É um cenário que todos os engenheiros mecânicos e projectistas de produtos já enfrentaram. Desenha-se um invólucro compacto de chapa metálica em CAD. O modelo parece preciso, a deteção de interferências passa e o padrão plano é gerado sem erros. Envia o DXF para a oficina, esperando uma entrega rápida.
Em vez disso, recebe um "No-Quote" ou um pedido de alteração do projeto (ECN). O feedback é simples mas frustrante: "O rebordo desta aresta é demasiado curto para ser formado."
No mundo digital do SolidWorks ou do Inventor, a chapa metálica é tratada como um material com rigidez infinita e zero restrições de fabrico. No mundo físico, no entanto, a conformação de metal é um processo violento regido pelo atrito, alavancagem e geometria da ferramenta.
Este guia tem como objetivo colmatar essa lacuna. Vamos desmontar as "regras de ouro" contraditórias - que vão desde a agressiva espessura de 1,5x até à conservadora espessura de 4x - e ajudá-lo a determinar o comprimento mínimo exato da flange necessário para uma produção fiável.
Definição do "comprimento mínimo do flange"
Antes de nos debruçarmos sobre a mecânica, temos de alinhar a definição para evitar erros de comunicação dispendiosos.
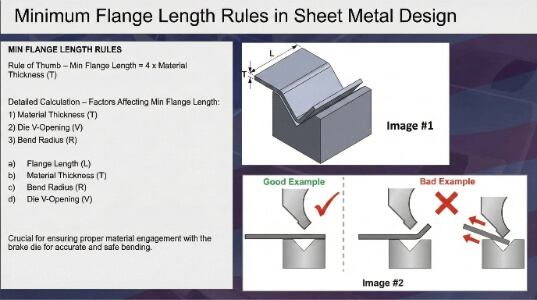
Quando os fabricantes falam sobre o comprimento mínimo do flange (Lₘᵢₙ), eles estão se referindo à dimensão externa do flange - da parte externa da dobra até a borda da peça. Esta medição inclui tanto o Raio de curvatura (R) e a espessura do material (T).
Se esta distância for insuficiente, a prensa dobradeira não pode criar fisicamente a geometria sem resultar em peças de refugo.
A Física: Porque é que o limite existe?
Para compreender por que razão existe um comprimento mínimo, temos de analisar o processo de fabrico padrão utilizado no fabrico de precisão 90%: Dobragem a ar.
Na dobragem a ar, a chapa metálica é colocada em cima de uma matriz inferior, que tem normalmente uma abertura em forma de V. Um punção superior desce, forçando o metal a entrar na abertura em V. Crucialmente, o metal não é pressionado até ao fundo da matriz. Em vez disso, "flutua" em três pontos de contacto distintos:
- A ponta do soco de topo.
- O ombro esquerdo do molde em V.
- O ombro direito do molde em V.
A analogia da "ponte
Pense na chapa metálica como uma ponte que atravessa um desfiladeiro (a abertura em V). Para que a ponte se mantenha, tem de assentar firmemente em solo sólido em ambos os lados do desfiladeiro.
Se conceber um flange demasiado curto, o material de um dos lados não alcançará o "ombro" da matriz em V. Em vez de se dobrar, a chapa simplesmente deslizará para dentro da cavidade da matriz. Isto conduz a três falhas distintas:
- Deslizamento e distorção: A peça desliza para o lado durante o ciclo de prensagem, criando uma linha de dobragem torta ou "dog-legged".
- Gouging: A folha que escorrega penetra no dispendioso aço endurecido dos ombros da matriz, danificando a ferramenta.
- A falha do medidor traseiro: Este é o ponto que muitas vezes passa ao lado dos projectistas. Os operadores de prensas dobradeiras utilizam um Back Gauge - dedos robóticos atrás da máquina - para posicionar a peça com precisão. Se a sua flange for demasiado curta, não conseguirá alcançar os dedos do medidor traseiro. Sem esta paragem física, o operador tem de posicionar a peça a olho nu, tornando impossível uma produção em massa consistente.
A variável crítica: Largura da matriz
A largura da abertura da matriz em V não é arbitrária; é selecionada com base na espessura do material (T).
A prática normal da indústria dita que a abertura da matriz em V é tipicamente 6 a 8 vezes a espessura do material.
- Para uma chapa com 2,0 mm de espessura, a loja utilizará provavelmente uma matriz em V com 12 ou 16 mm de largura.
