Wiele osób decyduje się na malowanie proszkowe, aby nadać metalowym elementom większą wytrzymałość i lepszy wygląd. Nie zastanawiają się jednak nad grubością powłoki. Zbyt cienka powłoka może odpryskiwać lub zużywać się zbyt szybko. Zbyt gruba może wyglądać nierównomiernie, pękać lub kosztować więcej niż potrzeba. Ten prosty czynnik może zmienić trwałość, wygląd i działanie części.
Grubość powłoki proszkowej odgrywa dużą rolę w wyglądzie i trwałości części. Przeanalizujmy teraz, w jaki sposób grubość wpływa na różne aspekty projektu.

Czym jest grubość powłoki proszkowej?
Grubość powłoki proszkowej to głębokość powłoki nałożonej na powierzchnię. Jest ona mierzona od wierzchu powłoki do powierzchni części znajdującej się pod nią. Warstwa ta jest używana jako suchy proszek, a następnie utwardzana za pomocą ciepła w celu utworzenia solidnego wykończenia. Grubość wpływa na to, jak dobrze powłoka przylega, jest odporna na zużycie i chroni część.
Idealna grubość powłoki proszkowej wynosi od 2 do 5 milicali (50-125 mikronów). Zapewnia to silną ochronę, gładki wygląd i brak problemów z wydajnością. Wyjście poza ten zakres może prowadzić do odprysków, słabej przyczepności lub dodatkowych kosztów.
Cienkie powłoki mogą wyglądać niejednolicie lub szybko się ścierać, podczas gdy grube powłoki mogą powodować powstawanie pęcherzyków lub pęknięć podczas utwardzania. Dlatego pomiar grubości jest kluczowym krokiem podczas kontroli jakości.
Jednostki miary: Milimetry i mikrony
Grubość powłoki proszkowej jest zwykle mierzona w promile Lub mikrony.
- 1 mil = 0,001 cala
- 1 mikron = 0,001 milimetra
W Stanach Zjednoczonych bardziej powszechne są milimetry. W Europie i innych regionach standardem są mikrony. Aby je porównać:
- 1 mil = 25,4 mikrona
Większość mierników powłok proszkowych pokazuje obie jednostki. Używanie właściwej jednostki pomaga uniknąć błędów podczas inspekcji i raportowania.
Typowe zakresy grubości według rodzaju zastosowania
Różne części wymagają różnych grubości powłok, w zależności od miejsca i sposobu ich użycia:
- Wewnętrzne elementy dekoracyjne: 1,5-2,5 milicala (38-63 mikronów)
- Ogólne części przemysłowe2,0-3,5 milicala (50-90 mikronów)
- Motoryzacja i użytkowanie na zewnątrz: 3,0-5,0 milicali (75-125 mikronów)
- Części do zastosowań ciężkich lub morskich: 5,0-10,0 milicali (125-250 mikronów)
Normy dotyczące grubości powłoki proszkowej
Normy określają jasne zasady nakładania i sprawdzania grubości powłoki proszkowej. Pomagają one zapewnić, że części spełniają cele w zakresie wydajności i bezpieczeństwa.
Normy ASTM
- ASTM D7091 wyjaśnia, jak mierzyć grubość suchej powłoki za pomocą mierników magnetycznych i wiroprądowych.
- ASTM D1186 koncentruje się na nieniszczących badaniach powłok niemagnetycznych na podłożach metalowych.
Są one szeroko stosowane w USA do sprawdzania grubości powłoki podczas produkcji i kontroli.
Normy ISO
- ISO 2360 opisuje metody pomiaru grubości powłoki za pomocą przyrządów wiroprądowych na powłokach nieprzewodzących.
- ISO 2808 to globalny standard dla powierzchni malowanych lub powlekanych proszkowo, który oferuje zarówno niszczące, jak i nieniszczące opcje badania grubości.
Normy ISO są powszechnie stosowane w umowach międzynarodowych i pomagają ujednolicić jakość w różnych krajach.
Normy EN
- EN 13523 zawiera wiele części obejmujących metody testowania metali powlekanych zwojami.
