизионную полированную оснастку и защитные уретановые пленки в качестве стандарта для всех эстетических алюминиевых деталей. Это устраняет необходимость в дорогостоящей вторичной ручной полировке, что напрямую снижает стоимость каждой детали.
Дилемма 6061-T6: локализованный отжиг
Когда конструкция требует строгого соблюдения требований 6061-T6 для обеспечения структурной целостности, но в то же время требует жесткого радиус изгиба если он превышает пределы материала, производители должны манипулировать физикой металла путем локального отжига.
- Процесс: Операторы используют специализированный мелок для определения температуры или "метод сажи" (наносят ацетиленовую сажу и нагревают до тех пор, пока она не сгорит при температуре около 400°C). Это временно изменяет кристаллическую структуру на линии изгиба, делая ее очень пластичной.
- Инженерный компромисс: Хотя локальный нагрев решает проблему изгиба, он навсегда снижает температуру в этой конкретной зоне до состояния "О" (отожженного). Если этот изгиб является несущей точкой в вашей сборке, инженеры должны учесть эту локальную потерю предела текучести или указать процесс искусственного старения после сварки для восстановления свойств T6.
Проектирование для производства (DFM) Советы по гибке алюминия
Деталь, которая выглядит идеально в среде 3D CAD, может легко превратиться в дорогостоящий металлолом в цеху, если игнорировать геометрические помехи. Когда алюминий сгибается, материал снаружи нейтральной оси растягивается и обтекается. Если элементы вашей конструкции расположены слишком близко к этому движению, они будут деформироваться.
Правило 2t для размещения отверстий
Размещение отверстия или паза слишком близко к линии изгиба является основной причиной сборок. При растяжении металла отверстие приобретает форму яйца.
- Физика неудачи: Если отверстие находится в зоне деформации, напряжение при изгибе концентрируется на краю отверстия, вызывая неравномерную деформацию материала. Это не только деформирует отверстие, но и ослабляет весь изгиб.
- Стандарт DFM: Всегда держите край любого отверстия на расстоянии не менее 2-кратной толщины материала (2t) от начала радиуса изгиба. Для высокоточных аэрокосмических компонентов мы часто рекомендуем 3t, чтобы обеспечить абсолютную стабильность размеров и предотвратить боковое выпучивание материала.
Перегородки для фланцев
Если вы сгибаете фланец по центру детали (а не по всей ширине), углы, где начинается изгиб, будут рваться из-за огромного напряжения сдвига.
- Фикс: Создайте рельеф изгиба - небольшую выемку, вырезанную в плоской детали на концах линии изгиба. Ширина рельефа должна быть как минимум равна толщине материала и немного превышать радиус сгиба. Это изолирует растягивающие усилия, позволяя металлу аккуратно сгибаться.
Экономика стандартизации
Стандартизация радиусов изгиба в рамках одного проекта не только повышает стабильное качество, но и сокращает время настройки. Если каждый фланец на вашем шасси использует внутренний радиус 3 мм, оператору листогибочного пресса нужно настроить только одну комбинацию пуансона и штампа. Сокращая количество смен инструмента, вы значительно сокращаете время простоя оборудования, что приводит к ускорению сроков выполнения заказа и снижению производственных затрат.
Заключительная заметка от Шенгена
В компании Shengen мы сочетаем эти инженерные принципы с более чем десятилетним практическим опытом в области быстрого создания прототипов и массового производства. Если вам нужна помощь в выборе подходящего сплава или оптимизации CAD для листогибочного пресса, наша команда готова гарантировать, что ваш проект будет выполнен в срок и в соответствии со спецификацией.
Боретесь с треснувшим алюминием или непредсказуемой пружинящей спинкой? > Не позволяйте плохому изгибу испортить ваш производственный цикл. В компании Shengen наши инженеры проверяют каждый радиус, направление зерна и отпуск сплава перед первым ударом на листогибочном станке.
Загрузите свои файлы CAD уже сегодня для бесплатного обзора DFM и получите быстрое предложение в течение 24 часов. Давайте построим все правильно с первого раза.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