- Para que a dobra seja bem sucedida, a flange deve ser suficientemente longa para abranger pelo menos metade dessa abertura em V (V/2), mais uma margem de segurança.
Esta relação geométrica - entre a espessura do seu material e a largura da ferramenta necessária para o dobrar - é a base de todas as fórmulas de flange mínima. Explica porque é que uma flange de 3 mm funciona perfeitamente em bitolas finas.

O choque das fórmulas: Conservadorismo vs. Teoria
Se procurar as regras de flange mínima nos manuais de engenharia versus diretrizes de fabrico, irá encontrar uma discrepância confusa. Algumas fontes afirmam que é possível obter um flange tão curto quanto 1,5 vezes a espessura do material (1,5T). Entretanto, o seu fabricante provavelmente insiste em 4 vezes a espessura (4T).
Porque é que existe uma diferença tão grande? A resposta está no método de dobragem específico utilizado: Flexão de ar versus fundo. Compreender esta distinção é a chave para conceber peças que não são apenas possíveis, mas também económicas.
1. A abordagem do "Fabricante Seguro" (A Regra 4T)
Se estiver a desenhar para a produção geral e quiser garantir que as suas peças são cotadas rapidamente e fabricadas sem defeitos, esta é a regra que deve seguir.
A fórmula:
Lₘᵢₙ ≈ 4 × T + R
(sendo T = espessura do material e R = raio de curvatura)
A realidade da indústria transformadora:
Esta fórmula é derivada da Curvatura a Ar, o padrão da indústria para chapas metálicas de precisão modernas.
- Largura da matriz em V: Conforme estabelecido, a dobragem a ar utiliza uma largura de matriz em V de cerca de 6T a 8T.
- A Geometria: Para cobrir metade dessa abertura em V de forma segura, o material precisa de se estender cerca de 3T a 4T a partir do centro.
- O fator de segurança: A adição do raio de curvatura (R) à fórmula garante que, mesmo quando o metal se enrola e consome comprimento, permanece seguro nos ombros da matriz.
Porque é que os engenheiros inteligentes o utilizam:
A conceção com a regra 4T dá flexibilidade ao chão de fábrica. Permite-lhes utilizar uma gama padrão de V-dies disponíveis em qualquer máquina.
- Cenário: Se desenhar até ao limite absoluto (1,5T) e a ferramenta de aperto específica da oficina estiver danificada ou a executar outro trabalho, a sua produção pára.
- Cenário: Se a conceção for 4T, o operador pode mudar para uma matriz ligeiramente mais larga, se necessário, para manter a produção em movimento, salvaguardando o seu prazo de entrega.
2. A abordagem "teórica" (a regra de 1,5T)
Se consultar textos de referência de engenharia como o Manual de Máquinas ou consultar catálogos de ferramentas específicos, verá frequentemente valores muito mais curtos.
A fórmula:
Lₘᵢₙ ≈ 1,5 × T a 2,0 × T
O custo oculto:
Esta regra aplica-se tipicamente ao Bottoming (ou Coining) e não à dobragem por ar normal. Na dobragem por baixo, o punção pressiona a chapa até à parte inferior da matriz em V, prendendo a estrutura do material. Como a chapa está fisicamente presa entre o punção e a matriz, não precisa de abranger toda a largura da abertura em V para se manter estável.
No entanto, o recurso a esta regra introduz riscos e custos significativos:
- Picos de tonelagem: A dobragem por baixo requer até 5 vezes a tonelagem da dobragem por ar. Muitas prensas dobradeiras eléctricas ou híbridas de precisão não são concebidas para esta carga elevada e contínua.
- Desgaste de ferramentas: A alta pressão acelera o desgaste do punção e da matriz, levando a ângulos inconsistentes ao longo do tempo.
- Incompatibilidade de processos: Se uma loja tentar dobrar a ar o seu desenho de 1,5T porque não tem a tonelagem necessária para o fazer, a peça falhará. Escorregará para dentro do molde, resultando num lote de sucata.
O veredito
A "Regra 1.5T" é teoricamente possível, mas operacionalmente dispendiosa e arriscada. A "Regra dos 4T" é conservadora, fiável e barata.
A regra de ouro da DFM:
Sempre que possível, projecte utilizando a regra Conservadora (4T). Só recorra ao limite teórico (1,5T) se o projeto o exigir absolutamente e esteja preparado para possíveis reacções negativas ou custos de ferramentas mais elevados por parte do seu fornecedor.