- Są one często używane w Europie w budownictwie, urządzeniach i transporcie.
Certyfikaty branżowe
Niektóre branże wykorzystują swoje programy wraz z globalnymi standardami:
- Qualicoat (architektura): Wymagana grubość powłoki pomiędzy 2,0-2,4 milicali (50-60 mikronów) dla dekoracyjnego aluminium.
- AAMA 2605 (aluminium architektoniczne): Wezwania do minimum 2,8 milicala (70 mikronów) i testy odporności na warunki atmosferyczne.
- Standardy OEM: Marki samochodów i urządzeń mogą tworzyć własne specyfikacje dotyczące grubości powłoki i testów.

Jak grubość wpływa na wydajność?
Grubość powłoki proszkowej ma bezpośredni wpływ na wydajność części. Źle dobrana może prowadzić do słabej ochrony, pękania lub szorstkiego wykończenia.
Odporność na korozję i ochrona
Odpowiednia grubość powłoki pomaga uszczelnić powierzchnię, chroniąc ją przed wilgocią, solą i chemikaliami. Woda lub powietrze mogą dostać się do metalu, jeśli powłoka jest zbyt cienka i rozpocząć korozję.
Grubsze powłoki zapewniają lepszą długoterminową ochronę w trudnych warunkach, takich jak obszary przybrzeżne lub przemysłowe. Ale sama grubość nie wystarczy. Powłoka musi również dobrze się utwardzać i ściśle przylegać do powierzchni.
Wpływ na elastyczność i przyczepność
Jeśli powłoka jest zbyt gruba, może stać się krucha. Zwiększa to prawdopodobieństwo pęknięcia lub odprysku, gdy część zgięcia lub zgina się.
Cieńsze powłoki są bardziej elastyczne, ale mogą nie zapewniać wystarczającego pokrycia. Idealna grubość pozwala na lekkie zginanie części bez naruszania powłoki. Pomaga również proszkowi lepiej przylegać podczas utwardzania.
Wpływ na wygląd i jakość wykończenia
Nierówna lub nieprawidłowa grubość może zrujnować wygląd gotowej części. Cienkie miejsca mogą wydawać się matowe lub wyblakłe. Grube plamy mogą prowadzić do problemów z teksturą, takich jak skórka pomarańczowa lub zacieki.
Odpowiednia grubość powłoki zapewnia gładkie, równe i błyszczące wykończenie. Pomaga również uzyskać głębsze i bardziej spójne kolory na całej części.
Czynniki wpływające na końcową grubość powłoki
Na grubość powłoki proszkowej wpływa kilka czynników, w tym zastosowana metoda, sam proszek i sposób przygotowania powierzchni.
Metoda aplikacji
Najczęściej stosowaną metodą jest natrysk elektrostatyczny. Pistolet natryskowy ładuje proszek, który przywiera do uziemionej metalowej części. Ilość rozpylonego proszku i odległość od broni wpływają na ostateczną grubość.
Powłoka ze złożem fluidalnym polega na zanurzeniu rozgrzanej części w pojemniku z pływającymi cząstkami proszku. Proszek topi się i przywiera do powierzchni. Metoda ta zazwyczaj tworzy grubsze powłoki i dobrze sprawdza się w przypadku ciężkich części.
Każda metoda ma inny zakres typowych grubości. Powlekanie natryskowe zwykle daje 1,5-5,0 milicali, podczas gdy powlekanie fluidalne może osiągnąć 10 milicali lub więcej.
Rodzaj proszku i wielkość cząstek
Nie wszystkie proszki zachowują się tak samo. Niektóre lepiej płyną, szybciej się topią lub szybciej tworzą powłokę. Rodzaj żywicy (np. epoksydowa lub poliestrowa) wpływa na grubość powłoki, zanim pojawią się problemy.
Rozmiar cząstek również ma znaczenie. Większe cząstki mają tendencję do tworzenia grubszych powłok. Drobne proszki często dają gładsze wykończenia, ale wymagają większej kontroli, aby uniknąć cienkich plam.
Materiał podłoża i stan powierzchni
Powierzchnia części zmienia sposób przywierania proszku. Gładkie lub błyszczące metale mogą również nie zatrzymywać proszku, prowadząc do powstawania cienkich plam. Szorstkie lub teksturowane powierzchnie mogą zatrzymywać więcej proszku, czyniąc powłokę grubszą.
Przygotowanie powierzchni piaskowanie lub zastosowanie chemicznej obróbki wstępnej - pomaga poprawić wiązanie. Czysta, równa powierzchnia pomaga również osiągnąć stałą grubość na całej części.
Technika operatora i ustawienia sprzętu
Sposób rozpylania proszku odgrywa znaczącą rolę. Prędkość pistoletu, odległość od części i kąt natrysku wpływają na ilość nagromadzonego proszku.
Ustawienia sprzętu, takie jak napięcie, ciśnienie powietrza i natężenie przepływu proszku, muszą być dostosowane do kształtu i rozmiaru części. Nawet wykwalifikowani operatorzy mogą nakładać nierówne powłoki, jeśli sprzęt nie jest odpowiednio skonfigurowany.
Pomiar grubości powłoki proszkowej
Pomiar grubości powłoki pomaga wcześnie wychwycić problemy. Zapewnia, że ostateczne wykończenie spełnia zarówno standardy wyglądu, jak i wydajności. Istnieją różne sposoby sprawdzania grubości przed i po utwardzeniu.
Metody pomiaru przed utwardzeniem (przewidywanie DFT)
Przed utwardzeniem można oszacować ostateczną grubość suchej powłoki (DFT), sprawdzając nagromadzenie proszku. Zazwyczaj odbywa się to przy użyciu:
- Mierniki grzebieniowe: Proste narzędzia wciśnięte w proszek, aby sprawdzić, ile się nagromadziło.
- Czujniki laserowe lub ultradźwiękowe: Metody bezkontaktowe dla bardziej zaawansowanych konfiguracji.
Metody te są jedynie szacunkowe. Proszek topi się i płynie podczas utwardzania, co może zmienić ostateczną grubość. Mimo to wczesne kontrole pomagają uniknąć nadmiaru lub niedoboru powłoki.
Narzędzia do pomiaru grubości po utwardzeniu
Po utwardzeniu powłoka staje się stała. Jest to moment, w którym przeprowadzana jest większość inspekcji. Narzędzia obejmują:
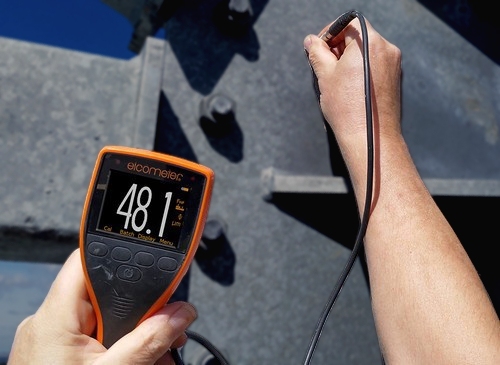
- Mierniki magnetyczne są stosowane do powłok na stali lub żelazie. Mierzą one odległość między powierzchnią a metalem znajdującym się pod spodem.
- Mierniki wiroprądowe: Najlepiej sprawdzają się na metalach niemagnetycznych, takich jak aluminium. Wykrywają grubość powłoki poprzez pomiar rezystancji elektrycznej.
Oba narzędzia są szybkie, łatwe w użyciu i nieniszczące. Większość wersji cyfrowych od razu wyświetla grubość w milsach lub mikronach.
Najczęstsze wyzwania związane z dokładnym pomiarem
Uzyskanie dokładnego odczytu nie zawsze jest łatwe. Niektóre typowe problemy obejmują:
- Szorstkie lub nierówne powierzchnie: Może prowadzić do fałszywych odczytów.
- Efekty krawędziowe: Grubość jest zwykle cieńsza na krawędziach lub narożnikach.
- Błąd operatora: Trzymanie miernika pod niewłaściwym kątem lub nieprawidłowe wyzerowanie może wypaczyć wyniki.