Dobrar o que não pode ser dobrado: Variáveis e soluções alternativas
Antes de se comprometer com uma flange curta, é necessário compreender como a seleção do material e os ângulos de curvatura alteram os objectivos do que é fisicamente possível.
O fator material: Porque é que a nota é importante
Nem todos os metais se comportam da mesma forma sob a prensa. O comprimento mínimo da flange está diretamente relacionado com o raio de curvatura (R) necessário e o raio é ditado pela ductilidade do material.
- Alumínio 6061-T6 (O desafio da fragilidade): Esta classe aeroespacial comum é notoriamente frágil. Se tentar fazer uma dobragem acentuada, irá rachar. Para evitar isso, os fabricantes devem usar um raio de curvatura maior (geralmente 1.5T ou mais). Como nossa fórmula é Lₘᵢₙ = 4T + R, um raio maior exige automaticamente um flange mais longo.
- Alumínio 5052-H32 (A alternativa dúctil): Se o seu projeto exigir uma flange apertada, considere a possibilidade de mudar para 5052. É mais macio e pode suportar um raio mais apertado sem rachar, permitindo um comprimento mínimo de flange mais curto.
- Aço inoxidável: Devido ao elevado limite de elasticidade e ao significativo "retorno elástico", o aço inoxidável requer frequentemente uma dobragem excessiva para atingir o ângulo final. Este curso mais profundo pode exigir uma matriz em V mais larga para evitar exceder os limites de tonelagem da ferramenta, o que, por sua vez, aumenta o comprimento necessário da flange.
O fator ângulo
A maior parte dos guias de conceção assumem uma curvatura padrão de 90°. No entanto, o ângulo de curvatura altera significativamente a física dos pontos de contacto da matriz em V.
- Ângulos agudos (<90°): Para dobrar o metal a 30° ou 45°, o punção deve deslocar-se mais profundamente na matriz em V. Este curso mais profundo afasta mais a chapa dos ombros da matriz. Consequentemente, as curvas agudas requerem frequentemente flanges mais longas do que as curvas de 90° para garantir que o material mantém o contacto com a matriz durante todo o curso.
- Ângulos Obtusos (>90°): Estes são geralmente mais seguros. O punção percorre uma distância menor, pelo que o risco de o flange escorregar para dentro da matriz é reduzido.
Os "códigos de batota": Como fabricar o impossível
O que acontece quando se tem um chassis com 2,0 mm de espessura e se deve ter uma flange de 3,0 mm para libertar um componente? O processo padrão de dobragem a ar diz "Impossível".
No entanto, um parceiro de fabrico competente pode obter esta geometria - se estiver disposto a pagar por isso. Aqui estão as três soluções alternativas mais comuns.
1. O método "dobrar e cortar
Esta é a solução de força bruta para protótipos e peças de precisão de baixo volume.
- O processo: A loja corta a laser o padrão plano com uma flange que é seguramente longa (por exemplo, 10 mm). A dobragem é efectuada normalmente com ferramentas padrão. Em seguida, a peça é transferida para uma fresadora CNC, onde o material em excesso é maquinado até ao comprimento desejado de 3,0 mm.
- O custo: Elevado. Está a adicionar uma configuração de maquinação secundária, manuseamento manual e passos de rebarbação. Deve perguntar-se a si próprio: Será que esse flange curto vale um aumento de 200% a 300% no custo unitário?
2. Entalhes de alívio
Por vezes, um flange parece demasiado curto apenas porque está adjacente a um recorte ou a um canto chanfrado.
- A solução: Adicione um entalhe de alívio (um pequeno corte perpendicular à linha de dobragem) no ponto de transição. Isto separa fisicamente a flange que está a dobrar da geometria problemática que se encontra nas proximidades. Permite que a flange se deforme de forma independente sem rasgar o material ou exigir que o operador alinhe uma aresta complexa e não linear contra o gabarito posterior.
3. Estratégia de ferramentas especializadas
Se "Dobrar e Cortar" for demasiado caro para uma produção de grande volume, pode discutir opções de ferramentas especializadas com o seu fabricante:
- Dobradeiras rotativas / Matrizes de limpeza: Ao contrário dos V-dies normais, estas ferramentas mantêm a peça plana e "limpam" a flange para cima utilizando um excêntrico rotativo. Podem formar flanges tão curtas como 1 × espessura sem deslizamento.