- Temperatura: Gorące powierzchnie mogą wpływać na odczyty, jeśli nie zostaną odpowiednio schłodzone przed testowaniem.
Aby uzyskać najlepsze wyniki, należy użyć odpowiedniego narzędzia do rodzaju metalu, postępować zgodnie z krokami kalibracji i przetestować w kilku miejscach na części.
Jak osiągnąć idealną grubość powłoki proszkowej?
Uzyskanie odpowiedniej grubości wymaga czegoś więcej niż tylko natryskiwania proszku. Wymaga dobrego przygotowania, odpowiednich narzędzi i uwagi na każdym etapie procesu.
Przygotowanie powierzchni
Przygotowanie powierzchni jest podstawą udanej powłoki. Czysta, wstępnie przygotowana powierzchnia poprawia przyczepność i spójność grubości.
- Czyszczenie: Usunąć olej, kurz lub rdzę za pomocą odtłuszczania lub mycia alkalicznego.
- Obróbka wstępna: W celu zwiększenia przyczepności należy stosować powłoki fosforanowe lub cyrkonowe.
- Profil wybuchu: W przypadku części piaskowanych, profil kotwicy o grubości 1,5-2,5 mil (38-63 mikronów) jest idealny do przylegania proszku.
Ustawienia aplikacji sterującej
Kontrolowanie parametrów natryskiwania ma kluczowe znaczenie. Należy używać elektrostatycznych pistoletów natryskowych i wybierać ustawienia w oparciu o geometrię części.
- NapięcieNapięcie 60-90 kV jest typowe dla standardowych części. Wyższe napięcie zwiększa owinięcie, ale może powodować jonizację wsteczną, jeśli jest nadużywane.
- Odległość pistoletu: Utrzymywać w odległości 8-12 cali od części. Bliższe natryskiwanie powoduje powstawanie dużych osadów.
- Wydajność proszku: Utrzymuj około 150-200 gramów na minutę, aby uzyskać spójny film.
W większości zastosowań grubość suchej powłoki powinna wynosić 2,0-3,0 milicali (50-75 mikronów). Powłoki powyżej 5,0 milicali mogą pękać lub zatrzymywać nieutwardzony proszek wewnątrz.
Monitorowanie i pomiar
Pomiar w trakcie i po powlekaniu zapobiega błędom.
- Szacunki przed utwardzeniem: Mierniki grzebieniowe pomagają uzyskać grubość po utwardzeniu na poziomie 2,5 milicala ±10%.
- Narzędzia do utwardzania: Należy używać skalibrowanych cyfrowych mierników magnetycznych lub wiroprądowych. Dokładność powinna mieścić się w zakresie ±1% rzeczywistej grubości.
- Punkty testowe: Sprawdzić co najmniej pięć obszarów na część - płaską, krawędź, krzywiznę i wgłębienie. Zapewnia to jednolitość powłoki.
Konserwacja sprzętu
Niespójny sprzęt prowadzi do sprzecznych wyników.
- Codziennie czyść pistolety i zasobniki, aby zapobiec zatykaniu się proszku.
- Sprawdzaj napięcie wyjściowe co tydzień za pomocą urządzenia testowego.
- Równomierność pieca jest kluczowa - należy sprawdzić za pomocą sond temperatury, czy ciepło utrzymuje się w zakresie ±10°F w całej komorze.
Wnioski
Grubość powłoki proszkowej znacząco wpływa na trwałość części, jej wygląd i wydajność. Zbyt cienka powłoka może odpryskiwać lub rdzewieć. Zbyt gruba może pękać, łuszczyć się lub prowadzić do problemów z dopasowaniem. Idealny zakres - zwykle od 2,0 do 5,0 milicali (od 50 do 125 mikronów) - zależy od miejsca i sposobu użytkowania części.
Potrzebujesz pomocy w uzyskaniu odpowiedniej grubości powłoki proszkowej dla swoich części? Skontaktuj się z naszym zespołem już dziś w celu uzyskania fachowego wsparcia i szybkiej, niezawodnej obsługi.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Odporna na odciski palców stal nierdzewna: jak to działa i jak wybrać