- Matrizes de offset: Estas são ferramentas específicas concebidas para criar duas curvas (uma forma de "Z") num só golpe. São excelentes para desvios curtos, mas requerem ferramentas específicas para cada altura específica.
A folha de dicas e a lista de verificação final
Agora, vamos resumir toda essa teoria em algo que pode utilizar imediatamente: uma folha de consulta rápida e uma lista de verificação DFM (Design for Manufacturing) final para executar antes de lançar os seus desenhos.
Tabela de dados de referência rápida
A tabela abaixo compara os valores "Seguros" (dobragem a ar) com os limites "Agressivos" (engarrafamento/ferramentas especiais).
- Padrão: Utilize estes valores para projectos normalizados para garantir o custo mais baixo, o prazo de entrega mais rápido e a capacidade de multi-fontes.
- Risco: Utilize estes valores apenas quando o espaço for crítico. Aviso: Normalmente, estas requerem ferramentas específicas, maior tonelagem ou maquinagem secundária.
| Espessura do material (T) | Mínimo conservador (4T+R) | Mínimo agressivo (1,5T-2T) |
|---|---|---|
| 0,5 mm (24-26 ga) | ~ 2,5 mm | ~ 1,0 mm |
| 1,0 mm (20 ga) | ~ 5,0 mm | ~ 2,0 mm |
| 1,5 mm (16 ga) | ~ 7,0 mm | ~ 3,0 mm |
| 2,0 mm (14 ga) | ~ 9,0 mm | ~ 4,0 mm |
| 3,0 mm (11 ga) | ~ 13,0 mm | ~ 5,0 mm |
> Nota de engenharia: Os valores "Conservadores" assumem um raio de curvatura padrão (R) aproximadamente igual à espessura do material. Se especificar um raio maior (por exemplo, R=3mm num material de 1mm), deve adicionar esse comprimento extra ao seu flange mínimo.
A sua lista de verificação DFM final
Antes de carregar em "Release" na revisão final do CAD, analise estas cinco questões. Elas poupar-lhe-ão horas de troca de e-mails com o seu fabricante e, potencialmente, milhares de dólares em sucata.
1. Que regra é que eu segui?
- Se a sua flange for > 4 × T, está seguro. Prossiga com confiança.
- Se a sua flange for < 2,5 × T, está na zona de perigo. Marque esta caraterística para revisão.
2. A "flange curta" é necessária?
- Pergunte a si próprio: Esta flange precisa mesmo de ter 3 mm de comprimento? Muitas vezes, os projectistas fazem flanges curtas simplesmente por uma questão de estética ou "compacidade". Se for possível aumentá-la para cumprir a regra 4T sem interferir com outros componentes, faça-o. Não custa nada na conceção, mas poupa dinheiro no fabrico.
3. Posso aceitar tolerâncias mais folgadas?
- A armadilha da tolerância: As flanges curtas "flutuam" mais durante a dobragem porque têm menos área de contacto com a matriz. Se forçar uma flange de 1,5T, não espere uma tolerância angular padrão de ± 1. Poderá ser necessário abrir essa tolerância para ± 3 para ter em conta a instabilidade.
4. Considerei o raio?
- Lembre-se, o comprimento efetivo da flange inclui o raio de curvatura. Se tiver uma flange de 10 mm mas um raio de 5 mm, só lhe restam 5 mm de material "plano" para agarrar. Certifique-se de que o seu cálculo inclui o raio.
5. Estou disposto a pagar pela correção?
- Se é absolutamente necessário ter uma flange que quebre as regras, está preparado para o custo de "Dobrar e Cortar"? Esta operação secundária pode duplicar o custo unitário da peça. Se o orçamento for apertado, redesenhe a caraterística agora.
Conclusão
No mundo do design de chapas metálicas, a diferença entre "teoricamente possível" e "economicamente viável" é frequentemente medida em milímetros. Embora os manuais de engenharia possam dizer que é possível um comprimento mínimo de flange de 1,5x a espessura do material, a realidade do chão de fábrica exige normalmente uma espessura 4x mais segura.
O seu design está pronto para a produção? Não adivinhe. Está preocupado com o facto de os seus flanges apertados poderem causar problemas na prensa dobradeira? Pare de adivinhar e comece a validar. Envie-nos os seus ficheiros CAD para uma revisão gratuita do DFM.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados


Puncionamento vs corte a laser: Custo, velocidade e vantagens DFM

Maquinação de filetes: O que determina o custo e a qualidade da peça
